余压发电机基础刚度不足故障的分析与处理
2014-03-15 07:18:45赵剑,张剑
冶金动力 2014年10期
赵 剑,张 剑
余压发电机基础刚度不足故障的分析与处理
赵剑,张剑
(莱芜钢铁集团机动部,山东莱芜271104)
介绍了余压发电机基础刚度不足的故障,通过对机组振动监测结果的诊断,分析了其原因,消除了故障,保证了设备稳定运行。
余压发电;刚度;故障;处理
1 故障现象
耀华鲁信15 MW烧结余热发电机,采用青岛捷能汽轮机厂生产的补气式汽轮机,型号:BN15-1.4/0.9。该机组与发电机为刚性联轴器连接,2#、3#轴承与联轴器在一个轴承箱中,为落地式轴承座。自2012年6月22日正式运行,前期运行情况较好,但运行约2个月后,该机组2#轴瓦振动呈逐渐增大趋势,机组仪表监控垂直方向瓦振由之前不到10滋m增至30滋m左右。
安装单位先后进行了多次调整,不但没处理好而且呈现继续逐渐上升的趋势,实测水平方向振动达到90滋m。对各轴承的接触面、间隙、紧力、中心进行检查,发现每次检查其测量值均有变化,2#联承轴器螺栓为柱销结构,配合柱销面出现严重拉毛的问题,利用烧结机检修的时机再次检查,根据测量结果调整,发电机侧抬高0.2 mm,配铰螺栓孔,更换了螺栓。投运后机组振动继续上升,安装人员再次检查发现发电机又高了0.1 mm,所以对2#轴承进行了调高处理,下瓦枕抬高0.1 mm,上瓦增加0.1mm紧力。结果,机组振动急剧升高。由于汽轮机侧的振动始终表现最严重,厂家技术人员怀疑汽轮机存在问题,于是进行了单试,然而汽轮机单试振动正常。联动整体仍然振动高甚至不能定速。
2 振动监测与诊断
莱钢机械设备故障诊断中心通过运行期间的监测和检修调整的跟踪,采集了大量的数据进行分析,感到该故障非常棘手。欲使机组的振动达到良好的水平,通常从两个方面着手:
(1)尽量调整好轴系的平衡状态,减少扰动力;
(2)在设计、制造和检修的各个阶段,应该使机组具有良好的抗振性能。刚度越大,抗振能力越强。
从图1所示频谱图、波特图看,全部都是一倍频成分,振动相位稳定,随转速的增高而增大。首先考虑采用现场动平衡进行振动压制的方法,尽量调整好轴系的平衡状态,以减少扰动力。经动平衡先后分别加配重180g蚁216、283g蚁166、360g蚁199,效果都不理想。于是考虑处理分析的方向出现了偏差,随即对动平衡中做的起机实验进行认真的技术分析。
从刚度的角度进行分析,决定转子支撑系统刚度的因素包括结构刚度和结合刚度两个方面。
结构刚度:它取决于转子和支撑部件的材料、几何尺寸和形状,是设计和制造阶段所决定的,现场难以改变;
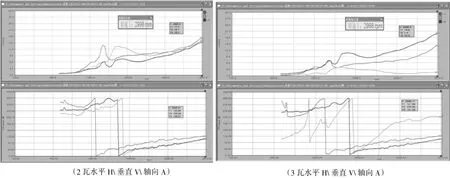
图1 振动频频谱图、波特图
