
电动管端坡口机在铬钼耐热钢管坡口加工中的应用
2014-01-23 05:52:45何文洲
焊管 2014年8期
何文洲
(中国石油锦西炼油化工总厂工程总公司,辽宁 葫芦岛125001)
0 前 言
由于铬钼耐热合金钢的淬硬倾向[1],其具有较大的焊接冷裂纹敏感性及一定的热裂纹与再热裂纹敏感性。为了保证焊接接头质量和运行的可靠性,规定坡口加工宜用机械方法,当条件不允许时采用火焰切割,应清除熔渣和氧化皮,并打磨去除影响焊接质量的淬硬层,以避免切割表面淬硬产生裂纹,其表面不得有裂纹、分层、夹渣等缺陷。经火焰切割的坡口表面必要时按JB4730进行磁粉或渗透检测,检测范围为坡口端部以内20 mm。
坡口表面质量直接影响焊接接头的质量[2],特别是铬钼耐热钢的淬硬倾向大,因此要严格控制坡口质量,为此坡口加工方法[3]就显得尤为重要。
1 管道坡口加工常用方法
管道坡口加工[4]经过长期的发展较为成熟,按照热切割和冷切割[5]方式可用火焰切割、等离子切割[6]、激光切割、机械切削等方式来加工坡口;按照行走方式[7]有手持割枪切割、爬行式半自动切割机、全自动电动坡口机以及复合功能自动坡口机[8]来加工坡口。手持割枪切割是早期的坡口加工方法,质量较差,焊接前仍需打磨,劳动强度大也不经济。火焰切割坡口维护方便、简单经济,但切割速度较慢还有可能导致热变形或者进行耐热钢切割时导致裂纹产生,精度不高,受风力影响较大,燃料污染环境,不环保。等离子切割设备应用较广[9],切割较快,比较环保,但是配套设备复杂,价格昂贵。爬行式坡口机往往采用钢带软轨道、磁性轮或者链条轨道,采用液压或气动驱动,在切割中不能及时关闭火焰,往往始点和终点难以重合,不仅修口的工作量大大增加,而且影响管口的焊接质量。通常采取事先划线、人工适时监控、行进中适当调整修正的补救措施才能完成坡口切割。
电动管端坡口机采用夹持方式或内胀定位方式实现自身在金属管子上的可靠固定,电机驱动刀头机械切割加工坡口,这种方法能避免坡口不平整和二次砂轮打磨加工,大大提高了坡口的加工效率。该坡口机能适应薄壁及厚壁管加工,结构小巧新颖,手提便携非常方便,而且工作力度强劲,各单机均具有相当大的加工管径适应范围,应用也越来越广泛。与其他坡口加工设备相比,具有高效、节能、环保、操作简单、使用方便等多项优点,并能大大降低工人的劳动强度,节约劳动力成本。
2 电动管端坡口机的应用
2013年1月,锦西石化公司焦化车间焦化炉F-1/3炉管发生泄漏进入紧急抢修,经鉴定辐射室部分炉管已严重腐蚀变形,需要更换9根炉管。原有辐射管及弯头材质为1Cr5Mo,规格为φ127 mm×10 mm,长度15 m,新更换炉管材质为1Cr9Mo,须更换10个180°弯头和 9根接长辐射管,焊接29道口才能完成抢修任务。该抢修不但时间紧,天气寒冷,作业面狭窄,施焊难度大,而且高铬钼耐热合金钢管焊接工艺复杂,难度大,为保证焊接顺利进行,并满足焊接接头的最终性能要求,必须选择正确的焊接工艺,包括焊接方法、焊接材料、焊前预热及层间温度的控制、焊后热处理以及焊接线能量的确定等。
耐热钢管焊接要避免焊接冷裂纹和再热裂纹等问题,焊接质量的好坏将直接影响到装置的顺利开车和平稳运行,坡口的处理将直接影响焊接质量,因此管子坡口的加工显得尤为重要。焊缝的坡口为 Y 形坡口, α=55°~65°, 钝边 1~3 mm。为保证焊接质量,炉管的坡口加工采用机械加工方法,避免火焰切割加工坡口需要进行二次砂轮修磨、后热及表面检测等。现场采用等离子切割管线,并首次使用电动管端坡口机加工坡口。
电动管端坡口机型号是DGPJ150,交流电压220 V,功率1.1 kW,刀具转速48 r/min,坡口加工适应管径范围为80~150 mm,钢管内径与顶块厚度对应关系见表1。该坡口机为内胀式结构,自定管子中心,胀紧速度快,DGPJ150型电动管端坡口机的结构如图1所示。
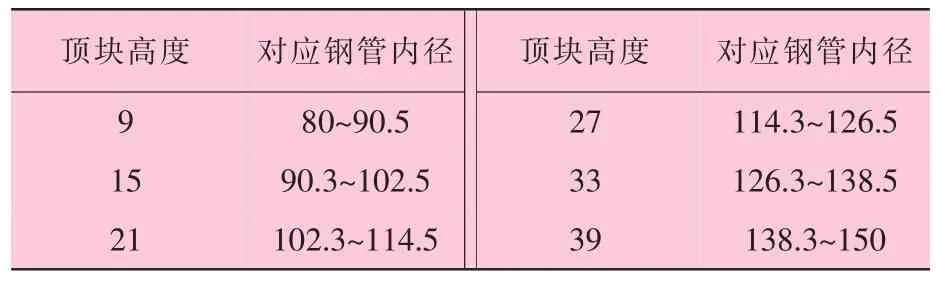
表1 钢管内径与顶块厚度对应关系 mm

图1 DGPJ150型电动管端坡口机结构图
首先根据钢管型号选择所需要的胀紧顶块,安装在坡口切割机的胀紧块位置,再根据坡口形状和角度选择0°~37°相应刀具安装在刀盘的刀架上,将坡口切割机胀紧机构放进所加工的管子上,与管子端面垂直,保证刀头与管端临切,调整胀紧块使管子坡口切割机与管子紧固成一体,自动校正圆心。通过电机驱动,平稳切割坡口。
