加工密封槽用圆柄成型刀的改进
2014-03-07 02:53张新国刘玉娟
哈尔滨轴承 2014年1期
张新国, 刘玉娟
(1. 哈尔滨轴承集团公司 ,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 电机轴承分厂,黑龙江 哈尔滨 150036)
加工密封槽用圆柄成型刀的改进
张新国1, 刘玉娟2
(1. 哈尔滨轴承集团公司 ,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 电机轴承分厂,黑龙江 哈尔滨 150036)
在分析深沟球轴承密封槽加工方法的基础上,对密封槽车削用各种圆柄成型刀的切削性能进行了对比,设计出了结构合理、使用方便、寿命长的硬车刀具,提高了产品质量和生产效率。
深沟球轴承;密封槽;圆柄成型刀;硬质合金;高速钢
1 前言
近几年市场对外圈有密封槽的深沟球轴承用量增加,导致密封槽的加工量增加,对刀具的使用寿命提出较高要求。有些用户对密封槽质量要求很高,如果密封槽的尺寸超差,会造成密封圈安装后鼓盖、憋盖,不能安装使用,带有密封槽的轴承外圈见图 1。努力提高密封槽加工质量和生产效率已成为我公司适应市场经济,提高经济效益的课题。为解决该课题,主要应对密封槽的切削刀具进行改进。
2 现有刀具存在的问题
目前我公司密封槽加工主要使用高速钢(W18Cr4V2)圆柄成型刀,该刀具制造简单,重磨次数多,多年来一直使用。高速钢刀具易磨损,刀具寿命低,切削速度30m/min左右,生产效率低。高速钢密封槽圆柄成型刀见图 2。

图1 带有密封槽的轴承外圈
密封槽圆柄成型刀的形状对刀具使用效果有重要影响,生产实践表明,图 2 所示密封槽成型刀在加工时切削性能不好, B面容易磨损,导致加工出的密封槽端面的平面度不好,同时影响密封槽的宽度尺寸,安装密封圈时容易引起鼓盖和瘪盖现象。
使用硬质合金(YT14,淬火前车削)成型刀切削时损坏情况如图 2 所示,C点阴影部分硬质合金掉下一块,掉下来的刀块长达3~4mm,损坏的刀具要恢复切削性能首先要把损坏部分磨掉,硬质合金刀具刃磨是十分困难的,一把刀磨几次就报废了,密封槽成型刀的形状已成为使用的严重障碍。
密封槽圆柄成型刀截型B面与成型刀的进刀方向平行,刀具侧隙角等于零度,切削时B面与工件磨擦剧烈,产生大量切削热,使切削温度升高,加剧刀具磨损,导致刀具容易碎裂和寿命降低。

图2 高速钢和硬质合金密封槽圆柄成型刀
3 改进后硬质合金密封槽成型刀设计
针对以上存在的问题,在保证密封槽质量前提下,改进了密封槽成型刀的形状,提高了密封槽成型刀的切削性能,设计了硬质合金密封槽成型刀,见图 3。
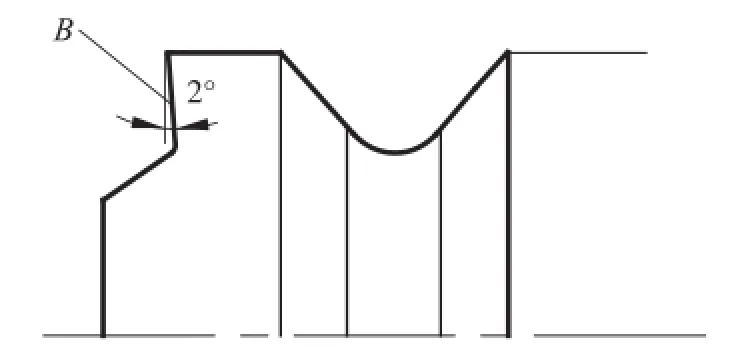
图3 改进后硬质合金圆柄成型刀形状
从图 3 可见,密封槽成型刀的形状做了改进,将原密封槽成型刀图 2 的B面直线改为倾斜2°的直线,使B面有了一定的侧隙角,刀具与工件之间的摩擦大大减轻,切削热大大减少,提高了刀具寿命,工件质量提高,避免因刀具B面磨损而影响密封槽宽度尺寸,导致鼓盖、憋盖情况发生。
鼓盖、憋盖的另一个原因是因为套圈车加工时夹力大、夹力不均,使工件内应力不均,热处理后变形 ,导致密封槽尺寸发生变化,椭圆大,容易造成鼓盖、憋盖,密封效果不好。如果在热处理后加工密封槽可以避免热处理变形对尺寸影响,为了解决上述问题,设计了硬质合金密封槽硬车(淬火后切削)圆柄成型刀。
4 硬车刀具材料的选择
刀具材料的选择十分重要,刀具材料的选择正确与否,关系到刀具寿命,生产效率,生产成本,产品质量。如果选择立方氮化硼(CBN)刀具材料,刀具价格昂贵,而且不能重复刃磨,进给量小生产效率低。密封槽成型刀是非标准刀具,订货周期较长,影响产品生产周期。陶瓷刀具较立方碳化硼刀具进给量大一些、切削速度小一些,其它情况与立方碳化硼相同,不适合多品种型号的生产。YT726硬质合金材料,强度高,韧性好,耐磨损,可以硬车淬火钢,YT726硬质合金的材料性能适合硬车。
