
螺旋埋弧焊管的残余应力形成及控制措施
2014-01-30 08:55:21肖国章库宏刚
焊管 2014年11期
肖国章,高 霞,2,库宏刚
(1.宝鸡石油钢管有限责任公司,陕西 宝鸡721008;2.国家石油天然气管材工程技术研究中心,陕西 宝鸡721008)
0 前 言
螺旋埋弧焊管在国内西气东输管线、陕京管线上均有广泛的应用,目前,正向着大管径、高钢级和大壁厚方向发展。在焊管制造中会经历弯曲成型、焊接、水压、弯管、防腐等工艺过程,期间会产生残余应力。由于加工造成的残余应力是关系到焊管服役可靠性的重要因素,因此为保证管线的安全性,对螺旋埋弧焊管残余应力的控制,特别是成型过程中产生的残余应力的控制提出了越来越严格的要求。
残余应力水平是焊管质量水平的重要指标,较高的残余应力会导致管线工作能力下降,应力集中处易发生应力腐蚀,成为管线安全的重大隐患,影响钢管运行寿命。消除残余应力不仅对防止管线的应力腐蚀开裂SCC有利,而且对管线防止脆性断裂、弹塑性断裂、氢致开裂和疲劳破坏都有显著的益处。
本研究结合螺旋埋弧焊管成型中残余应力的形成原因分析提出了具体控制措施,并总结了残余应力的其他控制措施。
1 螺旋埋弧焊管成型过程中残余应力的形成及控制
1.1 成型方法
螺旋埋弧焊管制管成型方式主要有管外加套辊(外控成型)方式(如图 1(a)所示)和管内支撑(内控成型)方式(如图1(b)所示)两种。外控成型螺旋缝焊管的残余应力分布状态是外表面拉应力,内表面压应力;内控成型螺旋焊管的残余应力分布状态是外表面压应力,内表面拉应力[1]。
国内设备主要为管外加套辊成型方式,这里主要研究此种成型方式下螺旋焊管残余应力的控制。管外加套辊成型方式,开始由三排弯曲辊进行较微弱的弯曲加工,其后再由几排辊约束其外周,从而得到必要的管径。在此方式成型过程中会形成在半径方向向外扩张的残余应力[2]。
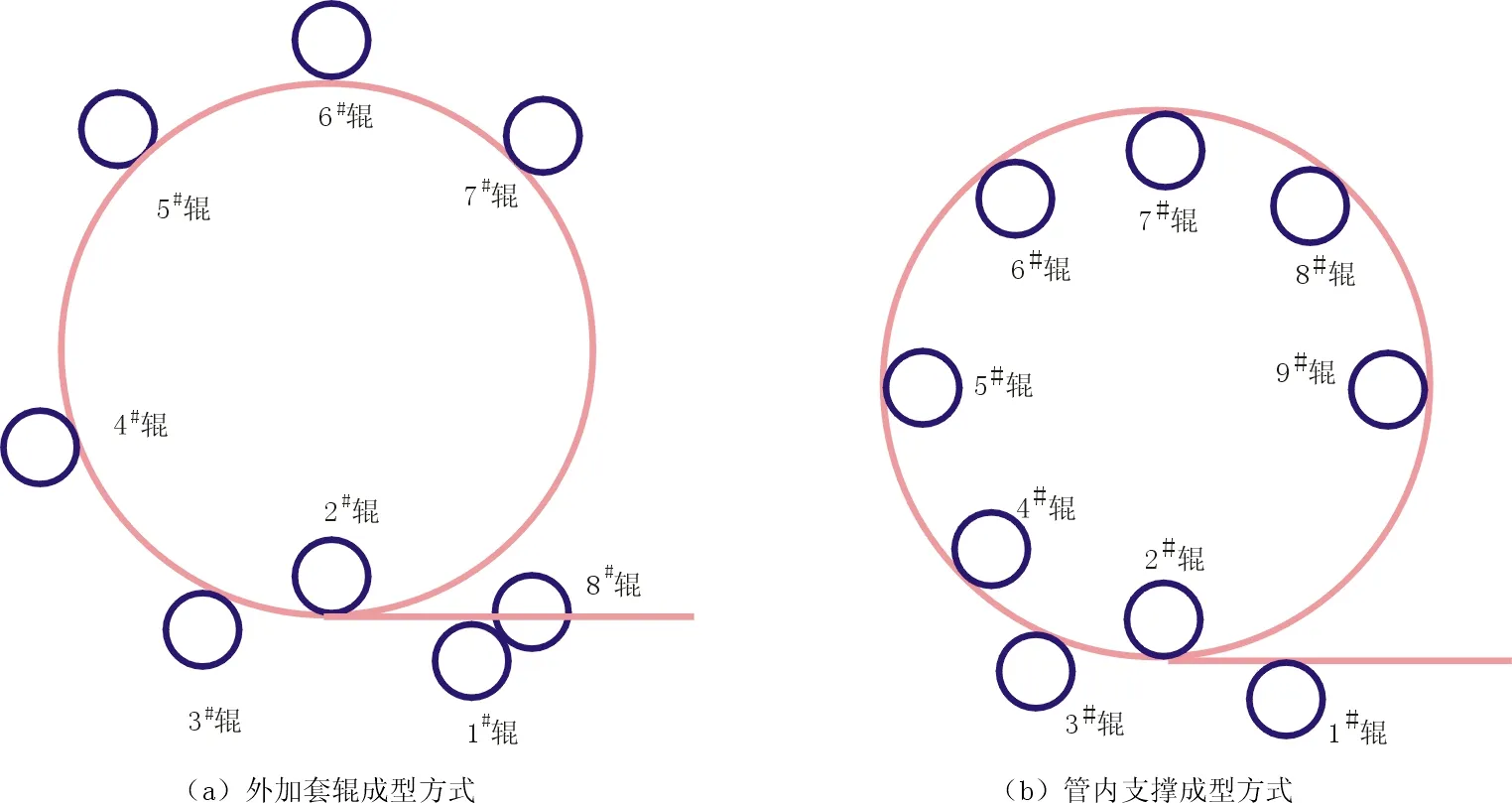
图1 螺旋埋弧焊管机组成型方式
1.2 1#辊和3#辊的布局与串动
1#,3#辊的布局与稳定性非常重要。布局不合理自由边悬空,两边变形不协调,是造成弹复量不合的重要因素。所以,由于规格不同,成型角不同,1#辊、3#辊往往要前后移动。由大角度变小角度时,1#辊向后移,3#辊向前移。由小角度变大角度时,1#辊向前移,3#辊向后移。实际生产中由于各种原因会出现带钢边缘变形不足,导致残余应力扭曲,使得残余应力分布和大小发生变化。成型中会造成钢板边部悬空,一是由于成型角误差会出现钢板成型自由边悬空,二是由于焊接和成型同时进行,为了保证焊接质量,出现成型递送边悬空。两种悬空都会导致带钢边缘变形不充分,增加了残余应力,同时出现残余应力扭曲。对自由变形悬空问题可以根据成型实际情况对1#辊、3#辊进行微量调整,以弥补带钢边沿变形不足问题。
1.3 焊垫辊位置的影响
