扭力拉伸技术在高压温变法兰螺栓紧固中的应用
2014-02-26 00:48:22潘从锦张兴明侯丹丹木合塔尔买买提
中国设备工程 2014年7期
潘从锦,张兴明,侯丹丹,木合塔尔·买买提
中国石油克拉玛依石化分公司,新疆 克拉玛依 834003
某石化公司0.8Mt/a丙烷脱沥青装置采用了先进的导热油炉加热方式为装置提供热源。工艺介质和被加热的导热油热载体换热,获取热量后进行生产。沥青闪蒸罐进料加热器E107/AB是U型管换热器。由于温度和压力的波动,E107/AB管箱法兰频繁出现渗漏,经多次紧固不能解决泄漏问题。不仅容易造成人员烫伤,还可能引起火灾等事故,严重影响装置的安全、平稳、长周期运行。
一、换热器工况及管箱法兰泄漏分析
沥青闪蒸罐进料加热器实际操作中温变情况出现较多。其换热器的相关参数明细见表1。

表1 换热器相关参数
管箱法兰通过螺栓的预紧力,使垫片和法兰密封面之间产生足够的压力,垫片表面产生的变形足以填补法兰密封面的微观不平,达到密封的目的。校核法兰的强度,测量平直度、粗糙度等均符合要求。校核波齿复合垫的强度和回弹性也符合要求。螺栓螺母的材质、强度、刚度、回弹性符合要求。但现场观察发现法兰泄漏处的部分螺母有松动迹象,说明预紧力不均匀。
螺栓在螺孔中,其温度变化会滞后于法兰。在加热的时候螺栓不会像法兰面一样膨胀的那么快,法兰面将在短期内发生载荷增大,这有可能导致螺栓屈服。在冷却阶段螺栓冷却滞后于法兰,会引起短期内载荷丢失。螺栓的预紧力在实际工况中随着温度压力变化而处于动态变化的,适度均匀的预紧力,是防止泄漏发生的关键。为此,装置在2009年停工检修时使用了扭力拉伸控制技术。
二、扭力拉伸控制技术的工作原理
扭力拉伸控制技术的核心部件是带螺纹的螺母垫圈(图1)和液压驱动套筒,通过螺母垫圈和液压驱动套筒来实现扭矩和拉伸预紧力的转换。六角螺母垫圈顶部为环形平面,底部的六角面上机械加工有径向发散沟槽,下方的六角螺母体内是螺纹圈。转动螺母垫圈直到垫圈底部和法兰表面贴合,将螺母拧到螺母垫圈上,液压驱动头将套筒扣在螺栓螺母和垫圈上,套筒握住垫圈下方六角体使其不转动,同时转动螺栓螺母,螺栓不转动,进一步转动螺母时,螺栓就能直接被拉伸。同时垫圈内部的螺纹牙随之沿轴向上移,从而扭矩能转换为拉伸力。紧固完成后,就如同双并螺母,具有一定的防止松动效果。扭力拉伸技术工作原理如图2。液压扭力扳手是由工作头、液压泵以及高压油管组成。通过高压油管,液压泵将动力传输到工作头,驱动工作头旋转螺母的拧紧或松开。液压泵可以由电力或压缩空气驱动。液压扳手的工作头主要由三部分组成,框架(壳体)、油缸和传动部件,液压扭力扳手工作原理示意见图3。和扭矩液压扳手做对比,液压扳手上的反作用力臂被一个驱动套筒所替代了,螺栓不存在任何扭转,轴向拉伸没有弯曲力。

图1 螺母垫圈
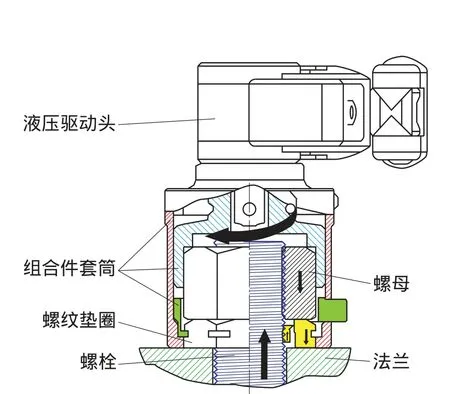
图2 液压套筒扳手工作示意

图2 液压扭力扳手工作示意
三、紧固流程
(1)通过工况调研了解每个应用的参数。
(2)清洗前检查法兰、螺栓螺母及密封垫状况,测量法兰尺寸,检查密封垫压痕,检查法兰外观。检查螺栓螺母精度及螺纹咬合情况。
(3)清洗后,检查法兰及密封垫接触外观;用激光平行仪检查密封垫接触平整度,法兰上取8个点,任何两个高度差不超过0.25mm。检查密封垫接触粗糙度。如不合格应更新或修复。
(4)计算螺栓预紧力。
(5)制定详细的紧固流程。
对所有螺母进行顺序编号标注。第一遍分三步进行螺栓预紧,第一步按30%目标扭矩依照序号进行“十”字对角全部螺母紧固。第二步按70%目标扭矩紧固。第三步按100%目标扭矩紧固。第二遍按照100%目标扭矩进行对角错位方式紧固,第三遍进行顺时针方向100%目标扭矩紧固。
单部工具紧固耗时较长,还可以用同步紧固技术对同一法兰上的多个螺栓同时进行紧固。可以选择四部机具同步紧固,也可以选择50%或100%机具覆盖紧固,100%工具覆盖可以消除人为误差,螺栓紧固更加精确、安全。同步紧固保证法兰平行闭合,确保密封垫均匀受力,同时减少工具移动的次数,节省检修时间。
(6)螺栓预紧力检查。测量螺栓伸长量并确认螺栓载荷,不合格时应重复紧固,直至合格。结合规范对法兰对中进行检查,检查紧固后的法兰间隙是否均匀,检查紧固后法兰的平行度。
四、结语
通过扭力拉伸技术紧固,螺栓载荷精度可达4%~10%。2009年装置换热器E107/AB使用扭力拉伸技术紧固,管箱法兰在3年的运行周期内没有发生泄漏现象。基于成功经验,2012年停工大检修期间,装置又在E104/AB,E105/AB,E106/AB换热器上应该了该项技术,目前运行情况良好。
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02 08:02:54
隧道建设(中英文)(2019年12期)2020-01-01 00:44:16
设备管理与维修(2019年12期)2019-02-18 00:51:40
化肥设计(2018年2期)2018-05-18 12:23:17
防爆电机(2016年5期)2016-11-19 05:10:22
橡胶工业(2015年9期)2015-08-29 06:40:24
橡胶工业(2015年10期)2015-08-01 09:06:12
兵器装备工程学报(2015年8期)2015-05-06 03:10:45
橡胶工业(2015年11期)2015-02-23 18:53:25
科技视界(2014年23期)2014-12-25 05:02:32