
Φ325 mm Assel轧管机组工艺技术的集成创新与应用*
2014-02-20 01:43:32胡明志刘劲松陈丙立
钢管 2014年3期
胡明志,刘劲松,陈丙立
(山东聊城中钢联金属制造有限公司,山东聊城252000)
Φ325 mm Assel轧管机组工艺技术的集成创新与应用*
胡明志,刘劲松,陈丙立
(山东聊城中钢联金属制造有限公司,山东聊城252000)
分析了传统Assel轧管机组在生产时存在的问题,介绍了Φ325 mm Assel轧管机组工艺技术的创新情况,主要体现在轧管工艺路线、芯棒预穿和小循环、轧制方式等方面,并与传统工艺生产产品的质量进行对比。应用结果表明:该创新工艺解决了传统生产工艺中的弊端,可节约生产成本约30%,且产品质量优良。
Assel轧管机组;工艺技术创新;工艺路线;芯棒预穿;芯棒限动小循环;回退轧制;限动轧制
由于Assel轧管机组(简称Assel机组)具有装备简单、工艺灵活、生产投资较少、技术先进、轧制精度高、产量适中等特点,近年来已成为我国新建无缝钢管机组的主力机型之一。但传统的Assel机组在生产时存在以下问题:①毛管必须经过轧管机,当轧管机检修、换辊时会导致停产,严重降低了生产效率;②生产节奏慢、毛管待轧时间长、轧制方式单一等因素影响生产效率和产品质量;③只有一种轧制方式,造成薄壁、厚壁钢管生产时出现质量差异,生产规格范围受到限制,生产超厚壁钢管时造成芯棒无法从钢管内脱出[1-7]。山东聊城中钢联金属制造有限公司(简称聊城中钢联)在总结传统Assel机组使用经验的基础上,经多次优化设计,通过改变Φ325 mm Assel机组的工艺路线、穿棒方式和轧制方式,成功地解决了上述问题。
本文将对聊城中钢联Φ325 mm Assel机组工艺技术的集成创新与应用情况进行介绍。
1 工艺路线的创新
1.1 传统工艺路线
在Assel机组的传统生产工艺中,毛管必须经过轧管机轧制。其主要生产流程是:加热后的管坯由穿孔机穿出毛管,毛管经横移链床移送至轧管机前台,随后进行穿棒轧制;轧制完成后,由输送辊道输送至定(减)径机。采用上述工艺路线时,若轧管机出现故障,会导致毛管产生缺陷;此外,当轧管机进行换辊或检修时,机组会被迫停产,严重降低了生产效率。
1.2 创新后的工艺路线
鉴于Assel机组传统工艺路线的不足[1],将传统的穿孔—轧管工艺路线设计成一套机组可实现两条工艺路线:①穿孔—定(减)径,即管坯切断→加热→穿孔→定(减)径→冷却→矫直;②穿孔—轧管,管坯切断→加热→穿孔→轧管→定(减)径→冷却→矫直。通过增加穿孔机后台输送辊道、定(减)径机前台横移链床和轧管机前台毛管横移装置,实现了根据不同工艺要求选择不同工艺路线。
