ϕ4m×60m回转窑筒体裂纹的修复
2014-03-10 09:17:50米东伟冯勇
水泥技术 2014年5期
米东伟,冯勇
ϕ4m×60m回转窑筒体裂纹的修复
Crack Repairing for Shell of ϕ 4mm×6600m Rotary Kiln
米东伟,冯勇
某水泥厂使用的ϕ4m×60m回转窑运转近12年的时间,筒体窑头档至中间档中间的位置,出现一条1m左右的环向裂纹,经采取合理的焊接措施修复筒体裂纹后,该窑正常运转至今近一年的时间里裂纹没有继续扩大,证明该措施切实可行,可为处理同类问题提供参考。
回转窑;筒体裂纹
1 前言
某水泥厂的ϕ4m×60m回转窑筒体,裂纹出现在回转窑的窑头档至中间档中间的位置,裂纹长度约1m左右,裂纹位置见图1所示,该处筒体板厚25mm。通过分析筒体裂纹情况,经论证决定采用焊接修复的方案,对筒体裂纹进行处理,从而避免了更换筒体段节,处理仅仅用了一个星期的时间,为该厂节约了上百万元的费用,也为处理同类问题提供了依据。
2 筒体裂纹分析
(1)中间档距离窑头档为22000mm,裂纹位置在距离窑头档约9000mm的位置。
(2)根据三弯矩方程计算中间档处的弯矩,三弯矩方程如公式(1):

可得出M2=-4018656Nm;计算中间档至窑头档的支座反力,可得出R22=1262106N,得出该跨的最大弯矩处,即剪力为零点,距离中间档13000mm位置,而裂纹出现的位置也恰好是裂纹最易出现的位置,且距离旁边环形焊缝较近约200mm位置。
(3)观察筒体内表面发现,筒体内表面有很多麻点,应为气蚀所致,据厂内人员反映裂纹位置的耐火材料较其他位置薄,仅为150mm左右。
(4)通过上述分析可以初步判断,筒体裂纹位置接近筒体最大弯矩位置,此处筒体变形较大,接近筒体小段节的环向焊缝,在筒体运转过程中受到交变应力的影响较大;窑衬变薄致使筒体表面温度高于规定值,导致筒体强度降低;筒体内表面出现气蚀现象,再加上在长期交变应力的作用下筒体出现裂纹。
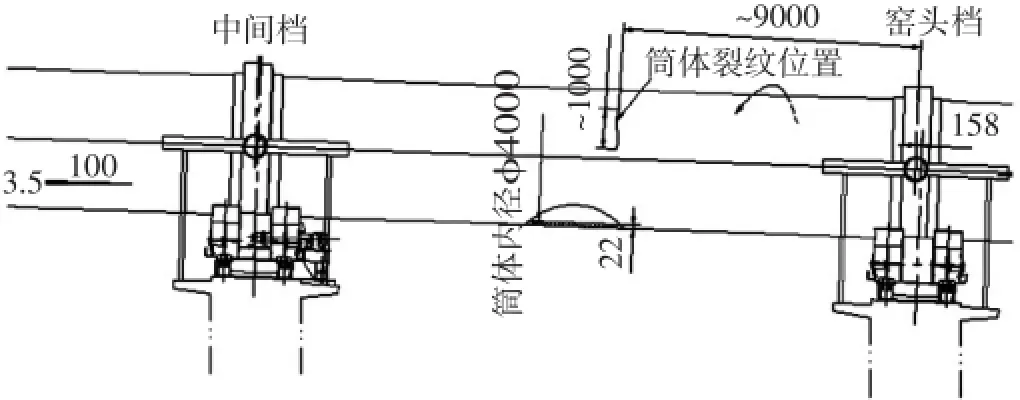
图1 筒体焊缝位置
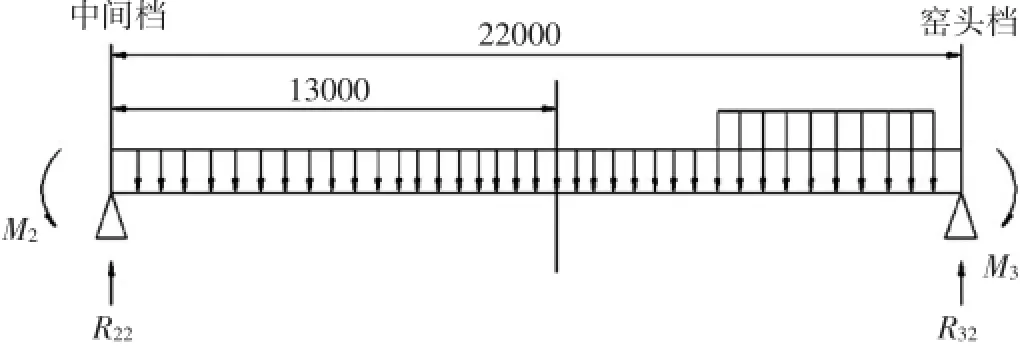
图2 筒体裂纹位置受力简图
3 筒体裂纹的处理和方案
借鉴筒体制作经验,通过焊缝的应力计算后,在满足要求的情况下可以采取焊接修复裂纹的方法,而不更换筒体段节。处理方案是:确定焊缝位置,然后在裂纹位置增加加强板,利用合理的焊接工艺对筒体进行焊接。
筒体钢板焊接后的弯曲应力校核如下:

式中:
M——焊接钢板处弯矩,单位转换成Nm
W——筒体截面模数,cm3
KS——接缝强度系数,人工焊接取0.9~0.95
KT——温度系数,筒体表面温度在300℃时为0.75,350℃时为0.7
通过计算得出筒体钢板焊接后的强度为18.8MPa<20.0MPa(有衬砖的筒体许用弯曲应力)。
