基于车铣复合加工的灯罩CAM刀路设计
2014-01-16 06:40陈峰
商丘职业技术学院学报 2014年5期
陈 峰
(武汉职业技术学院,湖北 武汉 430073)
加工效率与精度是金属加工领域追求的永恒目标. 随着数控技术、计算机技术、机床技术以及加工工艺技术的不断发展,传统的加工理念已不能满足人们对加工速度、效率和精度的要求. 在这样的背景下,复合加工技术应运而生. 一般来说,复合加工是指在一台加工设备上能够完成不同工序或者不同工艺方法的加工技术的总称. 目前的复合加工技术主要表现为两种不同的类型,一种是以能量或运动方式为基础的不同加工方法的复合;另一种是以工序集中原则为基础的、以机械加工工艺为主的复合,车铣复合加工是近年来该领域发展最为迅速的加工方式之一. 目前的航空产品零件突出表现为多品种小批量、工艺过程复杂,并且广泛采用整体薄壁结构和难加工材料,因此制造过程中普遍存在制造周期长、材料切除量大、加工效率低以及加工变形严重等瓶颈. 为了提高航空复杂产品的加工效率和加工精度,工艺人员一直在寻求更为高效精密的加工工艺方法,车铣复合加工设备的出现为提高航空零件的加工精度和效率提供了一种有效解决方案.
1 车铣复合加工的含义
车铣是利用铣刀旋转和工件旋转的合成运动来实现对工件的切削加工,使工件在形状精度、位置精度、已加工表面完整性等多方面达到使用要求的一种先进切削加工方法. 车铣复合加工不是单纯的将车削和铣削两种加工手段合并到一台机床上,而是利用车铣合成运动来完成各类表面的加工,是在当今数控技术得到较大发展的条件下产生的一种新的切削理论和切削技术[1]31-34.
2 灯罩零件车铣复合加工的CAM刀路设计
如图1所示航空内饰零件灯罩,采用直径70的棒料毛胚,已完场内孔及腔内均布孔系的加工,先拟使用车削中心加工外部轮廓、周侧矩形槽及凸耳孔系,可利用MasterCAM软件刀路设计.

图1 灯罩零件的车削中心加工
3 灯罩零件外圆轮廓的车削加工刀路设计
图2所示是灯罩零件外圆轮廓车削、切槽加工的工序图样和刀路设计轮廓线的构建示意图. 车削刀路设计时,在MasterCAM的Lateh车削功能模块中按图2(b)所示构建外圆车削轮廓,选择固定循环的粗车循环刀路构建方法,并串联外形轮廓,按工艺要求选用机夹外圆车刀、设置粗车的切削参数,得到图3a所示的外圆轮廓车削刀路. 粗车刀路设计时只需选用固定循环的精车循环方式,再选择引用前一粗车循环刀路数据即可. 切槽刀路设计时,按图2c所示构建槽型轮廓,并以两角点方式选择槽型轮廓,选用刀宽3mm的机夹槽刀后,设置切削步长2.5mm,退刀量2,单向进刀,即可得图3b所示切槽加工刀路.
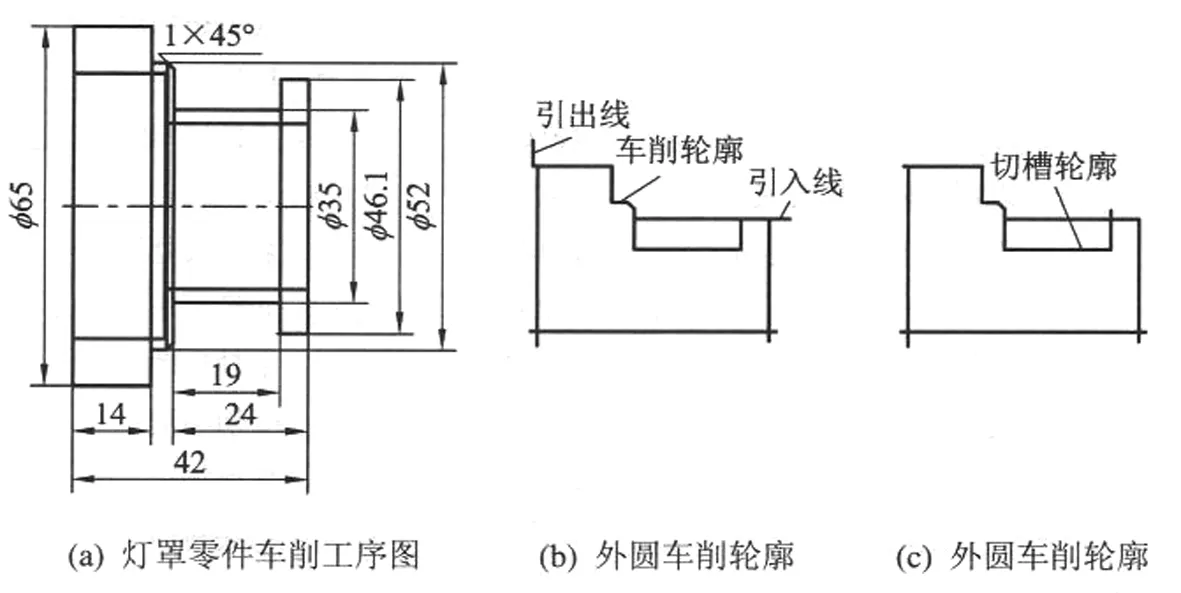
图2 灯罩零件的车削加工