在螺旋埋弧焊管中,为保证焊接的顺利进行,在2#辊梁端部留80~100 mm距离空间,用以安装焊接机构。这样造成了递送边沿80~100 mm的悬空,未得到充分变形。为了解决递送边变形不足问题及保证焊接处成型合缝的稳定性,在实践中增加了焊垫辊。其作用一是辅助成型,弥补递送边形不足问题,它对管径和残余应力影响较大。在一定范围内,其高度增加,残余应力减少。但焊垫辊高度一般不宜超过基准高度5 mm。其对2#辊梁的压下量起弥补作用。二是焊垫辊能够保证成型合缝的稳定性,其位置处于成型咬合点位置附近,保证了焊接质量。所以焊垫辊的位置对残余应力大小有一定的影响。
1.4 1#辊和3#辊之间的间距对残余应力的影响
带钢进入成型器后,经过1#辊、 2#辊、 3#辊的变形会产生一定的弯曲,弯曲曲面的曲率半径决定着残余应力的大小。1#辊和3#辊的间距、倾角、标高起决定作用。间距和倾角增大,曲面曲率半径增大,弹复量增大。调整成型时,钢管的标高不变,经过严格的计算,获得准确的间距、倾角参数,2#辊才能施加有效的作用力。根据不同的材质和壁厚,适当调整1#辊、 3#辊的高度,有利于控制变形,而获得较好的弹复量。在生产中会出现焊缝两边变形不充分,不但影响成型质量,而且弹复量会出现径向和轴向错位。1#辊、2#辊、3#辊的辊面不平度一定要控制在0.5 mm以内。
1.5 2#辊梁点头量
在实际成型中,为解决和弥补带钢边缘变形不足问题,在成型变形机构中增设了压下调整,即2#辊梁压下机构中增加了点头调整,2#辊梁在水平压或抬的同时,也可以从一侧单独压或抬,即所说的点头量。
在钢板弯曲变形过程中,内表面被压缩,外表面被拉伸延长,自由边首先进入成型器,经过了180°的变形,变形较好;而递送边后进入成型器,未经充分变形,且有80~100 mm宽的板边悬空,边缘会出现外翘。而随着壁厚的增加,外翘程度加大,这样管坯出现变形不均,残余应力不均,合理调整2#辊梁点头量的数值可以改善这一状况。所以根据不同规格、材质、壁厚,调整2#辊压下量及点头量。钢管规格、材质、壁厚与变形量的关系如下:材质增高,下压量增大;直径增大,下压量减小;壁厚增大,下压量减小。
1.6 钢板性能的不均性对残余应力的影响
由于钢厂设备、工艺等方面的原因,往往出现板头、尾部性能不均匀的问题 (大部分集中在头、尾各8~10 m处),一般在钢板中部相对比较稳定,但这为生产控制带来很大的困难。因为钢板强度不同,为保证残余应力符合标准,必须适当调整成型工艺数据来弥补,这就需要做大量的试验来分析总结,并针对性能均匀程度,采取科学的工艺数据,确保残余应力符合标准要求。
1.7 其他因素影响
在实际生产中,成型设备状态如间隙和刚度、钢带宽度和位置变化以及钢板的壁厚误差等都对残余应力数值和稳定性也可能产生一定的影响。
生产过程中带钢偏离递送线、带钢月牙弯、成型缝咬合过紧及由于设备问题造成的带钢跑偏等都会造成弹复样轴向错位过大,产生一定的残余应力。
生产中需严格控制带钢的递送线。带钢递送线是螺旋缝焊管生产的 “生命线”,因此必须保证带钢递送线才能保证正常生产。通常情况下,带钢偏离递送线距离不能超过2 mm,否则必须及时调整找正。
2 残余应力的控制及消除措施
