电弧超声技术在焊接工艺中的应用研究
2014-01-23 08:15赵波
焊管 2014年12期
赵 波
(渤海装备研究院输送装备分院,河北 青县062658)
0 前 言
在焊接冶金过程中,容易出现焊缝夹渣、气孔、焊缝及热影响区组织晶粒粗大、冲击韧性下降、焊缝残余应力较大且有应力集中等普遍现象。如何改善焊接接头的质量,一直是研究的热点,除控制焊接工艺参数外,科研人员还一直在寻找其他方法,如添加变质剂、机械振动、摆动或振动电弧、功率超声、电弧超声和电磁搅拌等。
在实际焊接过程中,很多方法的应用都受到一定的限制。对于不同焊接材料,变质剂的成分难以确定;采用机械振动和摆动电弧的方法,焊缝成形控制和应用实施难度较大;功率超声中采用的压电晶体、磁致伸缩换能器、变幅杆等功率转换关键部件使用寿命很短,同时以压电晶体和磁致伸缩换能器作为功率超声源的发射方法,存在超声导入焊接熔池的难题,难以在焊接过程中实际应用;利用电弧超声和电磁搅拌向焊接熔池导入超声场和磁场较容易,且相关技术已经较成熟,可以促进结晶过程液态金属的运动,控制焊接结晶过程,具有显著细化晶粒、改善材料内部质量和性能的作用,所以是制造高性能焊接结构的重要途径。本研究将对电弧超声技术在焊接工艺中的应用进行综述。
1 电弧超声技术
20世纪80年代初期,潘际銮和张人豪[1]等人在一种新型电弧控制法研究中曾利用氩气保护的钨极电弧作为 “扬声器”播放乐曲。该项研究说明电弧可以等效为动态阻性负载,电弧对整个超声频带的频率响应在理论上成为可能。1999年清华大学吴敏生教授根据上述原理提出了 “电弧超声”新方法,利用外加高频电源对焊接电弧进行调制,激发超声,使电弧不仅作为焊接热源,同时成为可控的超声发射源。电弧超声不仅有很宽的响应频带,可实时调节,而且还能实现在焊接过程中与工件的直接耦合,相应能量能直接传入熔融金属,成功解决了超声与焊接电弧的耦合问题和超声能量导入焊接熔池的难题,并能够改善焊缝结晶,提高焊接接头的力学性能,克服了常规超声方法耦合困难和参数不易调节的缺点,实现了功率超声在焊接过程中的自耦合、频率和能量实时调节[2]。电弧超声焊接系统原理如图1所示[2]。
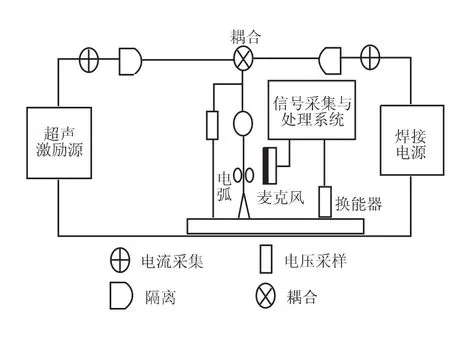