图3 灯罩零件车削加工的刀路
4 灯罩零件小端凸耳轮廓铣钻加工刀路设计
可按图4所示将对应的轮廓和孔位绘制在侧视图上,利用软件C 轴切削中端面铣削和端面钻孔功能,和数控铣削加工刀路一样设置刀路参数,即可得凸耳轮廓铣削和钻孔加工刀路.

图4 灯罩零件的凸耳轮廓铣削加工
其中,由C轴端面钻孔刀路得到程序如下:
O1234 程序番号 T040 选用钻孔刀具
M24 切换到铣削加工方式 G28 H0 C轴回零
G0 X39.Z20 刀具定位到孔所在直径 C30.M8 C轴定位到孔1中心
S2000 M13 启动铣削动力头 G81 Z-6.R5.F50 钻镗循环钻孔
C210. C轴定位到孔2中心 G80M9 退出钻镗循环
G28 U0.W0.H0.M15 各轴回零 M30 程序结束
5 结语
本文以典型回转零件航空内饰灯罩为例,采用优化的数控加工工艺对零件进行数控编程,并采用自定义的后处理文件生成了相应数控系统的数控代码.实验结果表明,该零件的加工质量达到了预期的加工要求,为车铣复合数控加工提供了设计思路和方法[2]72-75,与常规数控加工工艺相比,复合加工具有的突出优势主要表现在以下几个方面:
第一,缩短产品制造工艺链,提高生产效率. 车铣复合加工可以实现一次装卡完成全部或者大部分加工工序,从而大大缩短产品制造工艺链. 这样一方面减少了由于装卡改变导致的生产辅助时间,同时也减少了工装卡具制造周期和等待时间,能够显著提高生产效率.
第二,减少装夹次数,提高加工精度. 装卡次数的减少避免了由于定位基准转化而导致的误差积累. 同时,目前的车铣复合加工设备大都具有在线检测的功能,可以实现制造过程关键数据的在位检测和精度控制,从而提高产品的加工精度.
第三,减少占地面积,降低生产成本. 虽然车铣复合加工设备的单台价格比较高,但由于制造工艺链的缩短和产品所需设备的减少,以及工装夹具数量、车间占地面积和设备维护费用的减少,能够有效降低总体固定资产的投资、生产运作和管理的成本.
[1] 候春霞.Mastercam在车铣复合加工中的应用[J].现代制造工程,2009(12).
[2] 陈子银.基于MasterCAM的车铣复合加工技术[J].CAD/CAM与制造业信息化,2007(11).
猜你喜欢
参花(下)(2022年1期)2022-01-15
湖北农机化(2020年15期)2020-10-13
制造技术与机床(2019年12期)2020-01-06
模具制造(2019年9期)2019-10-26
制造技术与机床(2019年6期)2019-06-25
模具制造(2019年4期)2019-06-24
科技创新导报(2019年34期)2019-04-10
制造业自动化(2019年1期)2019-01-19
小读者(2019年24期)2019-01-10
三联生活周刊(2016年50期)2016-12-15