
可编程控制器在数控车床自动上料机械手中的应用
2014-01-16 07:49丁锦宏
常州信息职业技术学院学报 2014年5期
丁锦宏 张 慧
(江苏工程职业技术学院 江苏南通 226007)
0 引言
目前,数控机床上下工件仍由人工完成,劳动强度大、生产效率低,数控车床的高效率特性难以充分发挥。为提高生产效率,降低生产成本和操作者的劳动强度,适应批量生产的需要,本文针对套筒类零件车外圆和端面的生产工艺,利用自动控制技术,设计上料机械手,代替人工上料工作,提出了基于PLC、使用步进电机和气缸的一种自动上料解决方案。
1 工艺过程分析
自动上料机械手的工艺过程为工件抓取——转臂旋转45°后待命——转臂继续旋转45°到达送料位置——推料等四个步骤,从而实现对工件的自动上料。待命位置是为了缩短送料的时间。上料机械手由气动手爪、气缸1、步进电机、转臂、气缸2组成。气缸1控制手爪的伸缩、步进电机控制转臂的回转、气缸2将工件从手爪内推出,其中的手爪为气动手爪。机械手结构如图1所示[1]。
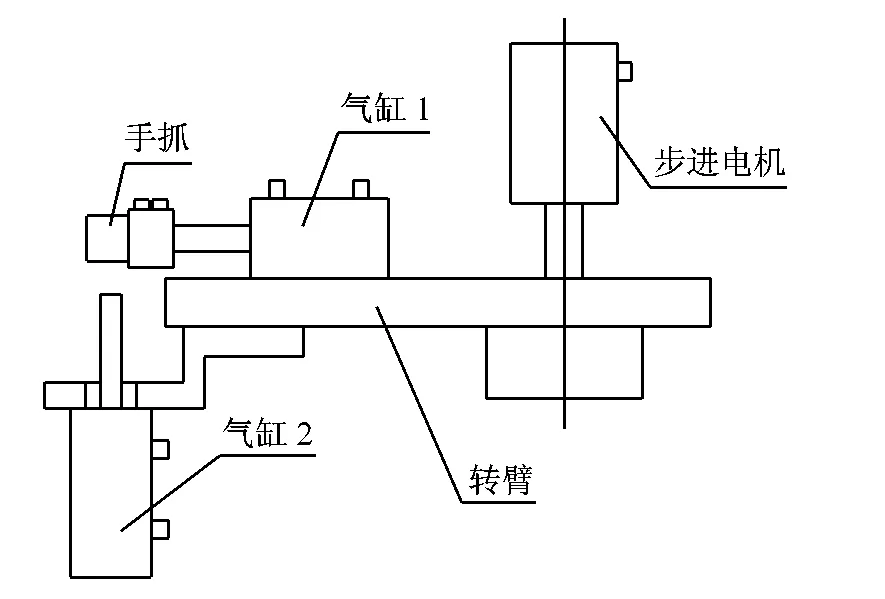
图1 机械手机构
机械手的工作原理如图2所示。初始位置为转臂处于垂直位置,手爪放松,气缸1缩回,气缸2缩回。其运行过程如下:首先,机械手处于初始位置。在PLC接收到机床加工结束信号后,气缸1伸出,手爪夹紧,完成工件抓取动作;然后步进电机带动转臂旋转45°后停止,处于待命位置,等待卸料机构卸料结束;PLC接收到卸料结束信号后(卸料系统在本文中不加以叙述),转臂继续旋转45°,到达送料位置,此时工件中心线与车床主轴中心线重合,步进电机停止运行;接着气缸2伸出,将工件推送一定距离、到达指定位置后缩回,完成上料任务;然后手爪放松,气缸1缩回,转臂顺时针回转90°,到初始位置。这样又可以开始等待下一循环的动作。

图2 机械手工作原理
2 步进电机定位系统设计
机械手的控制系统主要由步进电机定位系统及顺序动作两个部分构成。
机械手在送料位置时,手爪中心(即工件中心)的位置精度取决于转臂的旋转精度和气缸1的位置精度。一般,气缸的位置控制是利用行程开关来实现,但这种方法的定位精度较差。为保证在送料位置的工件中心线与车床主轴中心线之间的偏移控制在一定的范围内,该机械手使用步进电机定位系统控制转臂的旋转,提高手爪的定位精度。
PLC对步进电机的控制有三个方面[2]。一是电机转角控制,转角与所输入的控制脉冲数成正比;二是电机转速控制,该机械手转臂的旋转速度等于步进电机的转速,而步进电机的转速取决于输入脉冲的频率。因此,可以根据实际情况,选取合适的转速,从而确定PLC输出的脉冲频率;三是电机旋转方向控制。步进电机的转向通过改变步进电机各绕组的通电顺序来实现。因此,可以通过PLC输出的方向控制信号,改变步进电机驱动器内的环形分配器的输出顺序来实现。转臂旋转方向与步进电机的转向相同。
本系统选用三菱FX1N-14MR-0001 PLC作为控制器,选用安川 CA4050步进驱动器、安川42HD0402步进电机作为控制对象。PLC与步进驱动的连接图如图3所示。