图1 电弧超声焊接系统原理图
电弧超声的产生与焊接材料和焊接方法无关,仅受到外加激励源特性和电弧等离子体高频特性的影响。通过对09MnNiDR,Q235A,16MnDR等多种材料和焊条电弧焊、CO2气体保护焊、埋弧自动焊、TIG焊、MIG焊等多种焊接方法的电弧超声焊接试验,证明了电弧超声作为一种通用的方法,不受焊接材料和焊接方法的限制,对于改善焊缝接头组织的综合性能有明显的作用,为提高焊接接头的组织性能提供了一种全新而且有效的方法[3]。
国内研究人员采用高频功率电子开关逆变技术设计了超声激励源,其激励频率、激励电压和方波的占空比均可实时调节,通过电隔离并联的方式与焊接电源相联[4]。笔者经分析汇总,所采用的电弧超声激励电源主要技术参数为:①电源波形为交流方波;②频率10~100 kHz连续可调;③电流0~50 A连续可调;④电压30~70 V连续可调。
张春雷和吴敏生[5]对埋弧焊电弧超声发射信号进行了频谱分析。选取两种独立电源的传输线并联耦合方式对电弧进行激励,相当于在电弧电流基值上叠加了一个高频分量。试验中使用φ 4mm的H08MnA焊丝和HJ431焊剂,焊接电流500 A,电弧电压30 V,而超声激励源输出电流约15 A。激励电弧超声的高频激励能量与选取的焊接参数相比是很弱的。因此,外加激励方式并没有改变常规工频交流焊接的工艺特征和基本参数,电弧超声的激发主要不是依靠对焊接电流或电压的调制深度(表现为脉冲能量)来实现,而是注重施加激励的频率范围、可能引起的超声振幅、声强和声压等声场特点以及在熔融金属中可能产生的各种效应。
不同激励频率下电弧声发射的波形如图2所示[5]。在未施加激励信号的情况下进行埋弧焊试验,传声器接收的声发射信号如图2(a)所示。声信号主要来自焊丝金属熔化和熔滴过渡的爆裂声及各种随机噪声,表现为音频范围信号涨落。加入低于20 kHz的激励信号,传声器接收到的声发射信号如图2(b)所示。当激励频率进一步提高到50 kHz和80 kHz左右时,传声器对超声信号已无法接收,由宽频带声发射探头所接收到的声信号波形分别如图2(c)和图 2(d)所示,其频率与激励频率相同[5]。
