
“饲料质量控制与加工工艺”
——现代水产饲料加工质量控制要点与加工工艺发展趋势
2014-01-21 12:12■曹康
饲料工业 2014年4期
■曹 康
(上海易普工贸有限公司,上海201600)
(上接第3期)
①其主要创新点在于,将高黏度物料混合与螺杆挤压机组合使用,解决均匀混合与连续卸料问题。采用σ双混合桨叶和单、双螺杆挤压输送组合结构,满足各类高黏度原料揉合和挤出,σ双混合桨叶转子与挤出螺杆采用相切或重叠的布置运行,具有混合特性好、生产效率高的特点。
②工艺效果明显:使用σ捏合式螺杆挤压机可以提高生产效率,可以根据客户的需要生产不同的粒形,设备的外部可以配置加热保温措施。
③主要局限性在于σ捏合式螺杆挤压机主要用于高黏度物料,对于普通和特种水产饲料生产而言,黏度与面粉等食品相比要低得多,不能直接应用于饲料工业。
④启示:在现代饲料工业生产中,特别在特种水产饲料生产过程中调质不充分,影响生产质量和稳定性等问题时有发生。尤其在生产虾饲料、膨化水产饲料,由于调质过程揉合不够充分,出现结团现象,造成生产不稳定和出现花料等现象。如何结合σ捏合式螺杆挤压机工作原理,强化特种水产饲料调质过程的充分混合与揉合作用具有现实意义,是现代饲料加工品质改良技术研究方向之一。
典型SEM系列捏合式螺杆挤压机主要技术参数见表8。

表8 典型SEM系列捏合式螺杆挤压机主要技术参数
3.2.4 真空喷涂工艺
真空喷涂与常规的液体喷涂相比,该技术首先保证了液体喷涂的准确性和均匀性;在不影响产品质量即稳定性的前提下,大幅度增加液体的添加量。其首先应用于高能量的水产饲料生产,经蒸煮挤出的颗粒油脂液体添加量可超过30%;由于油脂渗入颗粒内部,对于水产饲料来说,在水中减少了油脂从颗粒内部的析出,减少了油脂对水面的污染。另外,由于油脂留在颗粒内部,阻止了水分进入,可以起到隔湿防潮作用,保持颗粒的干燥,有利于保存;真空喷涂设备还可添加粉末,在真空喷涂之前先将微量成分加入混合室与颗粒混合,然后再进行真空喷涂。挤压、制粒成形颗粒饲料的真空喷涂过程见图31,典型真空混合机不同液体添加比例工作时间排序见表9。
Dinnissen公司VC和A&G公司系列双轴桨叶式真空喷涂混合机外形结构与系统组成见图32,Dinnissen公司VC系列双轴桨叶式真空喷涂混合机安装现场与系统工艺流程见图33。
3.2.5 干燥工艺
目前国内外在饲料加工中应用较为广泛的干燥机有连续输送卧式干燥机、间歇式立式干燥机和流化床干燥机三种机型。


图31 挤压、制粒成形颗粒的真空喷涂过程
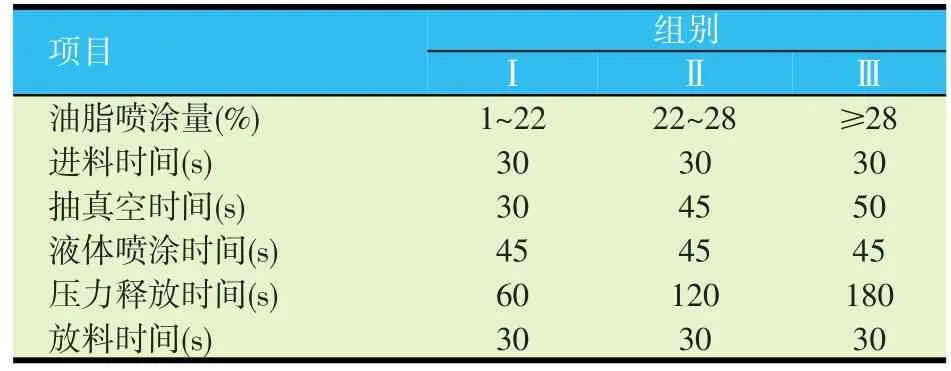
表9 典型真空混合机不同液体添加比例工作时间排序