图3 PLC与步进驱动连接图
PLC的Y0端子向步进驱动器发出脉冲信号,Y1端子向步进驱动器发出正反转的方向控制信号。使用PLC内部的24 V直流电压输出端子作为开关电源的输入电压,由开关电源为步进电机驱动器提供5 V直流电压。步进电机驱动器的四个输出端子分别与步进电机的A相和B相正负端子相连接。
步进电机控制的状态转移图如图4所示。
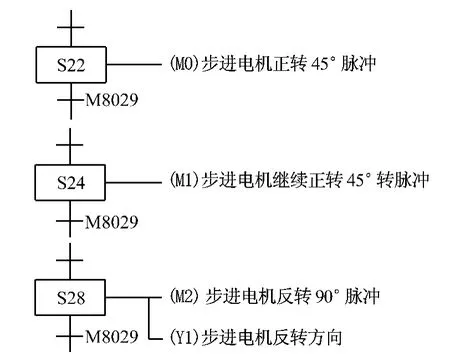
图4 步进电机控制的状态转移图
在图4中,S22为步进电机正转状态,M0为步进电机正向脉冲中间变量,当发出的脉冲数满足转臂旋转角度45°要求时,M8029置“1”,进入下一个状态。S24为另一个步进电机正转状态,M1为步进电机正向脉冲中间变量,当发出的脉冲数满足转臂继续旋转角度45°要求时,M8029置“1”,进入下一个状态。S28为步进电机反转状态,Y1为步进电机反向控制信号,当Y1=“1”时,步进电机反向运行,当发出的脉冲数满足臂旋返回90°要求时,M8029置“1”,进入下一个状态。
3 顺序控制分析
顺序控制主要完成上料机械手的顺序逻辑控制功能。PLC的输入输出信号及地址分配如表1所示。

表1 输入输出信号及地址表
顺序控制的状态转移图如图5所示[3]。
在图5中,M8002为PLC的初始化脉冲。PLC上电并检查初始位置后,便处于初始状态S0。在机床开始加工的同时,气缸伸出取料,手爪夹紧,步进电机发出正转脉冲,使转臂旋转45°后待命,待卸料结束后,步进电机再次发出正转脉冲,使转臂继续旋转45°,到达送料位置,气缸2伸出,完成送料动作后缩回到原处。此后,手爪松开,气缸1缩回,PLC向步进电机发出反转脉冲及反转信号,当发出的脉冲数满足转臂反转90°要求时,M8029置“1”,使转臂回到初始位置。

图5 顺序控制的状态转移图
4 速度、脉冲的控制程序
在上述顺序控制梯形图的基础上,添加图6所示的控制程序,使PLC产生脉冲信号。
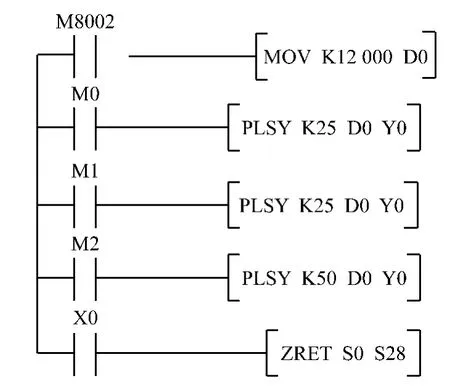
图6 速度、脉冲的控制程序
三菱PLC有两个产生脉冲信号的指令,即PLSY和PLSR。根据该机械手的运行速度情况,选用PLSY指令。该指令有三个操作数,分别为脉冲频率、脉冲数和输出端子号。
脉冲频率的大小决定步进电机的旋转速度,即转臂的旋转速度。根据实际情况,兼顾效率因素,取电机转速n=60转/分。此例中,步进电机步距角α=1.8°,对应的脉冲频率

根据转臂的旋转角度大小,计算出需要的脉冲数。因为电机步距角α=1.8°,则转动45°的脉冲数为,转动90°的脉冲数 N2 为50。
Y0为脉冲输出端子。
5 结束语
本文用三菱PLC作为控制核心,采用步进电机以及气缸实现了数控机床上料机械手的控制方案。实践证明,该方案定位精确度能满足工作要求,机械手运行自动化程度高,性能可靠,并在车床加工的同时进行取料,并在靠近上料位置等待取料结束,从而缩短上料时间。该机械手特别适用于加工节拍较短的数控加工场合。
[1]关明.基于PLC的机械手控制系统设计[J].制造业自动化,2012(14):25-26.
[2]吴晨曦,蒋嵘.基于PLC-伺服驱动的位置控制系统设计[J].制造业自动化,2008(4):84-86.
[3]廖晓梅.三菱PLC编程技术及工程案例精选[M].北京:机械工业出版社,2011:8-17.
猜你喜欢
中国设备工程(2020年16期)2020-08-28
科学技术创新(2020年20期)2020-08-11
轮胎工业(2020年2期)2020-03-01
装备制造技术(2019年6期)2019-08-15
电子制作(2018年24期)2019-01-03
通信电源技术(2018年8期)2018-10-15
荣誉杂志(2017年7期)2017-08-23
科技资讯(2016年9期)2016-05-14
装备环境工程(2015年5期)2015-02-28
装备环境工程(2015年5期)2015-02-28
- 常州信息职业技术学院学报的其它文章
- 本安型四路数字视频光端机的设计