国产紧密纺纺制纯棉精梳纱配置的探讨
2014-01-18 03:08:39刘大方魏秀成孙忠民57500澳纳纺织科技有限公司5700
山东纺织科技 2014年5期
刘大方,魏秀成,孙忠民(., 57500;.澳纳纺织科技有限公司, 5700)
紧密纺也称集聚纺,它是在普通环锭纺牵伸区前面加上一集聚装置,取消了加捻三角区,使须条在集聚区内得到集聚,使纤维能够平行于纱体躯干,纤维两端伸出须丛的机会大大减少,从而提高了单纤维强力的利用率,在减少了纱线毛羽的同时成纱强力得到提高。
我公司根据市场分析,决定上5万纱锭网格圈负压式紧密纺,通过市场调研,我们让能够代表国内先进水平的7家紧密纺装置制造企业,各提供1台紧密纺装置,我们为其各提供状态基本相同的1台细纱机做对比试验。
通过半年试用我们选择了两家紧密纺生产厂家作为供货商,扩建了5万锭紧密纺,现将试验及使用情况总结如下。
1 三罗拉与四罗拉紧密纺形式的选择
三罗拉与四罗拉紧密纺各有优缺点,如何选择要看一个企业的定位。如果侧重于成纱毛羽指标,有较好的皮辊磨砺设备,管理水平较高,纺制纯棉细号纱为主,可优先选择三罗拉形式,否则可选择四罗拉形式。三罗拉与四罗拉紧密纺对比见表1。
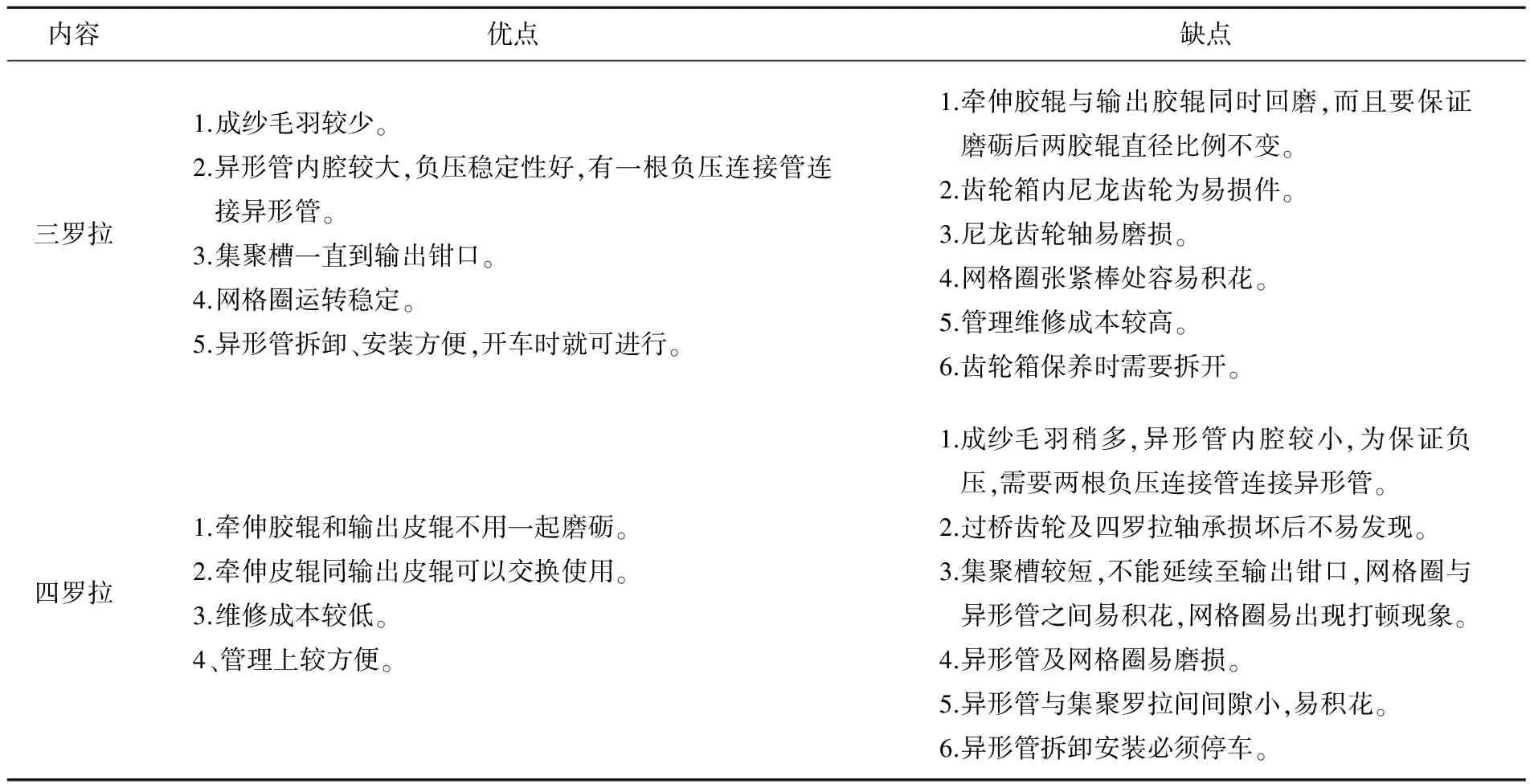
表1 三罗拉与四罗拉紧密纺相对优缺点对比表
2 对细纱机配置的要求
由于紧密纱作为一种高端的纱线,其综合质量指标要明显好于普通环锭纱。因此,其所用细纱机的基础应该是高档的,其所采用的专件和器材在质量上也该是高端的。
2.1 机架 车头 车尾
要求加工精度要高,稳定性要好,不变形。车头齿轮传动部分,由于前罗拉传动负荷的增加应该进行加厚、加固,或改变材料,以增加轮齿抗磨、抗剪切强度。我们在紧密纺试用过程中,曾经发生过多次前罗拉传动齿轮齿面磨损的现象。只有加工精度高,才能保证主轴、罗拉、锭子等安装质量,从而为保证纺纱质量打下基础。
2.2 罗拉
采用高精度无机械波罗拉,由于前罗拉传动负荷增加,为增加抗弯强度,以采用直径27 mm罗拉为宜。
2.3 上销
由于前罗拉直径加粗,为减小浮游区长度,提高纺纱质量,合理布置工艺,最好采用宽度为39 mm的上销。
2.4 锭子
高速锭子,既节能又能提高生产效率,振幅较小,有利于减少成纱毛羽,减少细纱断头。锭盘直径不能太小,否则,影响捻度不匀率。锭子应采用免敲锭子,以减轻工人以后维修的劳动强度。
2.5 摇架
由于加压负荷较大,对摇架的制造质量要求更高。气动加压能够很方便实现压力无级调节,而且能够保持压力稳定统一,锭间差异小,能够保证上罗拉(皮辊)与下罗拉的平行,因而纺纱质量稳定、水平高,因此紧密纺加压采用气动摇架较适宜。
2.6 钢领 钢丝圈
紧密纺使用的钢领、钢丝圈,同普通环锭纺所使用的有所不同,由于纱线上毛羽较少,失去了毛羽对钢领、钢丝圈之间的润滑作用,钢领与钢丝圈间的摩擦非常剧烈,一般钢领无法承受如此剧烈的摩擦,必须用合金钢(或轴承钢)作为基体,进行特殊镀铬处理,并结合严格执行钢领开磨程序,使其跑道具有一定的自润滑作用,才能保证紧密纺纱线的正常生产。同样钢丝圈必须采用散热快,具有相对较高的耐磨性,圈形重心低、运转平稳的钢丝圈。我们采用端士布雷克兰宝石钢丝圈,其寿命比用在普通环锭纺上减少一半多。