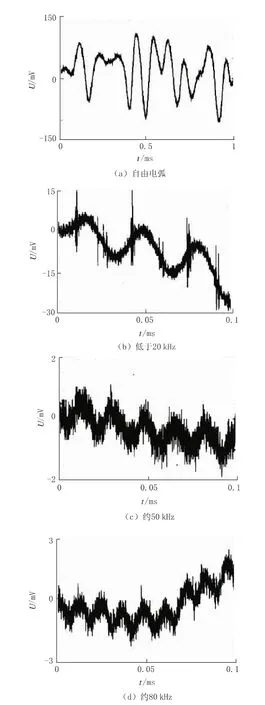
图2 不同激励频率下电弧声发射的波形
电弧声发射信号频谱特性曲线说明,对电弧等离子体的连续激励存在着广谱响应;当激励频率进入超声频段之后,可以激发出电弧超声;在某些特定频段出现的谐振中,电弧超声的相对幅度增大,保持与激励源相同的频率,但出现明显相移,电弧超声响应呈现非线性特征[5]。
2 电弧超声对焊接接头组织的影响
2.1 对焊接接头宏观形貌的影响
采用φ 4 mm的H08MnA焊丝和HJ431焊剂,焊接电流500 A,电弧电压30 V,试样尺寸150 mm×200 mm×10 mm,进行了Q235A钢埋弧电弧超声焊接试验。不同频率电弧超声作用下Q235A焊接接头的宏观金相照片如图3所示[3]。从图3看出,与常规SAW相比,电弧超声作用下的SAW焊接接头宏观形貌有了一定变化,随着激励超声的频率升高,热影响区的总宽度逐渐增加,熔深基本不变,熔宽和细晶区变宽,过热区变窄。
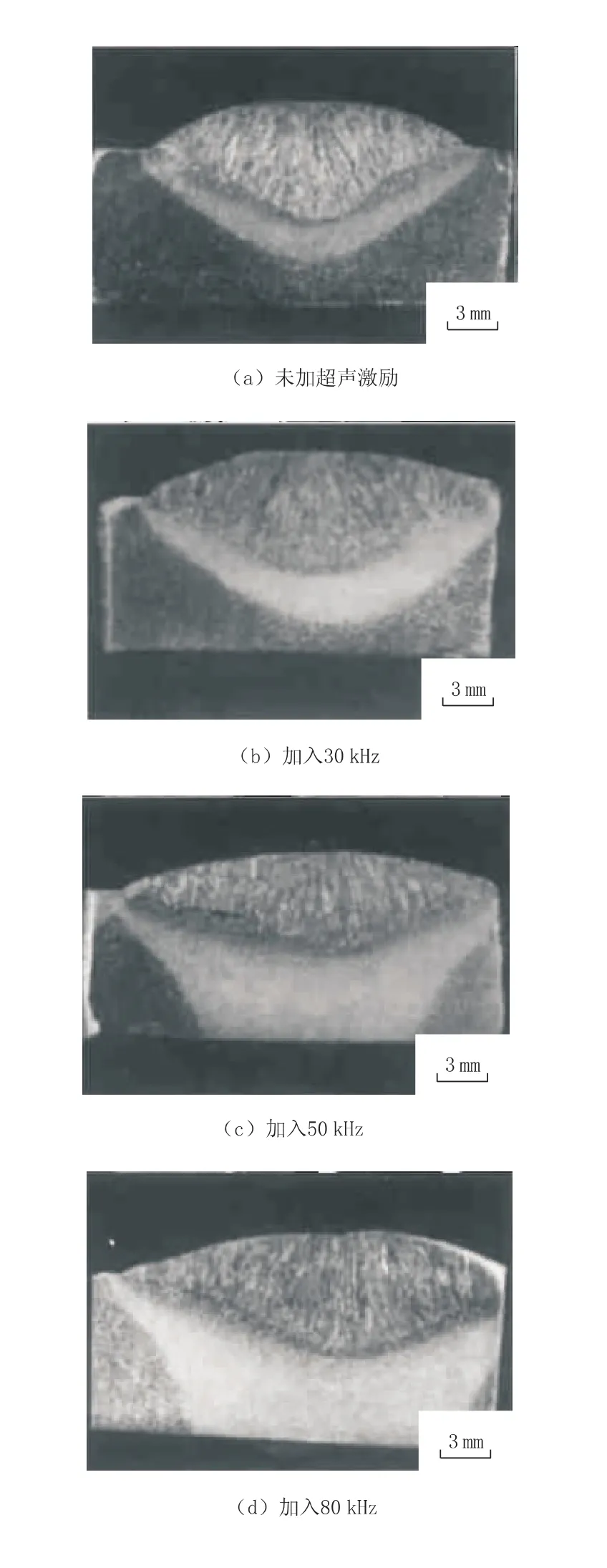
图3 不同频率下Q235A钢埋弧焊接接头宏观形貌
激励电流的存在会一定程度加大焊接电弧的热输入,通常随着热输入的增加,会使熔深和熔宽增大,过热区变宽。但是相比焊接电流而言,激励电流所产生的热效应可以忽略。因此,熔深基本保持不变。随着超声频率的增加出现熔宽变大的现象是因为电弧超声的振动搅拌作用,使熔池液态金属更加有利于向外铺展,因而表现为熔宽增大。过热区宽度变窄,是因为超声波产生的高频振动加速了热影响区的热传导,使得过热区处于较高温度区间的时间逐渐变短。通过定量金相技术测得正火区的晶粒尺寸约为2 μm,而过热区的晶粒尺寸约为10 μm,晶粒粗大的过热区是焊缝的薄弱环节之一,电弧超声能够使得过热区变窄,这对提高焊接接头的力学性能具有很大的意义[6]。
电弧超声在焊接接头的热影响区起到的主要作用是热传导[5]。当超声波通过母材时,母材中会产生压缩和膨胀,从而引起物质密度的周期性变化。在压缩区域母材体积变小,导致温度升高;在膨胀区域母材体积增大,导致温度降低。此时,相邻的压缩区域和膨胀区域之间会产生温度梯度,从而引起母材中一部分热量从温度较高的部分流向温度较低的区域中去,加速了热量的交换,从而改变近缝区的温度分布,增大了焊接热影响区。