工业生产中, 残余应力的控制主要是通过采取一定的工艺措施,消除一部分残余应力,或降低对使用性能不利的残余拉应力,或形成有益的残余压应力分布。结合螺旋埋弧焊管制造工艺特点,残余应力的控制主要有以下方法:自然失效消除残余应力;整体高温回火;局部加热;机械拉伸法 (即钢管的水压试验);防腐处理时的喷砂除锈,在除锈的同时也消除了部分残余应力;此外,采用内控成型使得焊管成型焊接后的残余应力以残余压应力为主,满足了常用技术标准中关于 “切环张开量”的限制要求,这种通过调整成型辊道而改变残余应力状态的方法可控制螺旋缝埋弧焊管残余应力。
2.1 标准对残余应力的要求
螺旋埋弧焊管残余应力的大小及分布较为复杂,生产过程中常用钢管弹复量来检测残余应力的大小,弹复量越大,钢管的残余应力也越大。同时根据弹复试样张开的形态可判断残余应力的分布状态。因此,实际生产过程中,钢管残余应力的控制就是弹复量的控制。随着国内外管线的不断建设,也逐渐完善并明确了对钢管弹复量的要求。
我国西气东输二线、涩宁兰输气管线以及印度 “东气西输”天然气管线工程等都对螺旋缝焊管的残余应力进行明确的量化限定并附加在订货补充技术条件之中。西气东输二线标准对X80钢级焊管用弹复量衡量残余应力的大小,该标准对钢管弹复量提出明确的要求:“切取钢管长度不小于100 mm管段,一般应距焊缝100 mm处沿钢管纵向切开,切口张开间距不应大于90 mm,同时应测量轴向及径向错开量,取样频次为每班及重新调型后生产的第一根钢管均应进行检测,合格要求后方可进行生产”[3]。印度 “东气西输”天然气管线工程用螺旋焊管技术条件中规定:水压试验后,用火焰切割或锯切的方法从钢管一端截取宽度不小于150 mm的试验环,应在距焊缝180°位置且平行于钢管轴线方向将试验环锯开,其周长增加量 (等效于切口张开间距)应小于69 mm[3]。
在切环试验中,切环长度、切口位置、切开方向、切口张开间距、径向错位量、轴向错位量以及切环试验的程序排布等各项因素对正确估评螺旋焊管管坯内部的残余应力均有影响,建议在螺旋焊管订货补充技术条件中对这些要素都要作出科学合理的要求或限制。此外,为了提高切环试验的易操作性,对管坯环的切取方法、切取位置也应作出明确的要求或说明。
同时建议生产厂在成型焊接后进行切环试验时,于水压试验后抽样测试,掌握水压试验前后弹复量的变化,以便根据技术条件的要求对成型时残余应力控制参数进行调整。
2.2 水压试验
钢管水压试验是检验钢管强度和严密性的一种非破坏性试验手段。试验表明[4],经过正常水压试验后 (标准规定为钢材最小屈服强度的95%),管环切口张开间距增大,有一定降低残余应力的作用,且随着水压试验压力的提高,残余应力大幅降低;但提高水压的同时会导致焊管尺寸较大变化,当压力达到1.13SMYS时焊管直径超过标准的要求,压力过大有可能导致钢管的破坏。文献[5]对水压及稳压试验的影响进行了研究,指出水压试验和稳压试验均会使螺旋缝埋弧焊管内外表面总体残余应力分布趋于均匀,并且对减小内表面残余应力效果明显,特别是对呈残余拉应力状态的焊缝区域作用更大;将螺旋缝埋弧焊管水压试验压力从0.9SMYS提高到1.0SMYS,可有效地消除或降低有害的残余拉应力。
因而在螺旋焊管生产中可偿试提高水压试验压力,甚至采用接近焊管屈服强度的水压试验,以弥补生产中无扩径工序造成的残余应力较高的缺陷。