2.7 导纱钩
为确保锭子、钢领、导纱钩同心,一般紧密纺采用小孔眼高耐磨导纱钩,以减小气圈波动及导纱钩对纱线的伤害。
2.8 锭带
采用高质量的进口锭带,以减小捻度不匀率。
3 对紧密纺装置质量的要求
三罗拉网格圈式紧密纺装置和四罗拉网格圈式紧密纺装置在风道、风箱、风机、风管接连部分要求是一样的。在集聚部分不同,下面只对三罗拉网格圈式紧密纺质量要求作一下说明。
3.1 负压风机
能够实现变频调速,纺纱品种不一样所需要负压要求也不同,纺纱号数越小,相对所要求的集聚槽处的负压越小。风机的速度即排风量在更换品种时及时调节,以保证产量、质量并达到降低能耗的目的。
3.2 过滤网
负压风箱要设置过滤网,过滤网的作用是把较大、较重的东西过滤掉以防损伤负压风机。过滤网目数要由排风方式来决定。采用向车间排风时,过滤网目数要适当大一些,防止过多的尘杂、短绒飞入车间;采用地下排风,且有转笼滤尘时,过滤网目数应相对小一些,可以把部分短绒及尘杂直接排到空调滤尘室。采用把回风排入空调室,只有圆网过滤而没有转笼滤尘时,过滤网的目数应适中。
3.3 风箱风道
风道设计合理,尽量避免与风箱、风管之间连接有“阶梯”接口,否则易造成涡流出现积花现象,风道与风道处连接,不能有阻碍气流的凸出物,不能有漏风和挂花现象。风道的位置最好在粗纱架之上,并设计美观、牢固,保证同设备的使用寿命一样长。
3.4 异形管(也称负压管或集聚管等)
因为输出皮辊长期压在其上面,并经摩擦传动网格圈转动。因此整个壳体要有一定强度,能经受住输出皮辊的长期施压,其与网格圈接触处要经久耐磨,特别是与输出胶辊摩擦传动网格圈处的耐磨片要用陶瓷摩擦片,其它表面及内部要经抛光特殊涂层处理,不生锈、光滑、不挂花。集聚槽(也称吸风槽)不能有毛刺,其开口上部及下部为小圆弧,以防挂花、黏连棉蜡及损伤网格圈。槽的宽度由宽变窄,最宽处一般要大于前罗拉输出的须条宽度,它与粗纱定量与纱线粗细有关。开口方向与须条的运动方向呈一定的倾斜角度,使气流流动的方向与纤维运动的方向交叉,使得气流向集聚区中心流动时,推动纤维向中心位置移动,从而达到集聚的目的。
3.5 网格圈
网格圈作为集聚主要部件之一,必需具有良好的透气性、耐摩擦性能,尺寸稳定性、抗静电性以及高强伸性。具体表现在无破洞、无黏花、无糊网眼、无变形等现象。网格圈要做到寿命长,至少要能够使用达到半年以上,耐清洗,清洗后不变形,结构合理,能具有一定的自清洁功能和节能功效。
3.6 三罗拉紧密纺齿轮箱组合体
齿轮箱的外壳是塑料壳,它由两部分组成。其作用一是安放牵伸皮辊轴承、尼龙过桥齿轮(包括齿轮轴)以及输出皮辊;二是作为输出皮辊压力传动杠杆。因此壳体要牢固、结实、耐用,加工精度要高,外表面光滑美观并稳定可靠。另外,壳体要有防飞花进入的功能。
牵伸皮辊:牵伸皮辊轴承除承受摇架的压力之外还要承受传动输出皮辊的尼龙齿轮的作用力,所受的压力较普通环锭纺大,它上面的齿轮又小,因此必须保证材料质量,提高加工精度,采用合理的热处理工艺。齿轮绝对不能出现缺齿、断齿现象。输出皮辊轴承质量可同牵伸皮辊轴承。