在此过程中,超声波能量要通过电子转移给晶格系统,相当于把声波的机械能转化成热传导中的热能。由于熔池形状的影响,超声振动在与电弧轴线垂直的方向上振幅最大,超声的导热效应最强,因而焊接热影响区最深。从熔池线中心向两侧,超声振动振幅变小,超声的导热效应减弱,因而焊接热影响区变浅。在脉冲电流占空比恒定时,频率愈高,超声振动愈强,导热效应愈明显。所以,高频时焊接热影响区的横截面呈指数状,表现出与电弧力场的相似性。
2.2 对焊缝及熔合区金相组织的影响
超声振动对改善熔池一次结晶、消除气孔、夹杂和结晶裂纹比低频机械振动更为有效。根据有关研究结果,认为超声振动可使焊接熔池中正在结晶的金属承受拉压交替的应力,形成一种强大的冲击波,可以有足够的能量破坏成长着的晶粒,增多结晶中心,改变结晶形态,细化晶粒[3]。
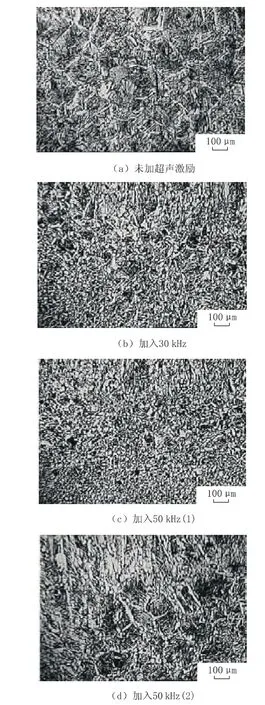
图4 不同频率电弧超声作用下Q235A钢焊缝熔合区金相组织
不同频率电弧超声作用下Q235A钢焊缝熔合区金相组织如图4所示[6]。在Q235A钢焊条电弧焊 (SMAW)试验中,对焊缝金相组织的进一步观察发现,焊缝区的组织仍为柱状晶,均由沿奥氏体晶界析出的片状铁素体和柱晶内的针状铁素体组成,但与常规SMAW焊缝比较,电弧超声作用下的焊缝组织得到细化,分布更加均匀。在试验所采用的较大焊接规范作用下,常规SMAW焊缝熔合区组织呈现晶粒粗大的魏氏体组织,如图4(a)所示。 在不同频率的电弧超声作用下,熔池中部对应的熔合线附近的组织得到明显的细化,几乎看不到粗大的先共析体组织,如图4(b)和图4(c)所示。电弧超声能够细化熔合区的组织,是因为熔合区在焊接过程中为固液共存区,而超声在不同的物性界面上具有较强的振荡,此处超声的机械搅拌作用较强,超声的高频振动及辐射压力可以在熔合线附近的熔融金属中形成有效的搅动与流动,并破坏固液界面的附面层,增加结晶形核率,进而细化其组织。而在接近焊趾的熔合线附近,仍有较粗大的魏氏组织,如图4(d)所示,这种现象是由超声波的指向性造成的。电弧作为一种电声换能器,和其他声源一样,产生的超声波具有一定的指向性,在接近焊趾区域超声波的作用较弱。