2.3 冷扩径
直缝焊管在成型焊接后都经过了扩径工序,其作用与水压试验类似,通过机械的作用使焊管直径变大,从而释放原来的残余应力。文献[4]对UOE和JCOE焊管扩径前后的残余应力进行了研究,结果说明扩径可以使残余应力分布更均匀,幅值更低。尤其是焊缝区的轴向应力,经过扩径后显著减小,从约650 MPa降到约150 MPa,且扩径率越高残余应力消除效果越好。
国内外对螺旋焊管采用整体冷扩径工艺的很少。唯有加拿大WELLAND公司在螺旋焊管生产过程中采整体扩径的公司,扩径量约为直径的1.5%。整体扩径提高了钢管的尺寸精度,适当增加屈服强度5%~10%,减少了残余应力。为了防止扩径头与螺旋焊缝发生干涉,在扩径头的扇形块上预留45°螺旋槽,扩径时钢管的螺旋焊缝与扩径头上的螺旋槽对应。为了在钢管直径改变时无需更换扩径头,所有钢管的螺旋角均为45°不变。国内西安重型技术公司也开发了螺旋焊管的全长扩径机,但只是研究了管径准325~720 mm的扩径,经过实物试验扩径后钢管残余应力大幅度降低或消除,母材金属的屈服强度适当提高,提高了管线的安全性[6-8]。因此,在螺旋埋弧焊管后设置整体扩径工艺,为有效减小残余应力的方法。
2.4 采用两步法生产工艺
两步法生产螺旋埋弧焊接钢管,即,第一步:热轧钢带经成型机制成管型后,用CO2气体保护焊在钢管内壁进行连续的预焊。在预焊过程中,可随时对钢管的几何形状进行调整。第二步:在3~4台数控焊接站上进行内外埋弧焊,采用多丝焊方法进行焊接,并用激光控制焊缝跟踪系统保证焊接过程,保证定位准确。目前国内宝鸡钢管、渤海装备、沙市钢管厂等都纷纷建设了预精焊两步法螺旋埋弧焊接钢管生产线,这将为国内螺旋钢管工艺及质量推进起到重要作用。
两步法制管工艺实质是使成型过程与焊接过程相分离,并大量采用直缝埋弧焊管制造技术中行之有效的方法和自动化技术。由于两步法成型不受焊接过程的牵制,可以对成型工艺参数进行优化,使得钢管的几何形状十分精确,钢管的直线度、圆度和直径准确度都达到了很高的精度。解决了螺旋焊管传统工艺的一大缺点。同时在焊接时也避免了因成型引起的振动,焊头的位置可保持稳定。
德国萨尔茨基特钢铁集团采用两步法工艺后,螺旋缝焊管的几何形状可以做得相当精确,生产率成倍提高,残余应力也可得到有效控制。螺旋缝焊管固有的缺陷得到了根本性的改善。由于可以对成型过程进行精确调整,钢管的弹复量可以根据需要准确地控制,从而有效地控制了钢管的残余应力。一般情况下,该厂将弹复量控制在30 mm左右。
2.5 爆炸去应力
爆炸处理是以爆炸方式消除焊接残余应力的新技术,近年来国内外应用较多,通过覆盖在焊缝及其附近焊接区表面的特种炸药爆轰造成的冲击波和残余应力的交互作用,使焊接件产生适量的塑性变形,从而消除焊接件的残余应力。研究证明,爆炸处理不仅可以消除焊接区的残余拉应力,还可以根据需要造成一定的残余压应力。
经过武钢技术中心研究,采用X70管线钢爆炸处理方案消除焊缝和热影响区的焊接残余应力的效果,无论纵向或横向都很好,几乎达100%,证明采用爆炸处理技术消除管线焊接残余应力是合适的[9]。三峡水利枢纽工程引水压力钢管下水平段部分爆炸消除焊接残余应力的爆炸处理工艺消除焊接残余应力取得了良好的效果[10]。
