长度计量基础知识讲座(四十五)
2014-03-14 03:26顾耀宗上海市计量测试技术研究院
上海计量测试 2014年2期
顾耀宗/上海市计量测试技术研究院
长度计量基础知识讲座(四十五)
顾耀宗/上海市计量测试技术研究院
第四十五讲 光学、数显分度头和光学分度台
光学、数显分度头和光学、数显分度台(以下分别简称分度头、分度台)是以光学度盘,或圆光栅,或圆感应同步器等作为圆分度元件(以下统称圆分度元件)进行角度测量或加工的计量仪器。分度头广泛应用于机械制造和计量部门,主要用于分度盘、分度板、齿轮和花键轴等零件的测量或加工,配以阿贝测量头后还可以测量凸轮和圆柱斜齿轮螺旋角等参数。分度台可以作为精密铣床、座标镗床、加工中心等高精度机床的附属设备,对零件进行圆分度,用来加工钻模、多面体、分度板、齿轮等要求精密的分度零部件。工作台可倾斜的高精度可倾式分度台还在航天、航空和航海领域用于陀螺仪器的检测和调试。
1 基本结构
1.1 分度头的基本结构
分度头的种类较多,具体结构也各有特点,但其结构基本一致,包括分度头主体1、尾座2和工作台3三大部件(见图1)。
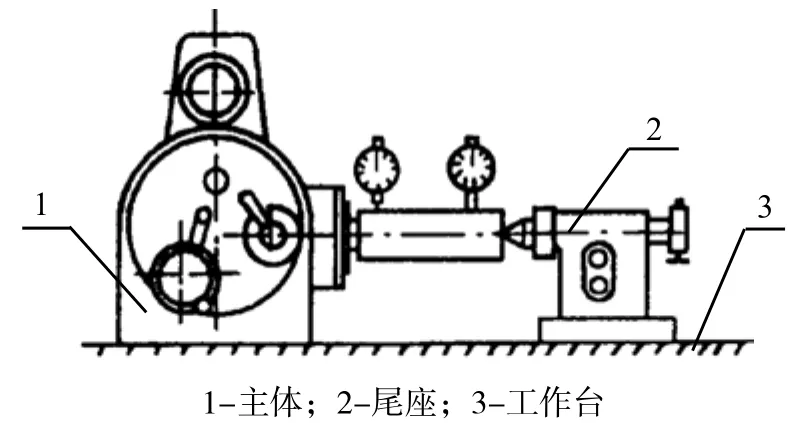
图1 分度头外形
工作台的作用是承持、固定分度头主体及尾座,并保证分度头主体主轴与尾座顶针同轴,并与工作台相关平面平行。 尾座的作用是辅助主轴顶针顶住被测量工件。
分度头主体由下列几个部分组成:壳体鞍型座部分、主轴系统、传动系统、锁紧系统、读数显示系统。其中壳体鞍型座部分主要是组合各部件并加以准确定位作用。
1.1.1 主轴系统
主轴系统是分度头的“心脏”,其主要作用是:a)支持工件:主轴前端有锥孔(标准莫氏4号锥度或规定比值的锥度),可安装顶针、花盘或其他夹具,借以夹持被测或加工的工件;b)转动工件:当测量或加工时,通过传动机构使主轴带动夹持在主轴上的工件转动需要的角度;c)固紧工件:当工件需加工或其他用途定位时,靠锁紧系统将主轴固定,达到使工件固定在某一位置的目的;d)分度工件:支持、转动、固紧工件的最终目的是为了分度工件,以达到测量或加工的目的。
通过固定在主轴上并经过精密调整与主轴旋转轴心严格同心的圆分度元件来达到测量或加工工件时所需要的准确分度。
1.1.2 传动系统
传动系统的作用是通过一定的传动件组合,达到使主轴转动的目的。分度头的分度值较小,因此要求传动系统的灵敏度高,也即传动比应足够大。另外,分度头的准确度高,要求传动系统平稳,避免主轴窜动。因此,一般分度头最少应采用二级传动,目的在于减少第一级传动引起的震动直接传入主轴。