图32 Dinnissen公司VC和A&G公司系列真空混合机结构与系统组成


图33 Dinnissen公司真空喷涂系统安装现场与系统工艺流程
3.2.5.1 影响干燥工艺的主要变量及因素
影响干燥工艺的主要变量及因素:主要有操作温度(在产品允许的范围内尽可能高、并且要均匀),空气湿度(尽可能干燥的空气,但不能降低整个系统的效率),空气分布(均匀分布),干燥时间(适当的干燥时间),产品分布(均匀的料层厚度),产品的种类和品质(物理及化学性能、形状和尺寸、产品成分、脂肪含量、粘接的状态、体积密度),空气流量和气流速度、气流的相对湿度和流向(上、下、横)等。
影响干燥效率的因素:主要是干燥器的结构,室内空气的质量,循环风的利用,新补充空气的来源,产品的分布,干燥时间和加热空气的速度(干燥风速)等。典型的干燥周期见图34,典型Aeroglide干燥机烘干曲线见图35。

图34 典型的干燥周期

图35 水产饲料典型烘干曲线(Aeroglide)
3.2.5.2 注重能量管理
据有关报道,膨化挤压制粒能量消耗比例为膨化蒸汽能量38%、液体能量2%、干燥机空气能量60%。膨化饲料生产过程电能消耗比例为粉碎28%、膨化28%、干燥13%、其它31%。
膨化颗粒饲料与硬颗粒干燥机的能量管理方面的研究,在国外已引起广泛重视,而在国内没有发现相关的研究报告。能量管理主要从三个方面进行研究,一方面从干燥机设计方面充分考虑能源效率;第二方面采用变频等自动实时监控节能技术;第三方面则从干燥机热交换排出空气中充分回收着手。
据丹麦GRAINTEC A/S公司介绍,对于10 t/h干燥机采用不同的能量回收方法,每年相当于节约电量(700~1 600)×1 000(kW·h)(排气热量75%回收),典型回收装置见图36(a);对于1 t/h干燥器使用回收装置,每年相当于节约电量(200~300)×1 000(kW·h),回收装置见图36(b)。

图36 干燥机采用排气能量利用工艺与装置
由此可见,系统分析干燥器的特性参数研究,从干燥机热交换排出空气中充分回收能量具有明显的节能经济效果。实现实时在线、动态监控与操作参数优化,是我国科技工作者未来对干燥机研究的方向(主要内容见图37)。

图37 未来干燥器主要研究的内容与要点
3.3 数字化管理技术
数字化是饲料企业活动的全面信息化,是现代精细化管理和精益生产等现代企业管理的基础。
它的概念模型是一个在笛卡尔坐标系中的球体,如图38所示。从图中可见,X坐标:物料的加工制造即物质形态的增值过程。从原料到产品,包括供应链管理(SCM)和客户关系管理(CRM)。Y坐标:企业的生产组织管理,从企业资源计划(ERP)到制造执行系统(MES)和工作地的信息化。Z坐标:从新产品快速开发(C 3 P、RP VR)到产品生命周期管理(PLM)。围绕这个球体是买方。