分析毛管质量缺陷的产生原因,进行一系列计算,对热轧工具(包括穿孔机轧辊、顶头、导板)进行了优化设计[8]。主要包括:①在设计工模具时采用扩径穿孔的工艺设计,尤其在设计穿孔机轧辊时,采用较大的出口锥角,可增大毛管扩径量;②延长顶头均整段的长度,将其从原来的1.2~1.5个螺距增加到2.5个螺距,利用顶头均整内表面,控制内表面缺陷的产生。经过设计计算,使穿孔机扩径量控制在10%~22%,有效地增大了定(减)径机的总减径量,杜绝了外表面缺陷的出现。实践证明:采用扩径穿孔、增加顶头均整段长度,可有效地控制内外表面螺纹缺陷的产生。
Φ325 mm Assel机组工艺改进后的产品质量优良,其壁厚及径壁比数据见表1;Φ325 mm Assel机组采用不同工艺路线时的产品表面质量见表2。

表1 Φ325 mm Assel机组工艺改进后产品的壁厚及径壁比数据

表2 Φ325 mm Assel机组采用不同工艺路线时的产品表面质量
检测结果表明:穿孔—定(减)径后的产品,其质量均满足客户要求,并高于国家标准。聊城中钢联通过对热轧工具的优化设计,采用延长轧辊长度以及顶头均整区长度等措施,控制了穿孔—定(减)径钢管的内外表面质量。
毛管的质量有了解决方案后,可通过增加穿孔机后台输送辊道、定(减)径机前台横移链床实现穿孔—定(减)径工艺路线。当D/S∧10时,可采用穿孔—定(减)径工艺路线;当D/S≥10时,可采用穿孔—轧管工艺路线。
2 穿棒方式的创新
传统的Assel机组没有采用芯棒预穿、限动小循环技术,穿孔机穿制的毛管通过横移链床移送至轧管机前台,待前一支毛管轧制完成后才能进行穿棒,毛管待轧时间长,一支芯棒轧制,芯棒寿命短,产品质量易出现问题。
通过对连轧管机组的芯棒预穿、循环技术进行研究和借鉴,设计开发了Assel机组芯棒预穿和限动小循环技术[11]。
新开发的技术充分利用轧管机前台空间,芯棒在轧管机前台循环,并设计预穿线;在毛管移送至轧管机前台后,利用前一支毛管的轧制时间,对其进行预先穿棒;待前一支毛管轧制完成后,直接由毛管平移装置平移到轧制位进行轧制。Assel机组芯棒预穿位布置如图1所示。
芯棒预穿、限动小循环技术在Assel机组中的应用,使得毛管在待轧时间内完成穿棒,有效地减少了毛管等待穿棒的时间,延长了芯棒使用寿命,且操作方便,提高了生产效率,应用效果很好。
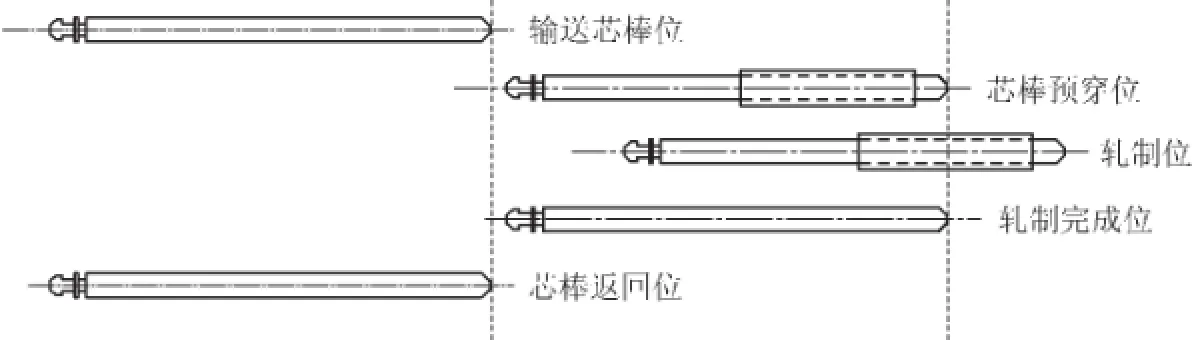
图1 Assel机组芯棒预穿位布置示意
3 轧制方式的创新
在生产不同径壁比的无缝钢管时,限动轧制与回退轧制会对产品质量产生较大影响。传统的Assel机组只有一种轧制方式(回退轧制),造成薄壁、厚壁钢管生产时的质量差异,生产规格范围受到限制。为了解决该问题,聊城中联钢通过对电气控制系统、限动油缸进行改造,实现了以下两种轧制方式:
(1)回退轧制。轧制厚壁钢管时,芯棒小车将芯棒插入毛管,待超过管端一定尺寸后,芯棒与毛管同步进入轧管机,芯棒立即按预定差速反向运动,并且正好在完成轧制的瞬间从延伸的管子中脱出。该方法适用于生产D/S≤10的厚壁钢管。
(2)限动轧制。轧制中薄壁钢管时,芯棒小车将芯棒插入毛管,芯棒端头超出毛管一定量后,二者一同送入轧管机轧制,芯棒在毛管前进方向上旋转前进,前进速度受芯棒小车控制,低于毛管的前进速度,轧制完成后,芯棒直接从荒管中抽出。该方法适用于生产D/S≥10的钢管。
芯棒回退和限动轧制方式如图2所示。
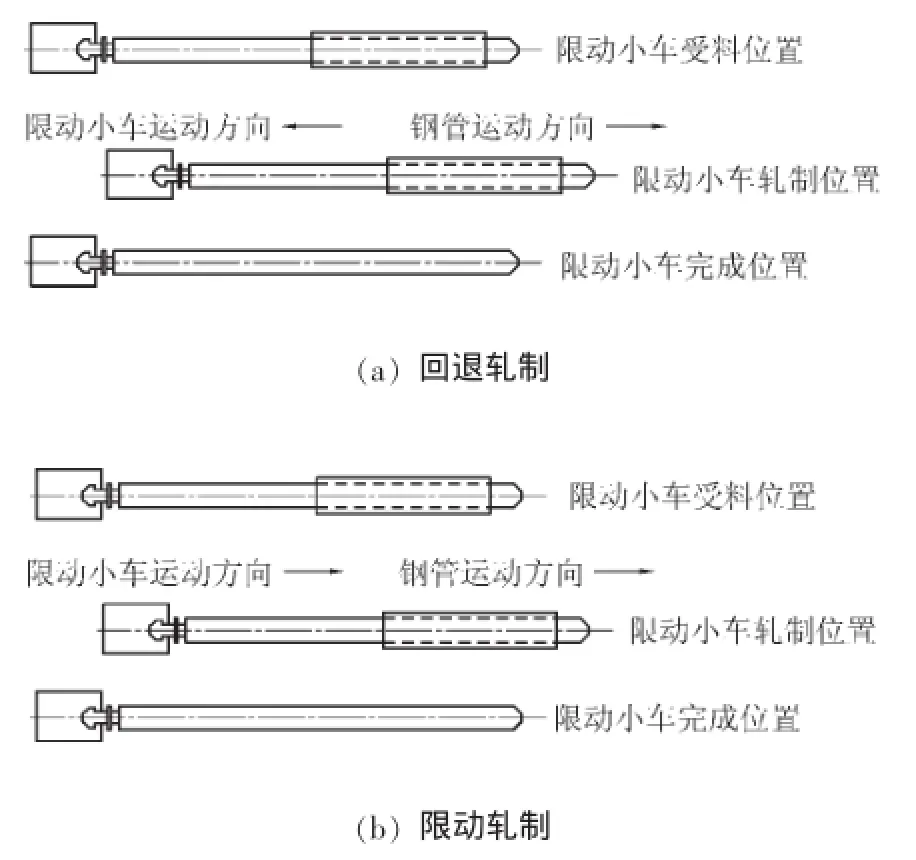
图2 芯棒回退和限动轧制方式示意
生产不同壁厚钢管时,可在上述两种轧制方式中选取最合理的轧制工艺,这样可更有效地改善二辊穿孔的壁厚不均,进而提高钢管壁厚精度。Φ377 mm×25 mm钢管采用不同轧制方式时的产品质量对比见表3。
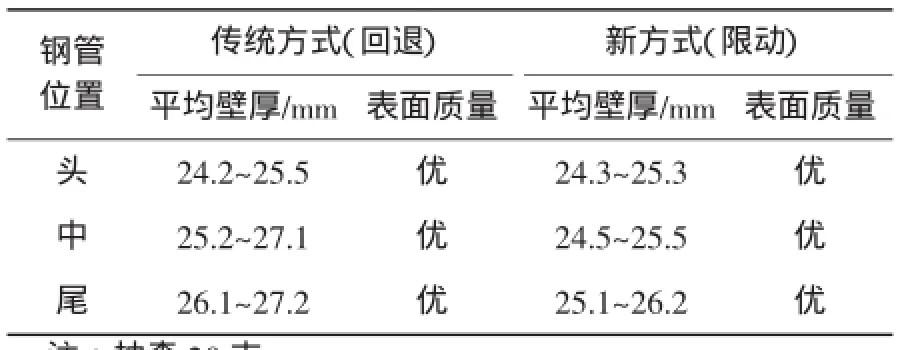
表3 Φ377 mm×25 mm钢管采用不同轧制方式时的产品质量对比
4 应用效果
(1)聊城中钢联采用穿孔—轧管、穿孔—定(减)径工艺,简化了操作流程,并可根据生产节奏,安排穿孔—定(减)径生产,提高了生产效率,有效地降低了缺陷毛管的数量,提高了成材率,使轧管机换辊的时间从原来的每月72 h减少到20 h。目前,穿孔—定(减)径无缝钢管的产量约占其总产量的40%,且质量优良;节约生产成本约30%,提高了经济效益。
(2)将每根钢管的穿孔—轧管时间从1.5 min缩短到1.0 min。限动小循环技术提高了芯棒的使用寿命,由原来的单支芯棒生产钢管量10 000 t提高到了30 000 t,极大地降低了生产成本;芯棒良好的使用状态避免了内表面划道、压痕等缺陷的产生,提高了产品质量。
(3)轧制方式的改进提高了产品质量,扩大了轧制规格范围。
5 结语
聊城中钢联在Φ325 mm Assel机组上的创新技术应用,从设计到成熟已有3年,目前工艺稳定,其中外径公差-0.5%D~+0.5%D,壁厚公差-5% S~+5%S,成功解决了Φ325 mm Assel机组传统生产工艺中的弊端,是热轧无缝钢管生产先进、高效、节能环保的新技术。该工艺创新设计方法已获得山东省科技进步二等奖,其产品先后通过了美国API、韩国船级社质量认证,并取得了国内高中低压锅炉管产品制造许可证。
[1]钟锡弟.现代Assel轧管工艺的特点及其产品定位[J].天津冶金,2006(1):14-17.
