
一种在普通花键磨床磨削加工长内矩形键槽的方法
2014-02-11 03:46陈湘辉钟立坚罗丽芳
机电工程技术 2014年12期
陈湘辉,钟立坚,罗丽芳
(中航工业长沙中传机械有限公司,湖南长沙 410200)
一种在普通花键磨床磨削加工长内矩形键槽的方法
陈湘辉,钟立坚,罗丽芳
(中航工业长沙中传机械有限公司,湖南长沙 410200)
根据某齿轮零件两对称长内键槽的加工需要,利用现有普通花键磨床的工作原理及磨削特点,对设备磨削部分结构进行局部改造,满足磨削条件,扩充其功能,从而花少量费用、不需新设备引进,就能加工出合格产品。
长内矩形键槽;磨削;磨削装置;普通花键磨床
0 引言
某型减速器一关键件尾减大轮上有一深长(长140 mm、宽8 mm)对称内键槽。此长内键槽作为导向键槽与桨距操纵杆上导向键配合使用,以实现桨距操纵杆的操纵功能。
此长内键槽的加工,用公司现有机加设备无法加工。如采用铣削方式加工,无合适铣床,需选用卧式铣床并对动力和传动部分进行很大改造,同时应设计制造专用铣削装置,这种改造,公司未曾做过,且制造周期会较长,投资也较大;用车铣复合机床加工则类似拉削、剐削,需进行工艺试验摸索,会遇到刀具刚性不足及结构设计难题,切削方式及进刀选择,程序编制困难,R24圆弧难以成形,加工效率低,更重要一点是质量难保证。如在VUS55P(KAPP)加工,需定购一套专用磨臂和CBN砂轮,价值人民币至少45万以上,且周期长达半年以上。如采用电火花加工,则需要配置专用电极、一般电火花机床也没有这么大规格,另一方面这类军工产品也不许采用电火花加工。为满足研制生产进度要求,确保产品质量,决定利用现有普通花键磨床(M8612),对磨削装置进行改造,配置专用夹具,采用干磨方式进行加工,这样花费成本也不高。
1 尾减大轮的结构技术要求及其工艺难点
1.1 零件结构技术要求
材料为9310钢,心部硬度HRC33~41。零件的结构技术要求见图1:零件总长305 mm,最大外圆ϕ265 mm,靠小头有一50齿渐开线外花键(对称去掉了2齿)。靠大头有两个对称的长140+ 2.0,宽8±0.1深的内键槽,要求键槽出刀圆弧R24,且键槽与外花键缺齿有位置关系,同时键槽对内孔还有对称度要求。
1.2 工艺制造技术难点
(1)零件内键槽深长(140 mm),且是对称双键槽,与外花键缺齿有位置关系±20,同时对其内孔有对称度要求0.05,见图1。
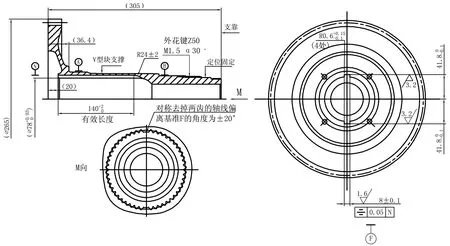
图1 零件结构
(2)在普通花键磨床(M8612)加工,需设计制造专用磨削装置,并保证砂轮在磨削过程中具有有效切削作用。
(3)在普通花键磨床(M8612)加工,键槽磨削条件差,冷却困难(此机床只有干磨方式),磨粒尘难以及时清除,易堵塞砂轮,易产生烧伤。
(4)在普通花键磨床(M8612)加工,此类长、大零件准确装夹定位困难,砂轮修整困难。机床调试极其麻烦。
2 技术方案及具体实施方式
通过对零件的技术要求以及工艺性进行分析,结合现有普通花键磨床(M8612)结构功能特点,通过充分论证,决定设计制造专用磨削装置,同时设计制造砂轮对刀件和拼装专用夹具等,采用干磨方式对长内键槽进行磨削加工。
2.1 工装设计
2.1.1 磨削装置的设计
磨削装置设计要解决砂轮具有磨削去材料作用、能安装合适大小和宽度的砂轮、具有比较长的磨臂使砂轮有效磨削长度大于160 mm。根据机床电机主轴转速2 894 r/min以及砂轮直径(≤ϕ52 mm),确定皮带轮与磨轮支架直径比为3.25,使砂轮线速度达到≥24 m/s,磨削装置见图2。
A Grinding Method for Long Key Slot at Ordinary Spline Grinding Machine
CHEN Xiang-hui,ZHONG Li-jian,LUO Li-fang
(Changsha Zhong Transmission Machinery Co.,Ltd.,Changsha410200,China)
In this paper,a retrofit of a machine is discussed.For machining of two symmetrical long internal keyways in a gear,a modification is made partially in the grinding portion by using the working principle and grinding features on the spline grinding machine available to extend its function at little cost to satisfy the grinding requirement.Parts can be produced satisfactorily without importing a new machine.