牵伸胶辊:由于紧密纺没有绒辊而且导纱动程较小(4 mm左右),因此要求胶辊既有较软的硬度、较高的弹性,又要耐磨性能比较好。根据试验纺纯棉时采用进口胶辊阿姆斯壮J463较好,采用国产胶辊时要进行紫外线照射处理,否则胶辊表面黏花严重。
输出胶辊(集聚胶辊):硬度可比牵伸胶辊大些,其采用国产胶辊就能满足纺纱要求,硬度为肖氏硬度72度左右,其耐磨性、抗静电、抗绕性要好。
尼龙齿轮:要求齿形完整,齿面耐磨,齿轮轴最好配有轴承,使用寿命要求1年以上,不合格率不能超过1%。
4 负压式紧密纺对空调的要求
负压式紧密纺一般细纱车间温度要求控制在26~32℃,相对湿度纺纯棉时要求控制在52%~56%为宜,且空气含尘量要求小于1 mg/m3,换气次数要达到32次左右。
通过对三罗拉和四罗拉式网格圈紧密纺装置的试用,紧密纺根据纺纱品种不同,480锭的细纱机排风量在1600 m3/h.台至3000 m3/h.台左右,就是按照1800 m3/h台计算,每万锭排风量约为37800 m3/h,原普通环锭纺一万锭送风量10万m3/h左右,如果紧密纺装置的排风直接排向车间,由于空气仅通过一层过滤器网过滤,一是过滤效果不好,二是有可能糊塞网眼造成排风不畅,进而影响紧密纺负压系统。如果排到空调室,也存在三个问题,一是由于原空调室面积太小,无法安装滤尘设备,造成喷淋系统污染,堵塞喷嘴,影响空调效果,二是有可能总回风量大于总送风量,车间形成负压,影响车间生产,三是原送风系统是根据普通环锭纺设备设计,处理风量及送风风量很难以改变,空调的效果比较差。因此我们新上了5万锭紧密纺车间及设备,没有走老机改造的路子。
5 紧密纺对其它设备配置的要求
紧密纺项目,或改造,或新上,一般有两种思路。一是通过紧密纺把同等原料(半成品)的纱提高档次;二是在同等质量要求的情况下降低配棉成本。
我公司主要以生产纯棉细号纱为主,因此主要采用第一种思路,通过紧密纺来提高产品档次,发挥企业的核心竞争力。我们采用的纺纱工艺流程如下:
清梳联→预并条→条并卷→高效精梳机→单眼并条→电脑粗纱机→紧密纺细纱机→自动络筒机
5.1 前纺设备配置及半成品质量要求
紧密纺前纺设备配置及半成品质量要求基本上与普通环锭纺相同,只有细纱杂质、短绒上控制应该比普通环锭纺严格,为此应该在清梳联流程中配置微尘去除设备,在精梳工序加大对短绒的排除。
5.2 自动络筒
在络筒工序除配置的电子清纱器有正常纱疵切除功能外,还必须具有毛羽检测和切除、剔除功能,使紧密纺纱线质量得到保障。
6 使用效果
我们通过紧密纺装置的试用,确定了紧密纺改造方案,完善了设计方案,掌握了一定的操作管理及设备维护保养、空调管理、工艺管理及半成品、成品管理、试验检验方法等生产管理经验。5万纱锭紧密纺项目投产后,产、质量稳定,在纺织行业困难重重、库存积压严重的形势下紧密纺产品保持了产销两旺的局面,表2是主要紧密质量指标情况。

表2 纯棉精梳紧密纺品种质量指标
7 结语