图38 数字企业的概念模型
3.3.1 颗粒压制机
影响颗粒饲料生产的相关制约因素很多,如原料品种的变化、蒸汽的质量、液体添加比例、调质程度、颗粒机的工况、饲料成品的质量等,而且大量的参数是非线性的。凭经验、依赖人工调节颗粒机的工艺参数,很难达到最佳工作状态。
①使用自动控制装置,旨在提高产量、改善颗粒质量、延长压模和压辊的使用寿命、降低劳动成本和生产成本。其主要控制要点如下:
自动喂料控制、控制主电机峰值电流、确保主机运转平稳;调节蒸汽流量,确保调质温度、压力和水分最佳;根据物料流量的大小,自动调节添加液体比例;根据颗粒的质量和能耗关系,调整和控制产量;设备发生转速降低及调质器运转故障,发出声、光信息,并自动执行;配套颗粒耐久性测定仪,提供的预测信息自动调节流量和温度等参数;具备在线生产运行参数的存储、传输功能,并能迅速记录最佳重复性生产的各种要素分析、优化、执行;实现远程数据传输、远程监控与远程操作;具备电机和主轴承温度监控系统,发现异常声、光报警功能;具备自动润滑系统,根据控制参数的变化和设定规则自动执行;具备压辊的转速监控功能,根据转速的变化自动调控;能配备环模外液体喷涂自动控制装置,根据喂料流量的变化,自动调控喷涂量;能配备冷却器工艺参数的自动调控功能,根据颗粒的品种、粒度、水分、温度等参数,调节冷却速度、风量等;配置压辊自动调间隙装置、环模快速装拆机构。
②影响饲料产品质量的因素及其不确定性。传统的建模方法很难对不确定的非线性对象进行建模,在颗粒饲料生产中,为保证颗粒饲料的质量,事先对加工中的饲料品质作出预测是很有必要的。如果能建立饲料制粒系统智能控制数学模型,那么将制粒系统参数输入模型中,即可预测得到颗粒饲料质量。如果颗粒饲料质量满足要求,则制粒系统参数维持不变即可;如果颗粒质量不能满足要求,则调整制粒系统参数,并预测出颗粒饲料质量,直至系统参数调整到最佳,这无疑会极大改善颗粒饲料产品质量。国内有关学者和企业已在研究《径向基神经网络颗粒饲料制粒系统智能控制模型》、《预估控制器在制粒机大时滞、非线性控制系统中的应用》方面取得一定的进展。未来的颗粒压制机自动控制系统趋于全方位智能、精准、数字化控制的方向发展。传统颗粒压制机主要控制原理见图39。
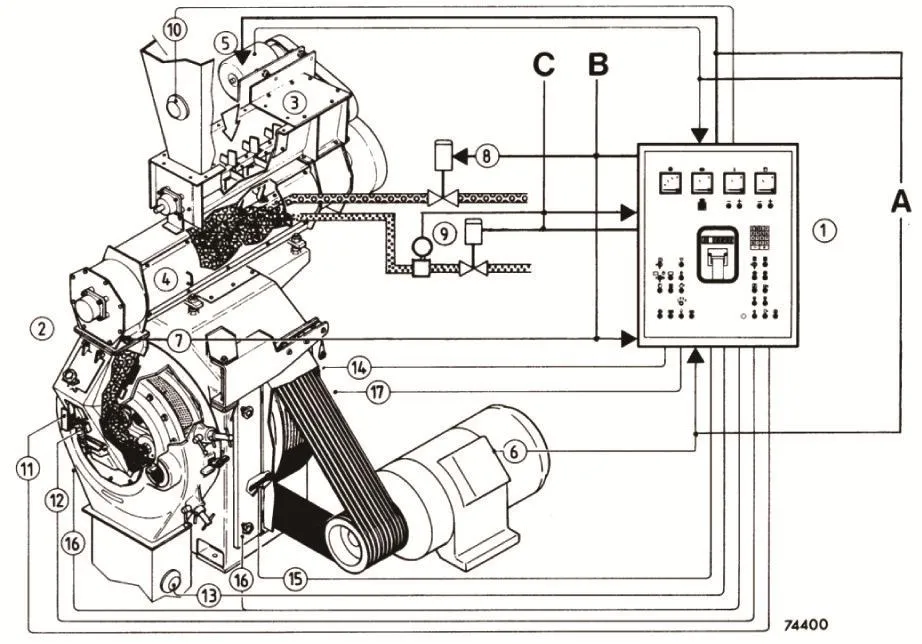