焊接后的筒体钢板强度理论上是满足要求的,可以用焊接的方法修复裂纹。
4 裂纹修复的实施
首先停窑,清除裂纹周围的耐火砖,让裂纹全部显现出来,便于裂纹的处理。
(1)打磨裂纹周围50mm范围,露出金属光泽,利用UT、PT检测来确定裂纹的具体位置,判断焊缝结束的位置。
(2)在距离裂纹末端10mm左右处钻ϕ16~20mm左右的止裂孔。
(3)利用气刨,沿着裂纹走向刨出“U”型坡口,采用角磨机打磨坡口,对口间隙3(0~2)mm。注意:因裂纹较长,加工坡口前焊接加强用的钢板,骑在焊缝处以防止裂纹扩大及焊接时变形,如图3所示。
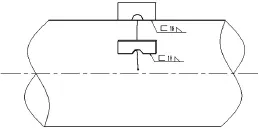
图3 加强板形式
(4)利用PT、MT检查坡口周围,如有裂纹继续修磨,直至不见裂纹。
(5)对焊接部位及周围预热150~200℃,单侧焊完2道焊缝后,背面气刨清根,双侧交替焊接(如有条件可以采用双面双人对焊),每焊完一道焊缝后敲击去除应力。
(6)焊接完后,将筒体内部焊缝打磨平整,以利于砌筑耐火材料,筒体外部焊缝圆滑过渡。
(7)将焊缝周围120mm左右带状区域用远红外线加热袋加热至600℃左右,保温2h,以每小时不高于150℃的速度降温,以去除应力。
(8)利用UT检测焊缝,不合格地方需刨开重新焊接,以保证焊缝质量。
(9)保证该处耐火材料的厚度,以降低该处筒体表面温度,保证筒体强度。
(10)在筒体运转过程中加强日常巡视,发现有裂纹迹象立即停机处理。
(11)从生产工艺、操作维护等方面分析总结导致局部筒体温度过高现象的原因,并加以改善,确保回转窑安全运行。
5 焊缝修复后的效果
通过采取上述措施,成功解决了筒体裂纹问题,该窑运行了将近一年的时间,筒体裂纹没有扩大的迹象,为水泥厂节约了上百万元费用,得到了用户的认可。■
TQ172.622.29
B
1001-6171(2014)05-0094-02
中材装备集团有限公司,天津300400;
2014-04-16;编辑:吕光
猜你喜欢
当代作家(2023年8期)2023-10-16 23:20:46
一重技术(2021年5期)2022-01-18 05:41:58
化工管理(2021年7期)2021-05-13 00:46:04
水泥技术(2021年2期)2021-04-20 12:37:26
农村实用技术(2021年1期)2021-02-27 08:26:18
重型机械(2019年3期)2019-08-27 00:58:50
新技术新工艺(2018年1期)2018-02-05 02:42:51
山东工业技术(2016年15期)2016-12-01 05:31:45
新世纪水泥导报(2016年3期)2016-09-22 03:14:19
设备管理与维修(2015年11期)2015-03-16 05:57:40