我们通过对紧密纺装置试用,选择了适用于我公司的三罗拉网格圈式紧密纺形式。要做好紧密纺产品,细纱机的重要部件要选择质量可靠、技术先进、使用周期寿命长,被市场认可的知名品牌产品,空调对紧密纺起着非常重要的作用。首先,把设计方案做好,保证细纱车间的换气次数要达到32次左右,细纱车间湿度纺纯棉时应控制52%~56%之间比较合适,空气含尘量要低于1 mg/m3。另外前纺设备和络筒设备也要做好关键功能配备等工作,由于基础工作做得比较扎实,各项工作到位,我公司生产的紧密纺产品质量指标较好,达到了用户的要求,产品受到用户的好评。下一步,我们需要不断总结生产经验,探索紧密纺生产特点,改进生产工艺,抓好设备维修保养及操作管理工作,以便更好地满足客户质量稳定的需要。
[1] 张曙光,耿琴玉,张冶.现代棉纺技术[M].上海:东华大学出版社,2007.
[2] 赵阳,王惊涛,肖琴,等.紧密纺纱技术工艺研究[J].棉纺织技术,2009,37(4):6—9.
[3] 魏国,徐伯俊,王晓丽,等.紧密纺细号纱关键工艺优化研究[J].棉纺织技术,2009,37(4):13—15.
[4] 刘必英.紧密纺纱生产工艺研究与实践[J].棉纺织技术,2009,37(4):1—5.
[5] 马翠屏.国产紧密纺网格圈的开发与创新[J].现代纺织技术,2008,(1):22—23.
[6] 汪军.气流负压式集聚纺技术发展及器材的应用研究[J].纺织器材,2010,37(6):53—57.
[7] 上海纺织控股(集团)公司,《棉纺手册》(第三版)编委会.棉纺手册(3版)[M].北京:中国纺织出版社,2004.
[8] 缪定蜀.我国紧密纺发展中存在的问题与建议[J].棉纺织技术,2011,39(8):61—64.
[9] 苏旭中,吴婷婷,谢春萍,等.网格圈式紧密纺负压对成纱性能的影响[J].棉纺织技术,2011,39(2):14—16.
[10] 周永刚,王洁.紧密纺细纱机生产中需要注意的几个问题[J].棉纺织技术,2009,37(4):5.
[11] 魏国,徐伯俊,郭力茹,等.网格圈目数与纱线性能关系的研究[J].棉纺织技术,2009,37(5):21—23.
[12] 刘长桂,张志斌.绪森紧密纺专件的使用[J].棉纺织技术,2009,37(9):48—51.
[13] 程登木,罗锰.新型集聚纺技术技术探讨[J].棉纺织技术,2009,37(9):15—18.
[14] 唐萍,张志斌.NWQ系列新型结构网格圈使用效果分析[J],棉纺织技术,2012,40(3):12—14.
[15] 竺韵德,愈建勇,薛文良.集聚纺纱原理[M].北京:中国纺织出版社,2010.
猜你喜欢
国际纺织导报(2022年4期)2022-11-04 01:45:44
棉纺织技术(2021年12期)2021-12-20 12:57:18
——传统棉纺织技艺
文化产业(2020年35期)2020-02-22 07:41:32
纺织服装周刊(2019年17期)2019-06-18 19:06:58
纺织科学研究(2017年8期)2017-09-05 09:46:48
轮胎工业(2017年7期)2017-07-23 01:57:32
纺织器材(2016年5期)2016-11-22 10:55:13
现代工业经济和信息化(2016年7期)2016-05-17 05:36:27
纺织器材(2015年1期)2015-06-01 09:02:46
山东纺织科技(2014年2期)2014-07-17 11:22:08