
渣水泵磨损原因分析及改造方法
2014-02-15 08:50余思民
云南化工 2014年1期
余思民
(云南天安化工有限公司,云南安宁 650309)
·探索应用·
渣水泵磨损原因分析及改造方法
余思民
(云南天安化工有限公司,云南安宁 650309)
通过对大型黄磷炉出渣水泵各部件使用时间的统计,分析找出渣水泵各部件磨损较快的原因,改造后各部件的运行时间得到了大幅提高。
渣水泵;磨损;改造
20世纪90年代中期,我公司从前苏联引进二套80MW、30 kt/a大型黄磷炉,配套黄磷炉的渣水泵是从法国引进(型号128NFD)。渣水泵主要由泵壳、吸入盘、叶轮、轴、轴承、前后耐磨护盘、托架等组成,用于把磷炉水淬混合后的渣水打到30多米高的渣仓脱水。由于介质含氧化钙47%~52%、二氧化硅40%~43%、三氧化二铝2%~8%等较硬的颗粒物,渣水泵与介质接触的部件磨损较快,特别是吸入盘、叶轮和前耐磨盘最多只能用半月。由于磨损较快、检修频繁,不但耗费人力物力,还经常影响生产。为提高渣水泵的运行效率,需要找到部件磨损较快的原因和解决办法,以确保磷炉的长周期运行。
1 磨损原因分析
1.1 磨损时间统计
通过对4台渣水泵各部件的磨损情况统计,各部件的平均使用时间见表1。可见渣水泵主要部件的运行时间很短,运行维护费用很高。
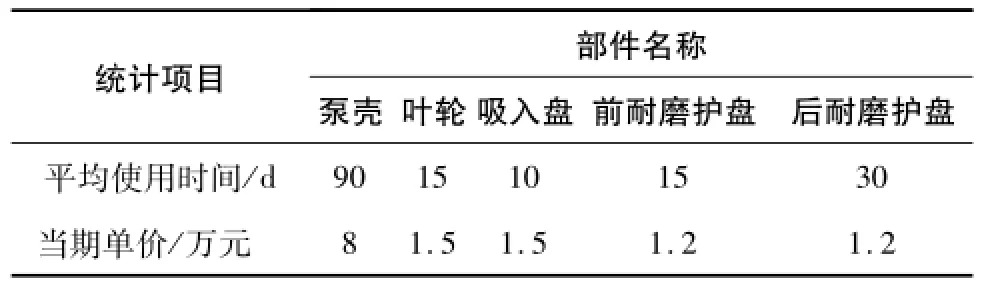
表1 渣水泵各部件平均使用时间统计表Table 1 Mean time table of slag pum p com ponents
1.2耐磨材料试用
从表1看出,各部件的使用时间都较短,可能是泵在选型时对运行工况和介质的情况了解不足。因此,先改变备件材质,先后试用了Mn2Cr25Mo3Ni2、Cr26、Cr30、Mo2Ti、钴包碳化钨+Ni60等耐磨合金加工的备件,但效果均不明显。
1.3 渣水泵入口系统结构
由于选用了在国内备件生产厂家认为相当不错的耐磨材料后,效果仍不明显。因此,根据实际使用情况,调整分析思路,对渣水泵入口系统结构进行分析,见图1。
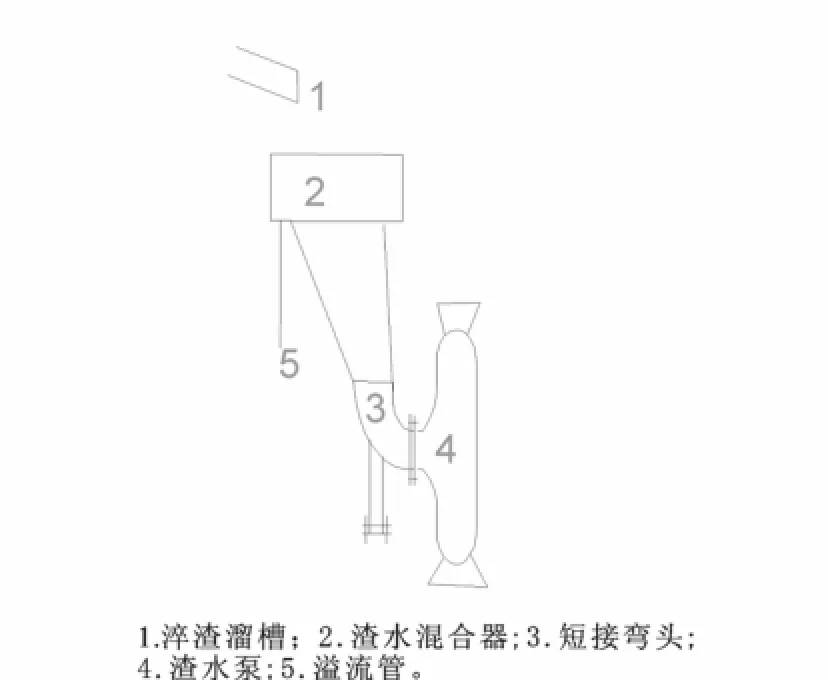
图1 渣泵入口结构示意图Figure 1 Schematic diagram of the pump slag inlet
渣水泵工作时,磷炉水淬混合后的渣水混合物以约1 000m3/h的流量不断由溜槽流入,经混合器(大端ø1 500mm、小端ø500mm,高2 500mm,有效体积2.1m3)、弯头(大端ø500mm、小端ø400mm),导入渣水泵抽到30m的渣仓脱水,渣水泵(溜槽与渣水泵的中心高为3.8m)抽吸不完的渣水从溢流管溢出。从图1和相关数据分析看出,渣水混合器容积太小,起不到缓冲和流量平衡作用;渣水混合物从3.5m的高度直接冲刷或反射冲刷渣水泵入口系统各部件表面。
1.4磨损原因
1)渣水混合器容积太小,起不到缓冲和流量平衡作用。