电弧超声在熔池中主要起传质和对流传热作用[9-10]。电弧超声对固液界面和流动熔体的扰动,使滞流边界层和层流内层发生形变、位移和湍动,并穿过界层而扩展到流体主体中,引起滞流厚度的减少,因此是一个传质过程,同时强化了对流传热的导热作用。
在09MnNiDR低温钢埋弧焊接试验中,用金相显微镜观察焊缝的金相组织,焊接热输入为20 kJ/cm时,不同频率电弧超声作用下09MnNiDR钢的焊缝显微组织如图5所示[2]。从图5可以看出,宏观组织都是柱状晶,但柱状晶尺寸由未加超声时的约70 μm下降到电弧超声作用下的40 μm,晶粒明显细化。从微观组织上看,未加超声时,粗大的片状先共析铁素体沿着柱状晶的晶界析出,晶内为块状分布的铁素体和珠光体。在电弧超声作用下,先共析铁素体的层片变薄,且出现了较多的针状铁素体。由于针状铁素体可以阻碍裂纹的扩展,因此有利于提高焊缝的韧性。
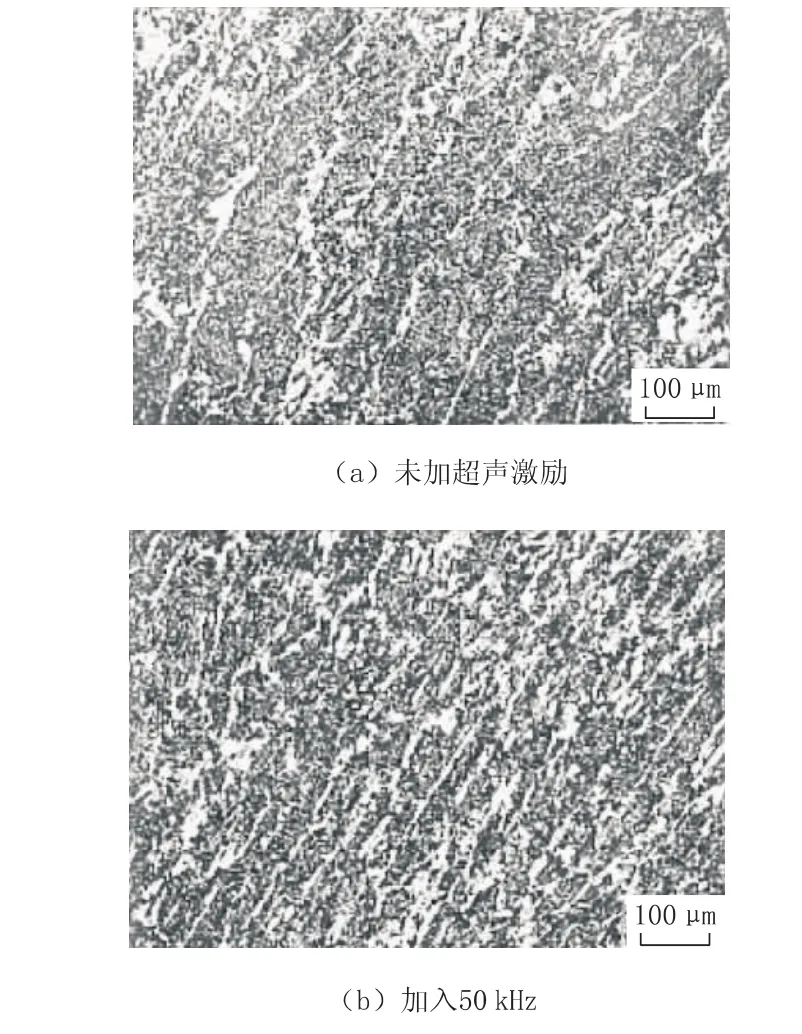
图5 不同频率电弧超声作用下09MnNiDR钢焊缝区显微组织(焊接热输入20 kJ/cm)
2.3 对粗晶区金相组织的影响
电弧超声对焊缝组织的影响更明显的体现在热影响区的粗晶区,熔合线附近的粗晶组织在电弧超声作用下得到明显的细化[2]。焊接热输入值为20 kJ/cm时,不同频率电弧超声作用下09MnNiDR低温钢热影响区中粗晶区的金相显微组织如图6所示[2]。同样可以看出,超声能量的引入,抑制了原始奥氏体晶粒的长大。加入超声后,粗晶晶粒由100 μm下降到了约50 μm。
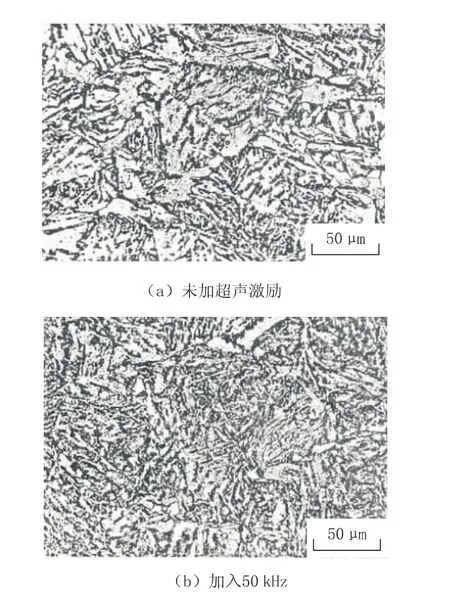
图6 不同频率电弧超声作用下09MnNiDR钢粗晶区显微组织(焊接热输入20 kJ/cm)
2.4 对细晶区金相组织的影响
通过SEM观察,发现在电弧超声的作用下,图3中对应Q235A钢热影响区细晶区(白色区域)组织也得到了较大程度的细化,如图7所示[6],晶界处的白色渗碳体组织聚集度更高。一方面可能是由于超声波加速热传导,使得正火区组织处于各温度区间的时间有所不同,另一方面由于超声波的传播使得高温中正在长大的奥氏体受迫形成的微幅振动抑制了晶体的进一步长大。同时这种晶粒的微幅振动使得晶界处的白色渗碳体进一步聚集。