[2]成海涛.Accu Roll轧管机和Assel轧管机的比较[J].钢管,2010,39(6):15-18.
[3]钱刚,胡旋.Φ273 mm Assel轧管机组生产薄壁无缝钢管的工艺开发[J].钢管,2010,39(3):24-27.
[4]张良夫,秦臻,王爱国.Assel轧管机的技术特点[J].钢管,2010,39(3):28-29.
[5]钟锡弟,伍家强,庄钢,等.现代Φ219 mm阿塞尔轧管机组的生产装备技术[J].钢管,2007,36(4):28-32.
[6]张良夫.浅谈Assel轧管机与Accu Roll轧管机的性能对比[J].钢管,2008,37(1):57-59.
[7]殷国茂.中国钢管飞速发展的10年[M].成都:四川科学技术出版社,2009.
[8]刘涛.最新无缝钢管生产新工艺新技术与质量控制检验实用手册[M].北京:北方工业出版社,2006.
[9]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 8162—2008结构用无缝钢管[S].北京:中国标准出版社,2009.
[10]美国石油学会.API Spec 5L管线钢管规范[S].44版.北京:石油工业标准化研究所,2008.
[11]李连诗,韩观昌.小型无缝钢管生产[M].北京:冶金工业出版社,1989.
Integrated Innovation and Application of Process Techniques of Φ325 mm Assel Pipe Rolling Mill
HU Mingzhi,LIU Jinsong,CHEN Bingli
(Shandong Liaocheng Zhongganglian Metal Manufacturing Co.,Ltd.,Liaocheng 252000,China)
Analyzed are the problems exist in the production of the conventional Φ325 Assel pipe rolling mill. Then introduced are the innovations of the process techniques of the Φ325 mm Assel mill,mainly focusing on the rolling process route,mandrel pre-insertion and mini circulation,as well as the rolling type.The quality of the product made by the innovated process is compared with that of the conventional process.The application result demonstrates that the innovated process has fixed the disadvantages of the conventional production process and can produce products with excellent quality while saving approximately 30%of the operation cost.
Assel pipe rolling mill;technology innovation;process routes;mandrel pre-insertion;mandrel retained circulation;backward rolling;retained rolling
TG335.71
B
1001-2311(2014)03-0075-04
2013-11-05;修定日期:2014-04-21)
*该工艺创新设计方法获得山东省科技进步二等奖
胡明志(1966-),男,工程师,常务副总经理,主要从事无缝钢管轧制工艺的设计、轧钢技术的研究工作。
猜你喜欢
华南农业大学学报(2021年4期)2021-07-24 06:02:14
钢管(2021年5期)2021-03-09 01:32:58
今日农业(2020年13期)2020-12-15 09:08:51
钢管(2020年4期)2020-10-29 06:13:12
干旱地区农业研究(2019年3期)2019-07-18 07:09:40
走向世界(2018年11期)2018-12-26 01:12:44
走向世界(2018年11期)2018-12-26 01:12:44
走向世界(2018年11期)2018-12-26 01:12:32
电线电缆(2018年3期)2018-06-29 07:41:00
现代冶金(2018年6期)2018-02-20 11:00:50