从泵的工作原理知道,泵要平稳运行,进出泵的流量要保持均衡稳定。在图1中,渣水混合器的有效容积只有2.1 m3、渣水泵的工作流量达到1 100m3/h,由于渣水流量受磷炉负荷大小的影响,磷炉负荷高时渣水流量大,磷炉负荷低时渣水流量小。因此,进出渣水泵的流量很难均衡控制,时常出现渣水量大时渣水泵抽不完漫渣水,渣水量小时出现抽空的现象。
2)渣水混合物直接冲刷渣水泵入口系统各部件表面,造成表面磨损。
从摩擦学理论分析知道,当渣水混合物从3.5m的高度直接冲刷或反射冲刷渣水混合器、短接弯头(渣水混合器、短接弯头每周都要补焊)和渣水泵时,会有不同的表面接触方式(见图2)并在部件表面产生不同的磨损。
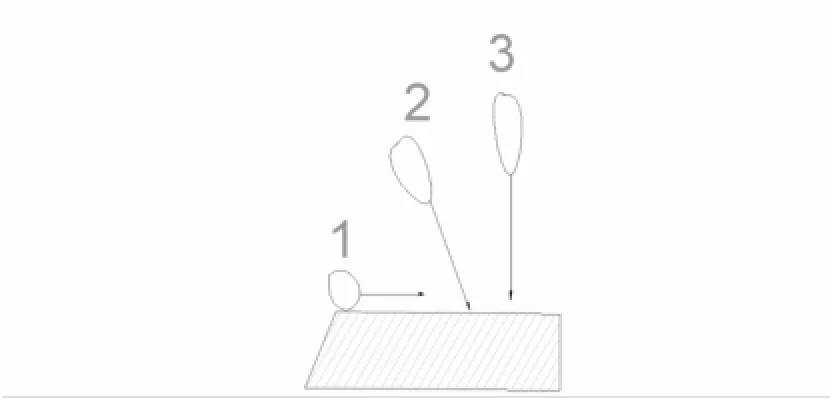
图2 物料与渣泵部件接触示意图Figure2 Scheme of the parts ofmaterial in contactw ith the slag pum p
即:a)物料与部件表面平行接触(见图2中1),产生低应力擦伤磨料磨损和撞击疲劳磨损;b)物料与部件表面有不同角度接触(见图2中2),产生凿削式磨料磨损、低应力擦伤磨料磨损和撞击疲劳磨损;c)物料与部件垂直接触(见图3中3),产生撞击疲劳磨损。因此,渣泵部件表面在受到渣水混合物,尤其是渣的直接冲刷或反射冲刷时,渣水泵部件承受了凿削式磨料磨损、低应力擦伤磨料磨损和撞击疲劳磨损的三种复合磨损,这是渣水泵各部件快速磨损的重要原因。
3)随渣水混合物进入泵腔内的气体作用在部件表面上产生的金属表面剥蚀。
当气体在压强最低的部位,气体从液体中逸出,形成小气泡,这些小气泡随液体流到高压区时小气泡凝结,在凝结瞬间,液体从四周高速运动到气泡中心并突然停止,就产生很高的局部压力。这种局部压力频繁作用在金属表面上,金属表面因疲劳而破坏产生剥蚀,也是造成渣水泵各部件快速磨损的次要原因。
综上所述,渣水泵各部件磨损较快的原因是凿削式磨料磨损、低应力擦伤磨料磨损、撞击疲劳磨损和剥蚀磨损共同的结果。
2 改造方法
针对上述分析得出的渣水泵各部件磨损原因,对渣水泵的入口系统进行了以下改造。改造后的结构示意图见图3。
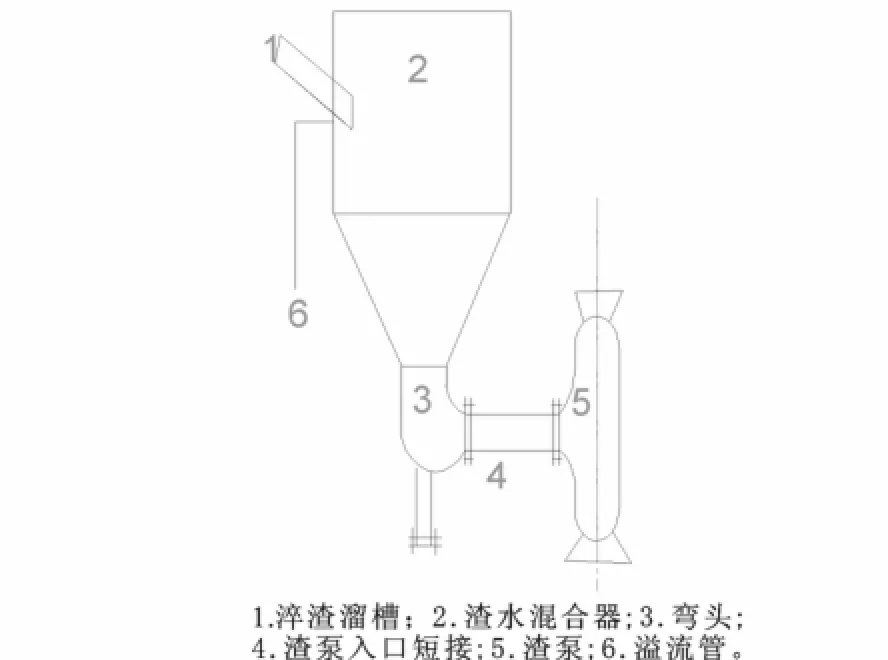
图3 渣水泵入口改造后结构示意图Figure 3 Schem e of reconstruction of slag pum p inlet
2.1 增大渣水混合器容积
把渣水混合器容积改大,锥体部位大端直径从原来的ø1 500 mm改为ø4 500 mm、小端直径ø500mm改为ø1 000 mm,锥体高度仍为2 500 mm,在锥体上增加了直径ø4 500mm,高3 000 mm(到溢流口高为1500mm)的圆柱体。也就是把渣水混合器有效容积从2.1m3增大为41m3。
目的:一是让渣水混合器对冲入的渣水混合物有缓冲作用,减缓渣水对渣泵部件表面的凿削式磨料磨损、低应力擦伤磨料磨损和撞击疲劳磨损;二是因为体积增加,渣泵的吸入方式变成压入式,气体就不易进入泵腔,避免了泵的剥蚀磨损。
2.2 改大弯头
把弯头也改大,并使底部低于渣水泵入口管底部,使其底部存一定量的渣,从而起到减缓自身磨损的作用。