1.1.3 锁紧系统
当分度头用于零件加工时,就必须将工件夹持在分度头上固定的某个位置,且要在承受一定的切削力时不会松动。因此对工件的定位准确度要求很高,要求锁紧系统既要锁紧可靠,又要在锁紧或放松过程中不会引起工件的位置变化。
1.1.4 读数显示系统
分度头的读数显示系统根据不同的分度元件分为光学读数(以光学度盘作为圆分度元件)和数字显示(以圆光栅、或圆感应同步器等作为圆分度元件)两大类。光学读数的需一套完整的照明、成像、放大和测微、读数系统。数字显示的需一套完整的电源、放大和细分、显示系统。
1.2 分度台的基本结构
分度台的种类也较多,基本结构主要由工作台和底座两大部件(见图2)。
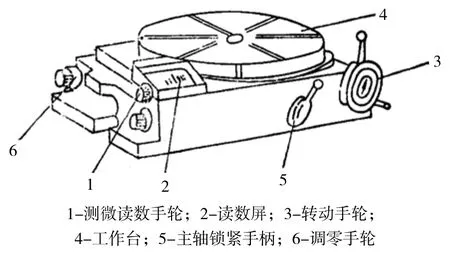
图2 分度台的基本结构
1.2.1 工作台
工作台用来装夹被加工或被测量的工件,能在底座上转动并能得到精确的角度位置。在加工零件时,工作台所受的轴向力和径向力分别通过轴向支承和径向支承传给底座。
1.2.2 底座
底座除了支承工作台以外,还包括轴系、测微读数系统、传动机构、锁紧机构等几个部件。
1)轴系 轴系的作用是支承仪器全部可旋转部分,还要承受工作台上被加工零件传递过来的轴向力和径向力。并且要在一定轴向力和径向力的条件下保持旋转灵活、平稳和旋转中心的恒定。作为圆分度元件安装在轴上,保持严格同心,在任何情况下圆分度元件中心不变,保证测量和加工的重复性。
2)测微读数系统 装在主轴上的圆分度元件由于本身加工条件的限制,必需通过一套光学或电子系统包括照明、测微、调零和读数显示系统来满足测量和加工的需要。读数显示系统有显微读数、投影读数和数字显示等多种型式。
3)传动机构 传动机构的作用就是通过手动或电机带动,使主轴带动工作台按测量或加工需要转动。它既要转动灵活、平稳,又丝毫不能影响分度准确度,而且要根据各类分度台的要求具有足够的灵敏度。传动机构还可以和主轴脱开,当工作台需要大角度旋转时,可以直接拨动工作台快速旋转。
4)锁紧机构 在分度台上装夹零件并进行加工时,工作台就会受到加工力矩的作用,因此必须将工作台可靠地锁紧。锁紧机构除了要保证锁紧的可靠性外,还必需保证在锁紧或放松时,主轴不能有丝毫的蠕动。
可倾式分度台除了水平轴系外,另有一套轴系包括圆分度元件、传动、锁紧等系统可以进行垂直方向及0 ~ 90°范围内任意角度的测量和加工。这套垂直方向上的结构与水平方向基本一样,只不过轴系的轴心线与水平轴系相垂直。