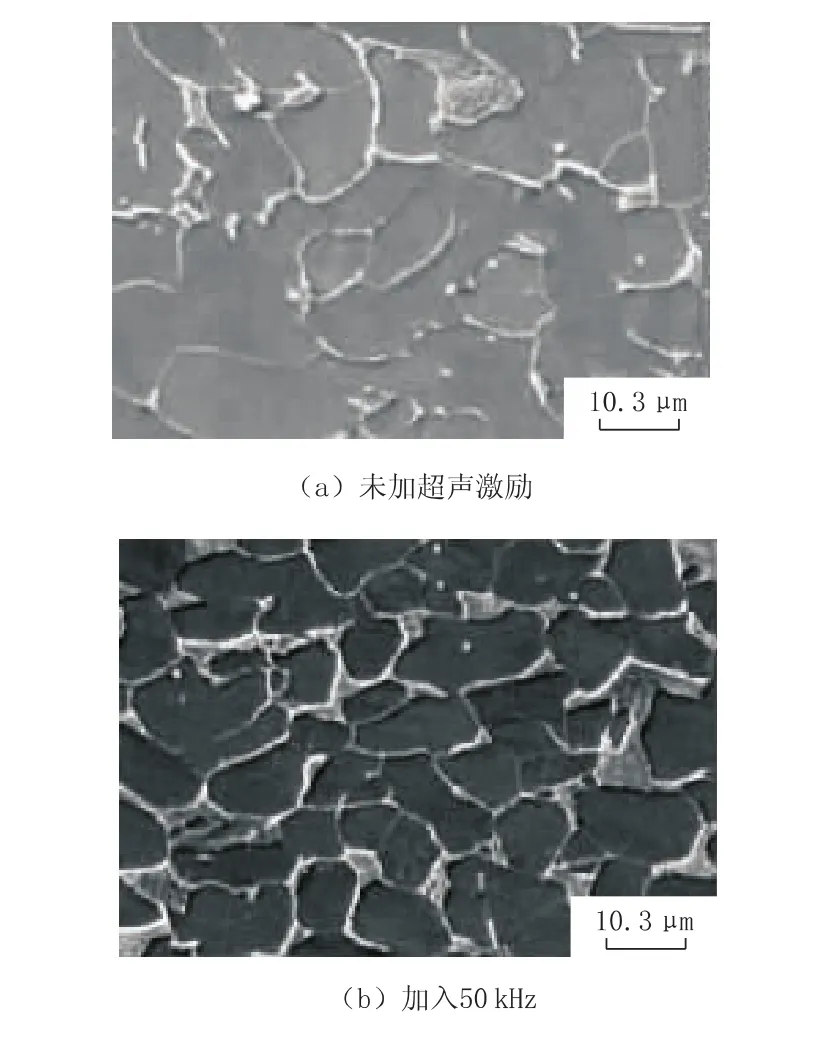
图7 不同频率电弧超声作用下Q235A钢细晶区组织的SEM照片
3 电弧超声对焊接接头力学性能的影响
3.1 对焊接接头硬度的影响
对Q235A钢埋弧焊焊接接头进行硬度测试,结果表明,不同频率的电弧超声激励都在一定程度上降低了焊接接头的淬硬倾向,并且频率越高,效果越明显[5]。
3.2 焊接热输入和超声频率对焊接接头冲击韧性的影响
在电弧超声作用下,熔池的传热过程大大加强,使熔池在高温的停留时间减少,这不利于熔池中非金属夹杂物的上浮。同时,超声作用下焊缝区冷却速度过快会产生较大的应力,也容易导致焊缝中出现微裂纹。从这两个方面来看,加入电弧超声时,都应适当增加焊接热输入。为此,需要研究不同焊接热输入条件下电弧超声对接头冲击韧性的影响,以寻求电弧超声激励参数和焊接参数之间的最佳匹配。焊接热输入和超声频率对09MnNiDR钢焊接接头冲击韧性的影响如图8所示[2]。由图8(a)可见,未加超声时,热输入超过25 kJ/cm,焊接接头的冲击韧性明显下降。加入电弧超声后,随着热输入的增加,冲击韧性降低,但在50 kHz和100 kHz超声作用下,韧性降低不明显。尤其是50 kHz条件下,热输入从20~35 kJ/cm范围内变化时,焊缝区的冲击韧性值都能维持在35 J以上,并且由于夹杂的减少,数据的稳定性增加。当热输入继续增加,超过35 kJ/cm时,热输入增加导致的熔池过热占主导因素,因此所有激励频率下焊接接头的冲击韧性都明显下降。由图8(b)可见,超声作用下焊接接头冲击韧性的变化比较复杂,数据离散性较大。一方面是由于电弧超声对热影响区的作用机制(尤其是引起固态相变的机理)尚不清楚;另一方面,热影响区受焊缝形状等的影响,取样中误差也较大。但是可以看到,在50 kHz和100 kHz超声作用下,热影响区的冲击韧性仍有较好的表现。综合各方面因素,50 kHz是电弧超声改善低温钢焊接接头质量的最佳频率。
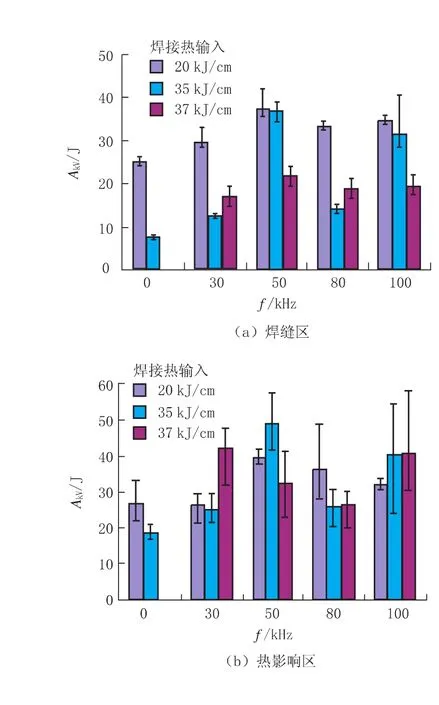
图8 焊接热输入和超声频率对09MnNiDR钢焊接接头冲击韧性的影响