YT726硬车刀形状如图 3。该结构成型刀便于安装,夹紧迅速,刀尖对工件中心高方便,刀具制造简单,可多次重磨使用。前角选择γ= 10.48°, 后角选择α=11.54° ,刀具外径尽可能大,有利于导热、增加重磨次数和刀具耐用度,但考虑机床刀架的高度、刀具材料消耗限制,按经验取30~40mm。刀头宽度根据密封槽尺寸取值。夹固部分尺寸根据刀夹尺寸及考虑排屑因素选取,刀具总体长度取60mm,这样便于刀具设计标准化。硬车密封槽圆柄成型刀选用YT726硬质合金材料刀片,前角选择γ= 4°, 后角选择α=11.54°。
该成型刀的几何形状在光学曲线磨床用金刚石砂轮加工,保证刀具各部尺寸,刀具制造简单,成型面的粗糙度均小于Ra=1.6。操作者使用时只需刃磨排屑槽,节省磨刀时间,密封槽宽度尺寸精度高,保证产品质量,达到客户满意。
由于使用成型刀,成型刀架固定,每次成型刀换刀位置固定,保证密封槽位置,避免对刀试切废品,节约钢材,降低了成本,提高了经济效益。
4 结束语
我公司设计研制的硬质合金圆柄密封槽成型刀,结构合理,使用方便,节约磨刀时间,保证密封槽宽度尺寸和密封槽位置尺寸,刀具寿命高,提高产品质量、生产效率和经济效益。
(编辑:钟 媛)
Improvement on round handle forming tools used for processing sealing groove
Zhang Xinguo1, Liu Yujuan2
(1. Harbin Bearing Group Corporation,Harbin 150036,China;2.Electric Motor Bearing Sub-factory, Harbin Bearing Group Corporation,Harbin 150036,China )
The cutting ability of different round handle forming tools used for turning sealing groove was compared on the basis of analyzing processing methods for sealing groove of deep groove ball bearing. A kind of hard turning tool with fair structure, in convenience to use and long service life was designed, so that both product quality and productivity were improved.
deep groove ball bearing; sealing groove; round handle forming tool; hard alloy; high speed steel
TG712
B
1672-4852(2014)01-0030-02
2013-08-20.
张新国(1960 -),男,工程师.
猜你喜欢
山东冶金(2022年4期)2022-09-14
制造技术与机床(2019年11期)2019-12-04
四川冶金(2019年4期)2019-11-18
劳动保护(2019年3期)2019-05-16
制造技术与机床(2017年7期)2018-01-19
小学生优秀作文(低年级)(2017年12期)2017-11-13
凿岩机械气动工具(2016年1期)2016-11-11
发明与创新(2016年5期)2016-08-21
新闻传播(2016年13期)2016-07-19
凿岩机械气动工具(2016年3期)2016-03-01