2 主要技术要求
2.1 分度头的主要技术要求
分度头的主要技术要求见表1。
2.2 分度台的主要技术要求
见表2、表3。
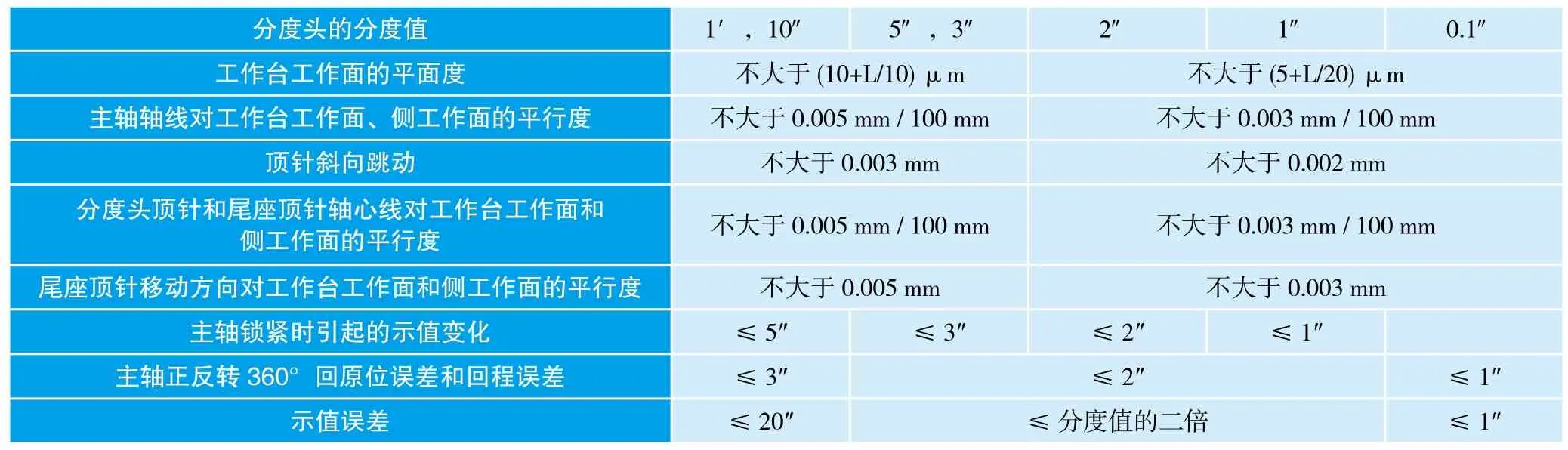
表1 分度头的主要技术要求

表2 分度台工作台的主要技术要求
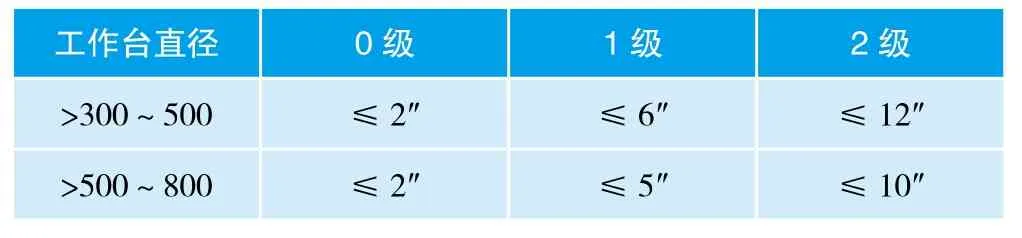
表3 分度台示值误差的要求
3 示值误差的检定或校准方法
对于示值误差MPE大于1″的分度头、分度台用非整度数23面棱体直接测量,MPE不大于1″的,采用23面棱体以排列互比法组合测量。所谓非整度数多面棱体,其相邻角的标称角度值不是整度数,有度、分和秒。23面棱体相邻角的标称角度值为15°39′7.83″。采用非整度数多面棱体可以反映被检仪器的短周期误差和细分误差。
3.1 直接测量方法
以分度头为例,将多面棱体借助专用心轴固定在分度头上,分度头处于0°位置,调整多面棱体使自准直仪对准其第1工作面,在分度头上读数a1;然后转动分度头,使自准直仪依次对准多面棱体的第2,第3,…,第23工作面;在分度头上依次读得读数a2,a3,… ,a23。这一测量应在分度头正、反旋转方向各测量一次。在对多面棱体的角度偏差依次进行修正后,分别求得每个位置的误差值,示值误差以正、反转方向上的最大值与最小值之差来确定。
3.2 排列互比法测量
以分度头为例,采用23面棱体排列互比法进行检定或校准时,第1测回,分度头处于0°位置,调整多面棱体使自准直仪对准其第1工作面,与上述相同,依次读得读数a1-1,a1-2,a1-3,… ,a1-23。第2测回分度头仍处于0°位置,调整多面棱体使自准直仪对准其第2工作面,依次读得读数a2-1,a2-2,a2-3,… ,a2-23。以相同方法依次进行第3,4,…,23测回。最后通过计算消除多面棱体角度的偏差。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
中国公路(2017年19期)2018-01-23
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
中国公路(2017年15期)2017-10-16
中国公路(2017年9期)2017-07-25
中国公路(2017年7期)2017-07-24
邢台学院学报(2016年4期)2016-02-28