图39 传统颗粒压制机自动控制原理(资料来源于Bühler)
3.3.2 螺旋挤压机
3.3.2.1 螺旋挤压机控制要点
通过螺旋挤压工艺生产过程中原料和硬件的控制,使产品符合外形、膨胀(纵向和横向)、密度、水分、表面粗糙度、硬度、易碎性、吸收脂肪能力、淀粉糊化程度、氮可溶性指数、吸水率、水吸收指数、水可溶性指数、水中漂浮性、对氧化的稳定性和微细结构(扫描电镜、荧光显微镜或光学显微镜)等方面的质量要求,确保工艺的稳定性和安全性。挤压工艺的特点是在物体、能量和动量传递之间强烈的相互作用,并伴有复杂的物理化学变化,这些变化将影响到最终产品的特性。典型挤压机的熟化系统的复杂性见图40。
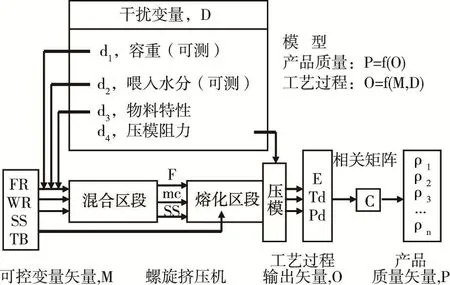
图40 典型挤压熟化系统的复杂性(谢富弘,1999)
3.3.2.2 螺旋挤压机的控制方法
目前,我国螺旋挤压机自动控制方式,仅停留在生产过程设备运行的监控和单机设备的控制,解决了系统生产的自动化和部分变量的智能控制问题。
主要控制方法有传统控制方法(如PID),基于模型的控制方法(如NN,SVM),基于经验的控制方法(如基于启发式规则)等。周春景(2012)报道,基于模糊经验的控制方法:将高等级操作人员的经验抽象成为有限数量的模糊表达式固化到主控器中,使主控制器成为一个简化的“人脑”,若这个人脑能包含开膨化机所需的大多数知识,则它能够代替人来控制膨化机。
其中,基于FIX工业组态软件的膨化系统实现了膨化工艺的可视化控制。利用传感器可对螺旋挤压机进行现场检测,采用反馈控制系统,由计算机自动调整螺旋挤压机的相关工作参数。可由操作员预先设定各种工作参数,具有配方储存、报表打印、报警、工作参数动态显示和记录功能。该系统还可同时控制螺旋挤压机、干燥机和冷却器等,可同时对多种液体和多路蒸汽实现控制。
3.3.3 现代饲料加工管理数字化
饲料企业数字化管理系统包括:生产流、物流、资金流、贸易、人力资源和决策支持系统等集成系统或独立系统。
3.3.3.1 SAP-IT总体应用架构
SAP-IT总体应用架构系统共分为五个层级,即一级系统(设备控制)、二级系统(过程控制)、三级系统(车间级管理系统)、四级系统(企业级管理系统——ERP)和五级系统(企业间管理系统及决策支持系统)。五个层级系统SAP-IT总体应用架构见图41。