结合刚度:取决于支撑部件之间的结合状况,这是检修和运行过程中经常遇到的。轴承座通过螺栓与基础连接。轴承座的重量通过台板和垫铁传递给基础。连接螺栓松动、轴承座与台板接触不好、垫铁松动、膨胀不畅、结构形式等等均有可能导致支撑刚度的降低,见图2。
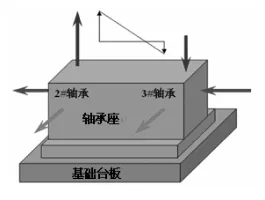
图2 轴承座受力示意图
通过波特图发现疑点:
(1)2#、3#轴承水平振动同相位
(2)2#、3#轴承垂直振动反相,3#瓦垂直始终不高。
(3)2#、3#轴向振动基本一致,相位同相。
(4)2#轴瓦水平17mm/s蚁122、垂直16mm/s蚁104、轴向15.4mm/s蚁106,振速、相位均基本一致。角度差不超过蚁20毅。(结构局部共振的典型特征)
(5)联轴器螺栓拉毛严重。
(6)两次检查调整,相当于电机侧高了0.3 mm。
通过振动值、相位关系的测量形成了该轴承箱的振动形态。既然不是动平衡故障,所以判断:
(1)机组尤其2#轴承处存在严重的刚度低的现象。
(2)机组安装存在严重问题。
根据结构刚度低的判断,对轴承座四角进行同步监测。再次起机实验。当转速达到500 r/min时就发现台板西南角(从机头看2#轴承左侧)振动明显高于其他三角。当定速3000 r/min时,该处振动与2#轴承垂直振动同相位,同数值,甚至更高,见图3。

图3 轴承座台板4脚在500r/min时垂直振动波形比较
诊断结果:
(1)2#、3#轴瓦,轴承箱各零部件的接触配合不达标,需进一步调整。
(2)轴承箱底部台板有严重的软脚现象。
(3)由于松动、软脚,工作中心偏移,对联轴器螺栓产生剪切,这是螺栓拉毛的直接原因。
3 处理情况
3.1由于机组大修工作量大,对中间轴承座存在软脚现象的部位清除二次灌浆层,检查发现二次灌浆层不是一次浇筑的,有明显的分层现象。该角的垫铁组有两块楔铁和一个平垫铁组成,楔铁之间进行了点焊防松,与平垫铁没有点焊。2#轴承正下方的垫铁由于安装时不便施工,安装单位没有按技术要求安装。该垫铁处在汽轮机转子中心线的正下方,是机组承受负荷最高的区域之一,而在设计结构时没有考虑如何安装调整。因条件所限这次没有处理,重新对4个地脚螺栓附近进行清理,在螺栓旁各增加了一组垫铁。对二次灌浆层使用合格灌浆料一次浇注。3.2严格按照规范进行安装,各处间隙、紧力、接触面积、机组中心均达到技术要求。
4 处理结果
处理前后振动数据见表1、表2。
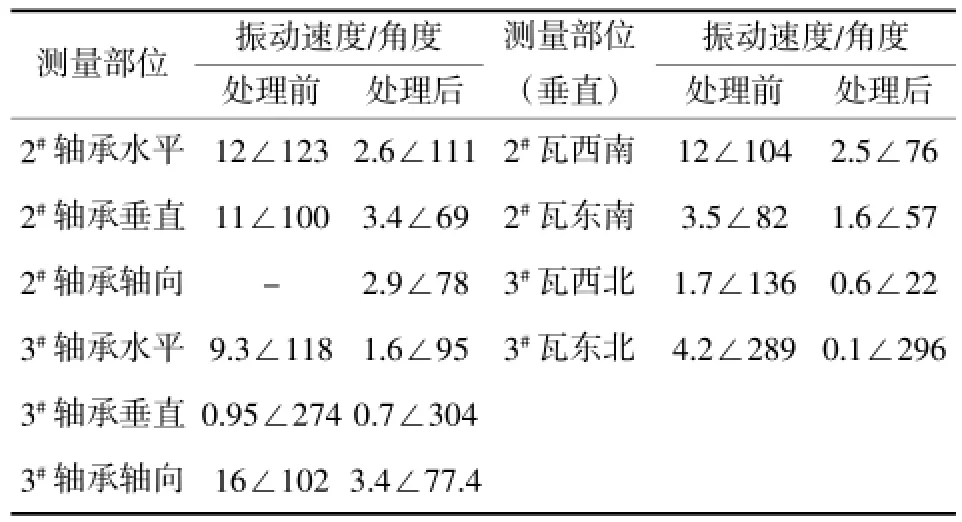
表1 测量各点1倍频振动及相位mm/s蚁毅
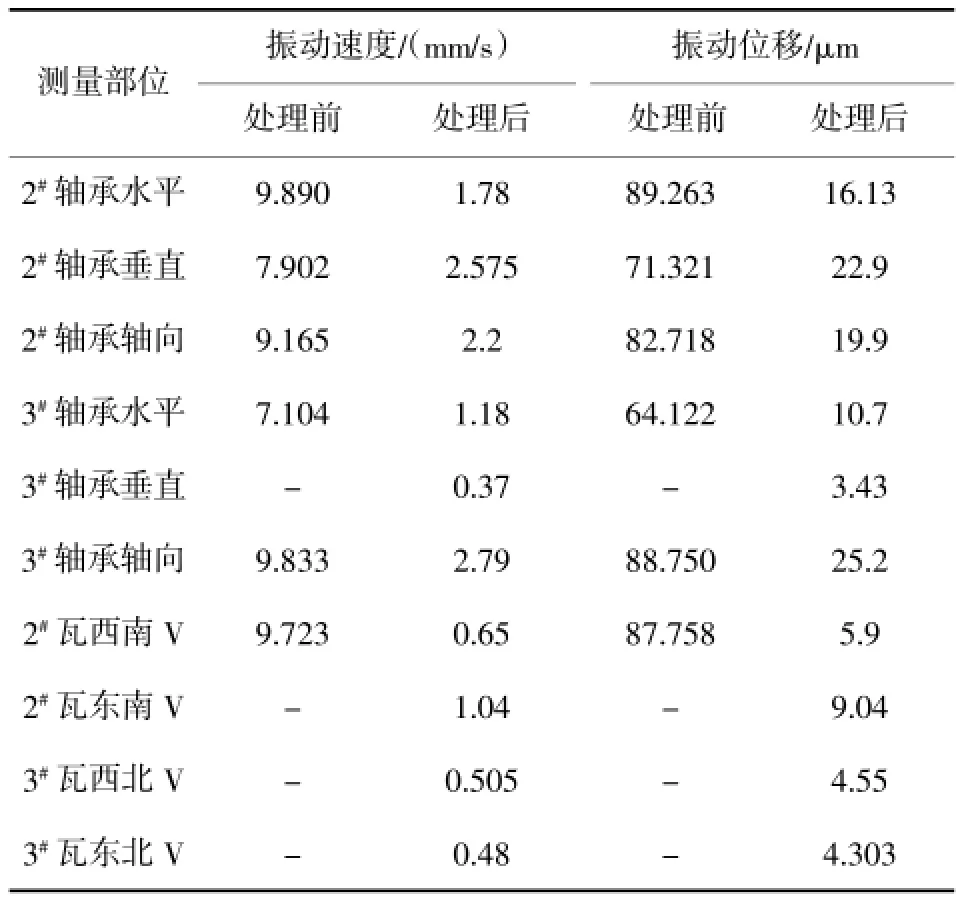
表2 处理前后的通频振动比较
处理后机组振动明显好转,各方向振动均在3.5 mm/s,振动位移30滋m以下,满足振动要求。
5 结束语