3.3 对接接头低温冲击韧性的影响
对低温钢最关心的是其在低温下的冲击韧性。在09MnNiDR钢埋弧焊试验中,对未加入超声和加入50 kHz电弧超声条件下该钢焊缝的低温冲击性能进行了测定,试验温度-70℃,其焊缝冲击断口照片如图9所示[2]。未加入超声时,断口呈现出非常典型的解理断裂特征,其解理面尺寸约60 μm,近似于先共析铁素体的晶粒大小;加入50 kHz的电弧超声后,冲击断口出现了较典型的韧窝,部分区域塑性变形痕迹非常明显,焊缝由解理断裂转变为韧性断裂。试验证明,电弧超声还可降低焊接接头对焊接热输入的敏感性,提高生产效率,电弧超声是提高低温钢焊接接头性能的一种有效方法[2]。
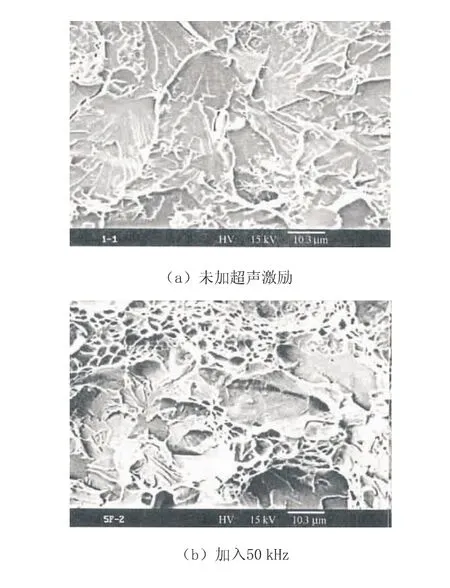
图9 不同频率电弧超声作用下09MnNiDR钢焊缝冲击断口SEM照片
在试验温度为-70℃、焊接热输入20 kJ/cm条件下,09MnNiDR钢埋弧焊焊缝冲击试验结果如图10所示[2]。由图10可以看出,在电弧超声作用下,焊缝区的冲击韧性有所提高,其中在50 kHz超声作用下,冲击韧性提高了48%。80 kHz和100 kHz超声时,冲击韧性提高也比较明显,且数据离散性不大。电弧超声对热影响区冲击韧性的影响则比较复杂。在30 kHz时,热影响区冲击韧性反而略有下降,在50 kHz时达到峰值,提高了46%,80 kHz和100 kHz时也有明显提高,但数据离散性较大,尤其是80 kHz时波动范围达到了21 J。根据JB 4708—2000《钢制压力容器焊接工艺评定》的规定,未加超声和加入30 kHz超声激励时,焊接接头的冲击韧性不合格,在其他频率下,冲击韧性合格。
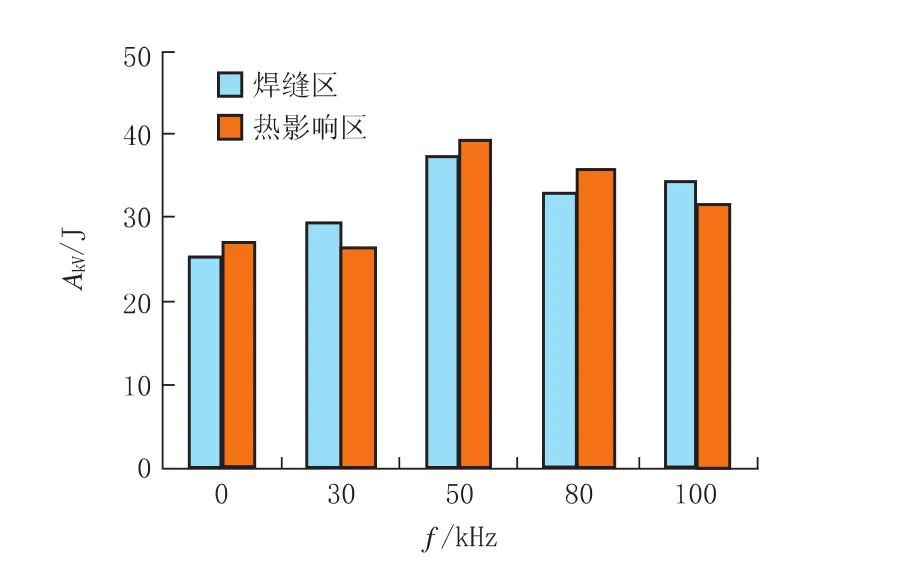
图10 不同频率电弧超声对09MnNiDR钢焊接接头低温冲击韧性的影响
4 结 论
(1)不同频率的超声激励信号对焊缝宏观形貌有显著影响,电弧超声显著加快焊接热传导,随着激励频率的增加,粗晶区宽度减小,细晶区宽度增大。
(2)在各种焊接方法中,电弧超声均可以明显细化焊缝及热影响区金相组织,并使焊缝区的组织分布更趋均匀化。