图41 SAP-IT总体应用架构(五个层级系统)
3.3.3.2 WinCoS模块化控制系统
WinCoS模块化控制系统(资料来源于Bühler公司)由设备级、控制级、运营级和企业资源规划(ERP)级四个层级的管理系统(见图42)。系统结合完整自动化控制技术、系统管理软件和强大的数据库等资源系统,实现数字化饲料厂自动监控管理。

图42 WinCoS控制模块四个层级系统
在饲料工业中应用较为广泛的系统模块有:WinCoS.2工厂控制系统、WinCoS能源管理系统、WinCoS产品追溯管理系统、WinCoS.C@re设备保养管理系统、WinP@ck MEAN秤控制器管理系统等,可以独立或组合模块应用。
①WinCoS.2工厂控制系统组成
WinCoS.r2工厂控制系统是集加工技术和自动化于一体的生产过程控制系统,可满足饲料加工企业的实际需要(系统功能全面),可兼容所有常用接口。系统具有集成式MES功能(制造执行系统)可对连续和间歇生产过程进行控制和监测。
WinCoS控制基本功能见图43,基本报表与数据管理见图44。
②创新的安全数据管理
作为数据管理的一部分,WinCoS.r2通过最先进的通讯技术实现简单顺畅的连接。通过这种方式,它可以在更大的加工厂的IT环境中实现平稳协调的集成。
③模块化设计扩展灵活
WinCoS.r2采用模块化设计,因此可随具体运行要求而发展。这样可通过新技术和模块确保灵活的无缝集成与扩展。
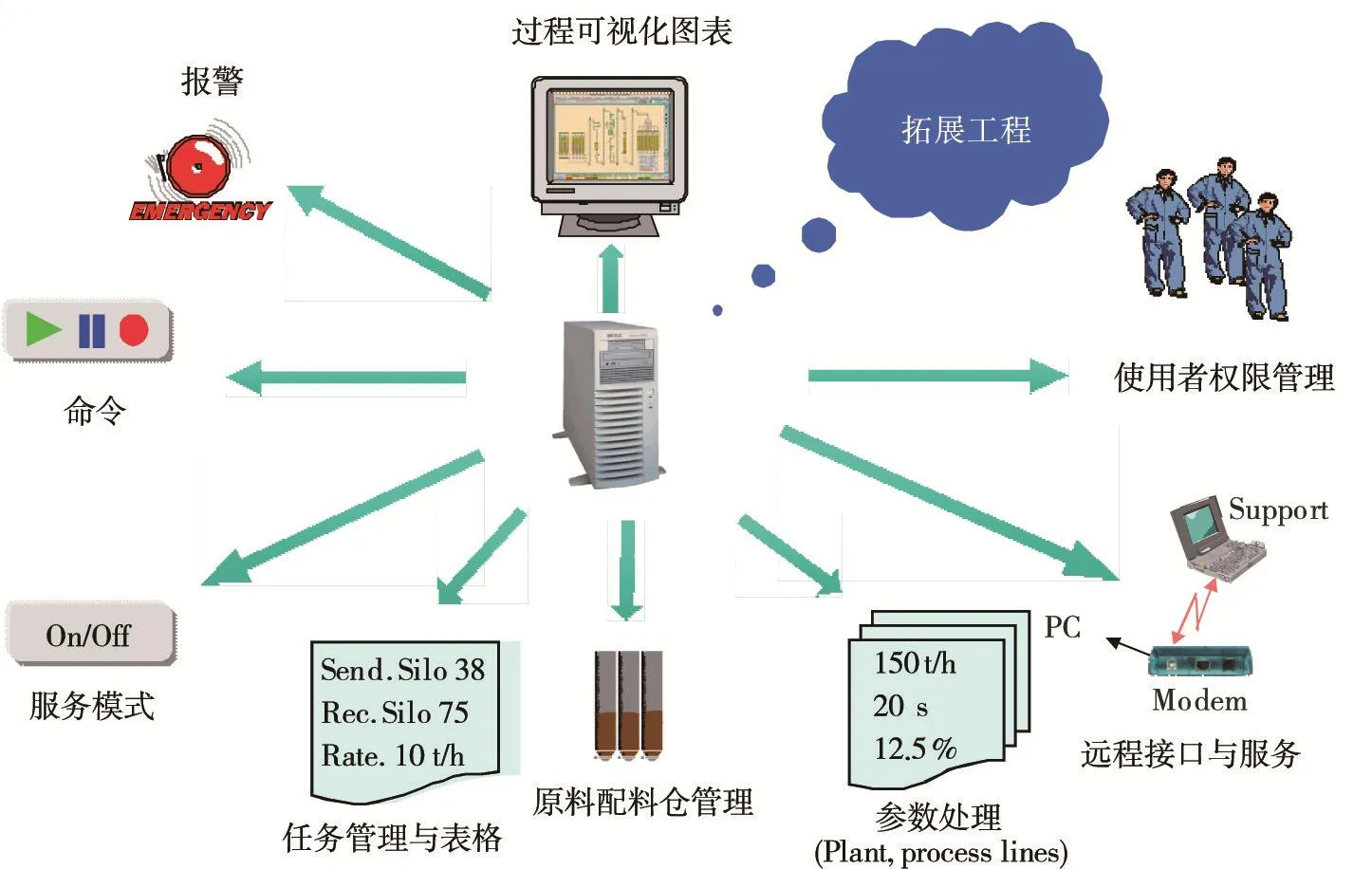
图43 WinCoS控制基本功能