为提高加工效率,加工坡口之前应把管子摆成一排,在装夹坡口机时管子下方流出一定空间使得刀头能自由旋转,装夹完成后,调整好刀具就可以开始切割坡口,φ127 mm×10 mm的管口从装夹到切割完成为4 min左右,切割完成后坡口效果如图2所示,平整光亮,无毛刺,可直接组对。

图2 采用电动管端坡口机加工的坡口外观
电动管端坡口机简便高效地完成了焦化车间抢修铬钼耐热钢1Cr9Mo炉管的坡口加工,坡口机工作时超强自锁芯轴卡于管道内,不打滑,不震颤,不弯曲变形,为焊接质量提供了保证,避免了火焰切割处理不当留下质量隐患,使得29道焊缝的一次合格率100%。电动管端坡口机加工坡口速度快,质量好,无噪音,缩短了抢修时间,节省人力,降低劳动强度,创造了一定的经济效益。
3 技术应用展望
电动管端坡口机可同时进行切割和坡口加工两道工序,自动进刀设计,切削量可微调,坡口角度0°~45°任选,适用V形和U形等焊缝坡口形式,不影响管道材质。目前市场上采用的机械切削加工方法的电动管端坡口机有DJ系列和ISY系列等,每种型号均可通过更换不同尺寸的胀紧块,在机型适用的范围内对任何管径管子进行坡口作业,可用于现场施工中对管口端部在焊接前平头倒外、内坡口作业。快速稳定的装夹并冷作完成碳钢、不锈钢、合金钢、铸铁等不同材质钢管焊接时所需的多种端面形状坡口作业。
石油化工装置管道安装、技改及检修作业是易燃、易爆的高危施工现场,作业点多,施工范围广,施工环境复杂,用电动管端坡口机进行管端坡口加工若采用直流电机和便携式锂离子[10-11]电源可大大方便施工人员,并节省施工用电缆,避免火焰切割二次污染,省时高效,经济环保。
4 结 语
在管道安装中,根据工艺及质量要求,需对其端面进行各种形式的坡口加工。电动管端坡口机可广泛适用于石油、化工、水气输送、锅炉等多行业的管道施工和维修。整机便携式的设计,能实现室内、野外任何施工场所进行管子坡口作业,而且环保安全,可用于碳钢、合金钢以及不锈钢的管道坡口加工,免除二次打磨加工,省时高效,可以推广应用。
[1]SH/T 3520—2004,石油化工铬钼耐热钢焊接规程[S].
[2]周立,颜廷学,李传剑.高速重载切管坡口机在P91管道现场安装及检修中的应用[J].管道技术与设备,2005(01):43-44.
[3]王俊.管道坡口机高效加工坡口的方法[J].机械工程师,2013(03) :136-138.
[4]李祖权,胡筱茹.坡口加工机及其使用[J].焊接技术,2001,30(03):35-36.
[5]朱家诚,袁胜利,蒋正龙,等.管道自动坡口机的研究与设计[J].机械设计与制造,2013(04):24-26.
[6]王耀华,刘万中,杨久荣.不锈钢管道坡口加工新方法[J].石油工程建设,2006,32(06):78-79.
[7]弓海霞,房晓明,孟庆新.管道坡口机技术现状及其发展趋势[J].机床与液压,2004(12):1-3.
[8]吴焱明,胡鑫,王磊,等.智能控制系统在大管径管接头坡口加工中的应用[J].机床与液压,2013, 41(09):105-107.
[9]石燕飞,周方敏 ,陈丽霞,等.离子切割机在某水电站机电安装中的应用[J].小水电,2011(05):24-25.
[10]杨继光,马丽娟,陈巍.电池技术的发展及展望[J].宁夏工程技术,2003,2(03):287-293.
[11]钱良国,郝永超,肖亚玲.锂离子等新型动力蓄电池成组应用技术和设备研究最新进展[J].机械工程学报,2009,45(02):1-11.
猜你喜欢
中国特种设备安全(2021年1期)2021-07-21 08:56:56
焊管(2020年10期)2021-01-29 08:01:00
中国特种设备安全(2020年11期)2020-06-09 09:15:12
中国新技术新产品(2018年21期)2018-01-05 11:07:36
设备管理与维修(2016年7期)2016-04-23 06:51:54
重型机械(2016年1期)2016-03-01 03:42:03
石油化工建设(2016年4期)2016-02-27 15:03:17
石油化工建设(2015年1期)2015-12-01 04:16:36
小天使·二年级语数英综合(2015年4期)2015-04-20 11:45:04
幼儿智力世界(2014年5期)2014-06-18 03:09:30
