
数控编程指令G71、G73的分析及应用
2014-03-18 00:59:32姚建平梅鑫东
江西化工 2014年1期
姚建平 梅鑫东
(江西省化学工业学校,江西 南昌 330012)
引言
在数控车削加工中,对于铸、锻毛坯的粗车或用棒料直接车削过渡尺寸较大的台阶轴,需要多次重复进行车削,使用G71、G73等复合形状固定循环指令,只要编写出精加工进给路线,给出每次切除余量或循环次数和精加工余量,数控系统即可自动计算出粗加工时的刀具路径,完成重复切削直至加工完毕,故使用起来十分的方便,现针对两指令的具体特点分析如下。
1.G71和G73指令格式
1.1 G71指令格式
G7l U(Δd) R(e);
G71 P(ns) Q(nf) U(Δu) W(Δw) F_S_T_;
其中,Δd是径向背吃刀量,半径量,不带正负号;e是粗加工每次车削循环的X向退刀量,无符号;ns是精加工路线的第一个程序段号;nf是精加工路线的最后一个程序段号;Δu表示X向精加工余量(直径量);Δw表示Z向精加工余量;F_S_T_表示粗加工循环中的进给速度、主轴转速与刀具功能。
1.2 G73指令格式
G73 U(Δi) W(Δk) R(Δd);
G73 P(ns) Q(nf) U(Δu) W(Δw) F_S_T_;
其中,△i是粗切时径向切除的总余量(半径值);△k是粗切时轴向切除的总余量;△d表示循环次数;其他参数含义同G71指令。
2. G71和G73指令走刀路线
2.1 G71指令走刀路线
如图1所示为G71外圆粗车循环的运动轨迹,图中A点为粗加工循环起点,B点为精加工路线的第一点,D点为精加工路线的最后一点。循环开始时,车刀首先由A点退到C点,移动Δu/2和ΔW的距离。车刀从C点平行于AB移动Δd,开始第一刀的切削循环。第l步的移动是由顺序号ns的程序段中G00或G01指定;第2步切削运动用G01指令执行,当到达本段终点时,以与Z轴夹角45°的方向退出;第3步以离开切削表面e的距离快速返回到Z轴的出发点。再以切深为Δd进行第二刀进行切削,当达到精车余量时,沿精加工余量轮廓EF加工一刀,使精车余量均匀,最后从F点快速返回到起点A点,完成一个粗车循环。
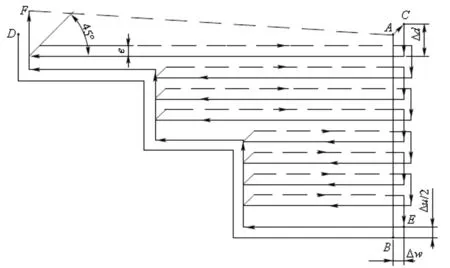
图1 G71指令外圆粗车循环刀具循环路径
2.2 G73指令走刀路线
如图2所示为G73固定形状粗车循环指令的运动轨迹。执行G73功能时,每一刀的切削路线的轨迹形状是相同的,只是位置不同,每走完一刀,就把切削轨迹向工件移动一个位置,因此对于经过铸造、锻造等粗加工后已初步成型的毛坯,可高效加工。
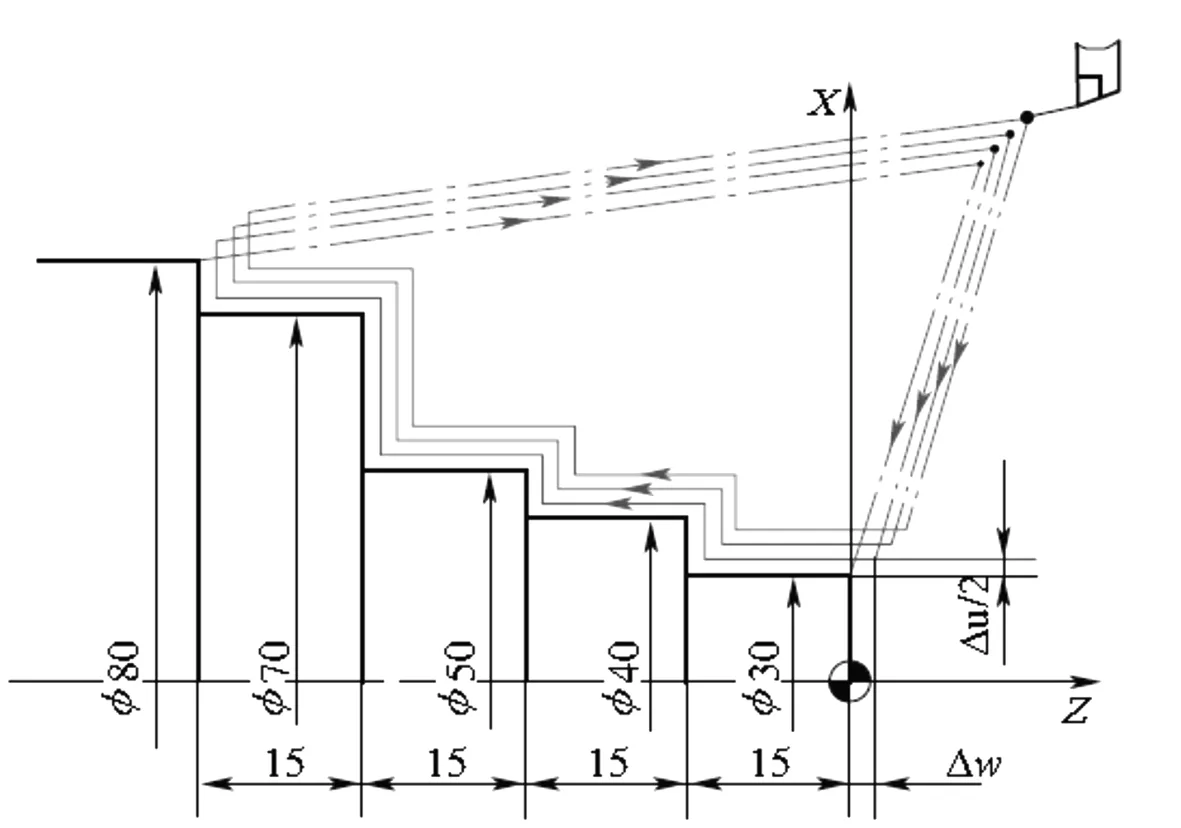
图2 G73指令固定形状粗车循环刀具循环路径
3 G71和G73指令特点及应用对象
3.1 G71指令特点及应用对象
① G71指令是内外圆粗车循环指令,用于粗车圆柱棒料,以切除较多的加工余量,主要用于径向尺寸要求比较高、轴向尺寸大于径向尺寸的毛坯工件进行粗车循环,它只能加工X和Z方向是单调增大或单调减小的变化规律的零件,对用圆柱棒料作为毛坯零件的加工效率很高。
②只要在程序中,给出A→B→D之间的精加工形状及径向精车余量Δu、轴向精车余量Δw、每次切削深度Δd,即可完成A→B→D→A区域的粗车工序。
③在B→D之间的移动指令中指定的F、S、T功能,仅在精车中有效。粗车循环使用G71程序段或以前指定的F、S、T功能。当有恒线速控制功能时,在B→D之间移动指令中指定的G96或G97也无效,粗车循环使用G71程序段或以前指令的G96或G97功能。