2.6 自然时效
自然时效法是在室外或者室内将铸件放置数周后,残余应力有所减弱的方法。自然时效法去除残余应力的作用很有限,一般最多下降10%。在生产过程中可以根据实际情况,尽可能在防腐前放置一段时间,释放残余应力。
3 结 语
在生产过程中通过采取上述残余应力控制及消除措施,可以有效地控制住厚壁螺旋埋弧焊管的残余应力,提高产品质量,有效保证埋弧焊管生产线的稳定和高效率运行。螺旋埋弧焊管的残余应力的影响因素较多,生产过程中重在根据产品的钢级、规格及壁厚等进行调整,不断优化成型工艺参数,才能使产品获得合理的残余应力。同时在成型后续工序中需加强对残余应力取样检验及时掌握生产过程中残余应力水平并不断优化工艺参数。只要生产中控制合理,可以使用螺旋埋弧焊接方式生产出残余应力水平较低的高钢级厚壁厚的产品。
[1]李霄.残余应力对焊管质量及可靠性的影响[J].石油工业技术监督,2009(05):47-49.
[2]王凤成,王建,李哲.高钢级厚壁螺旋缝焊管残余应力控制措施[J].钢管,2014,43(02):49-52.
[3]马立芳.螺旋焊管残余弹复问题的分析与研究(下).[J].钢管,2009,38(06):20-26.
[4]熊庆人,冯耀荣,霍春勇.螺旋缝埋弧焊管残余应力的测试与控制[J].机械工程材料,2006,30(05):13-16.
[5]陈建存.螺旋焊管的发展历史和强度特点[J].焊管,1987(02):32-35.
[6]付正荣,陶青荣,曹永福.螺旋焊管全长冷扩径技术的试验研究[J].焊管,2000,23(05):48-53.
[7]阿.安.依留辛.材料力学[M].北京:人民教育出版社,1963.
[8]王同海.管材塑性加工技术[M].北京:机械工业出版社,1998.
[9]李荣锋,祝洪川,李立军,邱保文,郭斌.爆炸处理消除X70管线环焊缝焊接残余应力的研究[J].焊管,2002,25(04):25-26.
[10]马耀芳,王富林,陈怀宁,谭胜禹.爆炸法消除焊接残余应力工艺在三峡引水压力钢管上的应用[J].水利电力机械,2000(05):8-12.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
建材发展导向(2021年10期)2021-07-16 07:13:24
电子测试(2018年10期)2018-06-26 05:54:18
制造技术与机床(2017年5期)2018-01-19 02:48:50
水利技术监督(2017年6期)2017-12-19 13:28:38
山东工业技术(2016年15期)2016-12-01 05:30:54
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年5期)2015-10-14 00:59:40
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