图44 WinCoS控制基本报表与数据管理
④完全可追溯性
由于采用详细特征数据,因此可完整记录产品质量和关键生产数据,从而实现完全可追溯性;一旦发生偏差,可立即采取追溯行动。
⑤操作方便生产高效
WinCoS.r2的操作简单明了,它采用以功能为导向的用户概念加以强化,可一目了然地显示所有生产信息。通过最佳作业控制和特征生产数据来提高产量、优化生产效率,从而达到大幅度提高生产力的目的。通过WinCoS.r2简单可靠的操作即可确保实现这一点。
4 现代饲料加工专家系统建立
随着现代饲料加工工程技术的快速发展,工艺和管理技术逐步趋于成熟,对从业人员饲料加工专业技术知识要求越来越高,饲料机械的故障诊断以及管理已成为影响饲料加工企业生产效益的重要因素之一。如何建立饲料工艺与设备专家系统,实现人类专家(他们用“知识获取模型”与专家系统进行人机对话)和人类用户(他们用“咨询模型”与专家系统进行人机对话)之间的媒介,具有较高的现实意义。通过不断的知识积累数据和优化,最终实现在线自动智能控制。
导致机械故障的因素是相当复杂的,同一故障现象其原因多达十几种,而且涉及的面也是十分广泛和综合交错的,要准确而迅速地诊断出故障,要求诊断人员必须熟悉设备构造及其工作原理,具备一定的操作技能和实践经验。专家系统实际上就是在计算机上实现领域专家的模仿物来解决那些需要杰出人物的专门知识才能解决的高难度问题。饲料机械故障诊断专家系统就是运用专家系统技术,收集和传播领域专家的经验和知识,模仿专家的推理能力,为用户提供“专家”咨询的工艺、设备管理创新工具。
专家系统作为人工智能应用研究的课题之一在各个领域得到广泛应用,但也存在一些突出问题限制了其进一步的发展。
专家系统通常由人机交互界面、知识库、推理机、解释器、综合数据库、知识获取等6个部分构成,基本结构如图45所示(其中箭头方向为数据流动的方向)。
近年来专家系统技术逐渐成熟,广泛应用在工程、科学、医药、军事、商业等方面,而且成果相当丰硕,甚至在某些应用领域,还超过人类专家的智能与判断。其功能应用领域概括有:解释(Interpretation)、预测(Prediction)、诊断(Diagnosis)、故障排除(Fault Isolation)、设计(Design)、规划(Planning)、监督(Monitoring)、除错(Debugging)、修理(Repair)、行程安排(Scheduling)、教学(Instruction)、控制(Control)、分析(Analysis)、维护(Maintenance)、架构设计(Configuration)、校准(Targeting)。

图45 专家系统结构组成
完全实现新型专家系统这些特征并非一个短期任务,这就要求我们在现有成果的基础上不断研究完善专家系统,使其在自我学习能力和处理复杂事件等方面有所突破,其应用前景必将十分广阔。
5 小结
综上所述,我国水产养殖业的进步,推动水产饲料工业稳步增长;我国水产养殖产量占世界总产量的70%,连续26年居世界第一,发展前景广阔。水产饲料原料短缺、养殖水面积减少,食品安全已成为不可避免的现实问题。我国水产养殖业在关注水产动物营养研究的同时,注重新原料资源的开发,加强饲料加工品质控制和提高生产效率,实现安全、卫生、可靠、高效生产,是现代水产饲料加工业健康发展的必由之路。
在产品结构上,趋于精细化,膨化颗粒饲料成为主导产品(2012年国内配套膨化饲料生产线超过300条)。品质控制的要求、任务和内容将得到进一步拓展,自动在线、实时自动化品质监控技术应用范围进一步扩大。
水产饲料加工工艺专业化趋势凸显,饲料加工装备趋于专业化、大型化、自动化。饲料企业活动的全面信息化,实现现代企业管理精细化和精益生产等数字化管理,是未来发展的必然趋势。
建立水产营养与饲料公共研发平台,开发现代水产饲料加工品质控制、设备管理、生产过程专家系统,通过不断的知识积累数据和优化,为最终实现在线自动智能控制打下坚实的基础。
(全文完)
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
当代水产(2022年8期)2022-09-20
一重技术(2021年5期)2022-01-18
湖南饲料(2021年4期)2021-10-13
当代水产(2020年4期)2020-06-16
当代水产(2019年1期)2019-05-16
当代水产(2019年1期)2019-05-16
畜牧兽医科技信息(2018年10期)2018-02-16
渔业致富指南(2016年12期)2016-11-11
蚕桑通报(2015年1期)2015-12-23