long internal rectangle keyway;grinding;grinding device;spline grinding machine
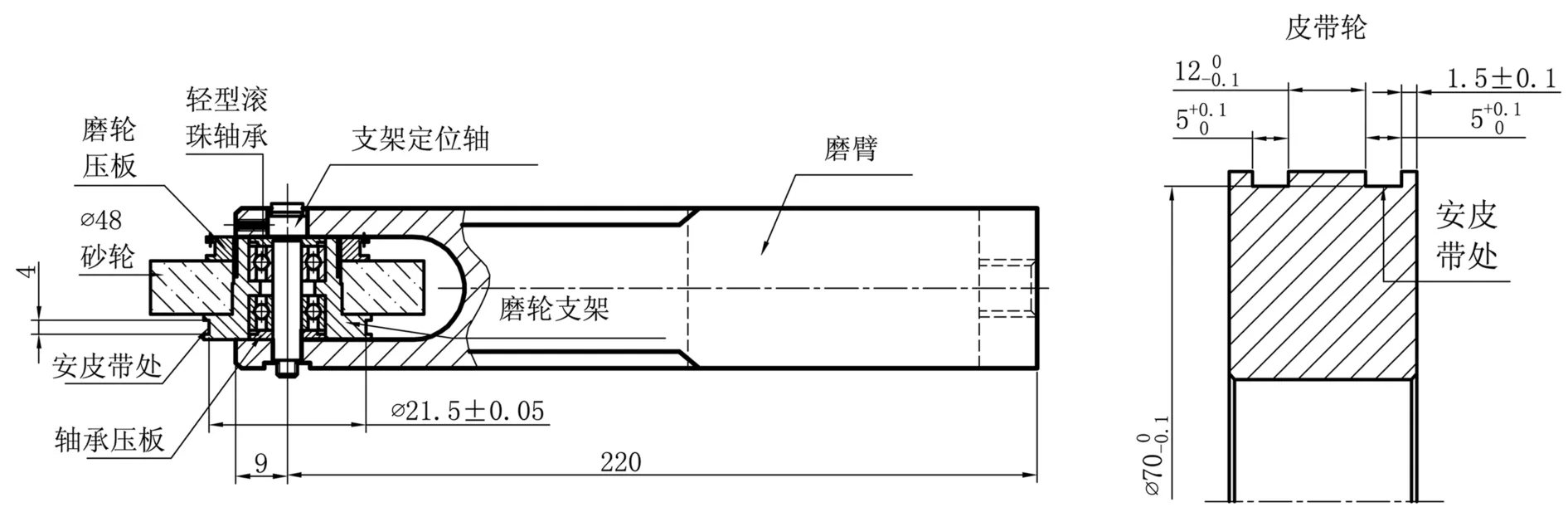
图2 磨削装置
TG58
:A
:1009-9492(2014)12-0053-02
10.3969/j.issn.1009-9492.2014.12.013
2014-06-08
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2020年1期)2020-12-25
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年11期)2018-11-23
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年4期)2017-06-22
表面工程与再制造(2016年5期)2016-12-15
制造技术与机床(2015年10期)2015-04-09
汽车零部件(2014年3期)2014-02-06