(3)电弧超声可以降低焊接接头对热输入的敏感性,并使焊接接头在较高的焊接热输入条件下仍能具有良好的冲击韧性,尤其可显著提高焊接接头的低温冲击韧性。
(4)电弧超声能够改善焊缝及其周围区域的残余应力分布,使其分布均匀,变化幅度减小。
[1]潘际銮,张人豪.新的焊接电弧控制法[J].焊接学报,1980(04):205-213.
[2]吴敏生,张雁军,季路明,等.电弧超声对09MnNiDR钢焊接接头冲击性能的影响[J].清华大学学报(自然科学版),2006,46(02):161-164.
[3]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1987.
[4]吴敏生,李路明,陈以方.一种用电弧激发超声波的方法[P].中国专利:CN1355081A,2002-06-26.
[5]张春雷,吴敏生.埋弧焊电弧超声激励及其热动力学效应[J].焊接,2003(08):8-12.
[6]何龙标,郝红伟,李路明,等.电弧超声对Q235A的SMAW焊缝组织和性能的影响[J].热加工工艺,2006,35(03):11-13.
[7]吴敏生,何龙标,李路明,等.电弧超声焊接技术[J].焊接学报,2005,26(06):40-44.
[8]吴敏生,段向阳,李路明,等.电弧超声的激发及其特性研究[J].清华大学学报,1999,39(06):110-112.
[9]张春雷.电弧超声激发原理及其对焊接接头质量影响的研究[D].北京:清华大学,2001.
[10]张玉玲,潘际炎.低温对钢材及其构件性能影响研究综述[J].中国铁道科学,2003,24(02):89-96.
猜你喜欢
智能建筑电气技术(2022年2期)2022-02-06
粉末冶金技术(2021年3期)2021-07-28
制造技术与机床(2019年9期)2019-09-10
中国特种设备安全(2019年2期)2019-04-22
电子制作(2017年22期)2017-02-02
焊接(2016年10期)2016-02-27
焊接(2016年10期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年7期)2015-07-18