④A→B之间的刀具轨迹,由顺序号为ns的程序段中指定。可以用G00或G01指令,但不能指定Z轴的运动。在程序段ns到nf中,不能调用子程序。当顺序号为ns的程序段用G00移动时,在指令A点时,必须保证刀具在Z轴方向上位于零件之外。顺序号为ns的程序段,不仅用于粗车,还要用于精车时的进刀,一定要保证进刀的安全。
⑤在编程时,A点在G71程序段之前指令。
⑥X向和Z向精加工余量Δu和Δw的符号如图3所示。

图3 G71循环中U和W的符号
3.2 G73指令特点及应用对象
①G73指令是固定形状粗车循环命令,适用于毛坯轮廓形状与零件轮廓形状基本接近的毛坯件的粗车,主要用于已经铸造、锻造成型的或已粗加工成型的工件的粗加工,一般不用于圆柱棒料的加工,若用于圆柱棒料的加工,会有较多的空行程,效率较低。
②循环开始前要定义一个循环起点,该起点在X方向略大于最大毛坯直径,Z向离开工件1-3mm即可。
③精加工路径的第一段既可以是X方向的刀具移动,也可以是Z向的刀具移动,也可以是X、Z两个方向同时移动。这一点不同于G71指令。
④它对零件X和Z方向变化没有要求,即轮廓形状方面没有单调递增或单调递减形式的限制,能适用于工件轮廓形状为曲线凹凸相间的毛坯的编程加工。
4. G71和G73指令的实践应用
G71指令与G73指令同属于数控编程中的复合车削循环指令,但在自动编程中,应用却不是很多。数控编程中由于数控编程软件的应用,其自动生成输出的程序少有G71与G73的。
G71指令与G73指令在手工编程中应用较多,但实际生产中,如果运用G71指令与G73指令编程加工,要注意根据毛坯类型和切削余量灵活运用以免产生材料的过多浪费,这一点在企业里是不允许的。理论上来说,G71指令用于加工递增或递减的轮廓部件,G73指令用于加工仿形轮廓部件。在数控编程实践中,对于非递增或递减的轮廓部件中,也可以用G71指令进行编程加工,但前提条件是非递增或递减的轮廓部何余量不大,一刀即能加工完成。同时对于超过90度圆弧的编程加工时,如球头加工,超过90度的圆弧不能只用一个G03编程,而要分解为两个G03,即一个G03编程到90度圆弧,再用另一个G03编超过90度的圆弧部分。G71不走空刀,G73走空刀,Z方向切削量大就用G73,X方向切削量大就用G71,一个是径向切削,一个是轴向切削,不过切削方式一样的。能用G71就用G71,不过好多都要用G73的。
[1]冯为湛.浅谈用G71和G73组合车深内凹圆弧的技巧[J].职业技术教育,2012(9).
[2]兰小光.巧妙使用G71和G73编程提高加工效率.大江周刊,2011(4).
[3]王身海.巧用G71和G73指令编程的方法与技巧[M].机床与液压,2012.(14).
[4]徐克辉,高星梅.数控车常用复合G71、G72、G73命令应用方法[M].金属加工(冷加工),2009.(14).
猜你喜欢
锻造与冲压(2023年3期)2023-02-28 04:36:56
机械工程与自动化(2022年4期)2022-08-23 02:56:28
电动工具(2022年2期)2022-05-18 08:40:38
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
制造技术与机床(2018年8期)2018-10-09 08:27:48
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
科技资讯(2018年3期)2018-06-06 05:28:36
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
金属加工(冷加工)(2015年11期)2015-04-17 07:06:50