2.3 增加渣水泵进口直管
增加渣水泵进口管,进一步减少渣水混合物在渣水泵入口的动能和渣水混合物对泵体的冲刷。
3 运行效果
改造后通过两年多的运行考核,渣水泵各部件使用时间大幅度提高,运行效果见表2。
从表2的统计数据看出,改造效果较好,达到甚至超出了预期目的。

表2 改造后渣泵各部件平均使用时间统计Table 2 M ean tim e tables after the transformation of the com ponents of slag pum p
4 结语
渣水泵入口系统改造后,渣水泵备件(材质为Cr26)使用时间得到大幅度提高,改后不但提高了渣水泵运行率,降低了检修人员的劳动强度,方便了操作,减少了因渣水泵原因对磷炉负荷的影响,每年还节约了几十万元的检修费用,而且也改变了渣水泵周围环境,效果明显。
[1] 戴雄杰.摩擦学基础[M].上海:上海科学技术出版社,1984.
[2] 蔡增基.流体力学泵与风机[M].第五版.北京:中国建筑工业出版社,2009.
Slag Pum p Erosion Analysis and Transform ation M ethod
YU Si-m in
(Yunnan Tian Chemical Co.,Anning 650309,China)
Statistical analysis of the slag pump various components using time in large phosphorus furnace,wear faster reason for the slag pump various componentswas identified,the running time of each component has been greatly improved after the transformation.
slag pump;wear;transformation
TQ051.2
: A
: 1004-275X(2014)01-0050-03
12.3969/j.issn.1004-275X.2014.01.014
收稿:2013-11-29
余思民(1958-),男,云南石屏人,工程师,主要从事化工机械技术和生产管理工作。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12
纺织标准与质量(2022年3期)2022-08-10
承德医学院学报(2022年2期)2022-05-23
中国安全生产科学技术(2018年11期)2018-11-30
振动与冲击(2018年10期)2018-05-25
中国塑料(2016年7期)2016-04-16
天津大学学报(自然科学与工程技术版)(2015年10期)2015-12-29
中国洗涤用品工业(2015年9期)2015-02-28
郑州大学学报(工学版)(2014年6期)2014-03-01
筑路机械与施工机械化(2014年7期)2014-03-01