通过该故障的处理过程,认识到相位在振动分析中的作用,对于区分平衡、结构松动是有很大的帮助的。为了保证机组的安全运行,在设备的设计制造、安装和运行中都必须做到严格执行质量标准和工艺要求,这些因素均能从机组的振动上表现出来。汽轮发电机组运行的可靠性,在很大程度上是由机组的振动状态来决定的,只要在振动出现的初期及时发现,做到准确的分析,就能做到及早排除故障稳定运行。另外,在处理此类故障的过程中应做全面的考虑,对尽量多的怀疑点进行测量采集,综合考虑可以提高判断的准确性和效率。
Analysis and Treatment of Insufficient Rigidity of the Foundation for Top Pressure Power Generator
Zhao Jian,Zhang Jian
(The Equipment Department of Laiwu Iron and Steel Group,Laiwu,Shandong 271104,China)
The problem of insufficient rigidity in the foundation of top pressure power generator is introduced.Through diagnosis of vibration measurements of the generating unit, the cause of the problem was analyzed and the fault was eliminated,ensuring stable opera原tion of the equipment.
top pressure power generation;rigidity;fault;treatment
TM31
B
1006-6764(2014)10-0045-03
2014-08-05
赵剑(1976-),男,大学本科学历,工程师,现从事设备状态监测技术管理工作。
猜你喜欢
大电机技术(2022年2期)2022-06-05 07:28:48
防爆电机(2022年1期)2022-02-16 01:14:00
江苏安全生产(2021年5期)2021-07-16 06:47:22
机械设计与制造(2020年9期)2020-09-15 01:32:44
中国铸造装备与技术(2017年3期)2017-06-21 11:33:34
福建轻纺(2016年8期)2016-10-16 01:08:17
设备管理与维修(2016年7期)2016-04-23 06:51:41
设备管理与维修(2015年2期)2015-12-25 01:49:36
新疆钢铁(2015年3期)2015-11-08 01:59:45
汽车科技(2015年1期)2015-02-28 12:14:45