
自动螺丝输送装配机控制系统设计
2014-01-16 09:21段向军杜明旭徐开军
电子设计工程 2014年4期
段向军,杜明旭,徐开军
(南京信息职业技术学院,江苏 南京 210046)
现有螺丝的安装设备(装置)有两种:一种是电动或风动把式螺丝刀,另一种是产品专款专用,能够自动输送螺丝和装配螺丝的自动螺丝装配机。自动螺丝装配机具备高效率、高可靠性、性价比高等优点,在自动化装配的电子行业、机械行业等各行业使用非常广泛。本文所涉及的是一种自动螺丝装配机,该机械能够完成螺丝的自动输送和在平面上按照要求自动装配螺丝,具有很强的代表性。基于和利时公司自动控制产品设计了该自动螺丝输送装配机控制系统,控制系统采用2台PLC[1-4]分别控制锁丝输送机和二维定位机械手,并实现通信,系统具有上位机监控功能。基于该控制系统,螺丝输送装配机运行稳定、可靠,装配螺丝效率高、错误率低,对于在二维平面工作台完成螺丝的自动装配,具有很好的应用价值。
1 自动螺丝输送装配工艺
自动螺丝输送装配机分为自动螺丝输送机及锁丝扳手、X-Y螺丝装配定位机械手和报警监控装置,整机结构示意图如图1所示。
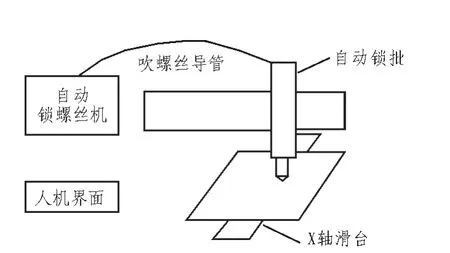
图1 自动螺丝输送装配机结构图Fig.1 Structure diagram of the screw transport and assembly machine
自动螺丝输送机由螺丝输送机构和锁丝扳手组成。其主要功能为设备启动后,待X-Y螺丝装配机械手运动到指定位置时,判断直振器上是否有螺丝,如果检测到螺丝,并接收到X_Y螺丝定位机械手的装配请求信号,直接启动出料阀和吹料阀,向螺丝刀电批供螺丝,如果直振器上没有检测到螺丝,启动料筒、毛刷电机和直振器直到检测到螺丝为止。X-Y螺丝装配定位机械手的主要结构包括Y轴滑台丝杠副、X轴滑台丝杠副和螺纹孔板(代表螺丝装配工作面)。X轴上装有螺纹孔板进行前后位置的移动,Y轴上装有螺丝机锁批头,进行左右位置的移动,X轴和Y轴装置可以同时动作到指定的螺丝孔位置完成二维平面定位并进行螺丝的装配。X轴和Y轴滑台上应分别装有限位开关和参考点开关,已知X轴和Y轴丝杠副的导程均为10 mm。
2 自动螺丝输送装配机控制系统设计
2.1 系统总体控制方案
考虑系统的I/O点数、设备工作流程,自动螺丝输送机的控制属于顺序控制;X-Y螺丝装配定位机械手应具有较高的定位精度,所以X-Y螺丝装配定位机械手采用步进电机驱动,完成精确定位。控制系统采用两台可编程控制器(PLC)分别控制自动螺丝输送机和X-Y螺丝装配定位机械手,自动螺丝输送机PLC做主站,X-Y螺丝装配机械手PLC做从站;两台控制器之间通过Modbus现场总线[5]完成通讯;另外,选用人机界面来实现工作模式选择、手动模式下对系统各装置的控制、系统参数设置以及系统工作状态监控等功能。自动螺钉装配机控制系统总体结构如图2所示。
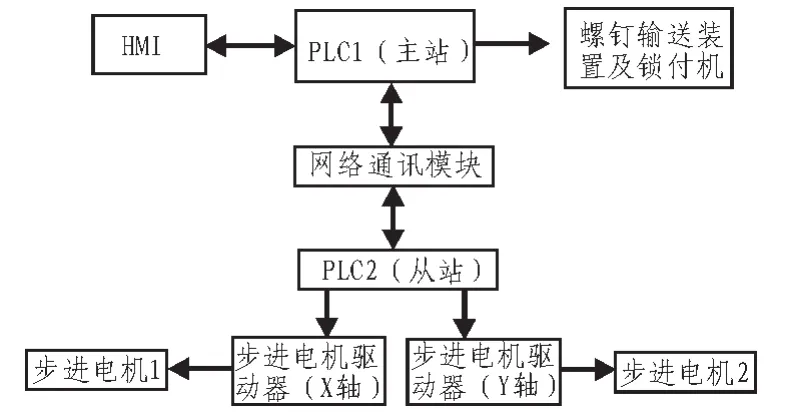
图2 控制系统总体结构图Fig.2 Structure diagram of control system
HMI与主站PLC相连,主站PLC与从站PLC通过网络通讯模块连接,实现数据交换;由HMI实现对系统的控制、参数修改、状态监控,其中触摸屏与从站PLC的数据交换需要通过主站PLC以及网络通讯模块协助完成;主站PLC控制螺钉输送装置及锁付机,并且完成通讯管理;从站PLC控制X轴和X轴的步进驱动器,驱动器驱动步进电机按要求动作。主站PLC选用LM3107,从站PLC选用LM3106,通讯模块选用LM3400[6],选用两相混合式步进电机56BYG250C-0241,步进驱动器选用 SH20504[7],HMI选用 HT7700T。
2.2 螺丝输送机及锁丝扳手控制系统设计
螺丝输送机及锁丝扳手控制系统设计包括系统工作流程分析、I/O点数确定、元件清单、I/O地址分配、电气图纸设计、控制程序设计与系统调试等工作。这里需要指出,系统工作模式选择及手动单步控制信号均由触摸屏标准按钮构件输入,在编写控制程序时,需要定义与相关按钮对应的变量地址。自动控制程序流程图如图3所示。
2.3 X-Y螺丝装配机械手控制系统设计
步进电机是一种将电脉冲转化为角位移的执行机构,步进电机适用于精确调速和定位的场合:通过脉冲的频率控制电机转动的速度,通过脉冲的个数控制电机角位移量,达到精确定位的目的。同样,在手动模式下,通过操作触摸屏上的标准按钮对其进行控制,编程时需要定义与相关按钮对应的变量地址。
1)控制算法分析
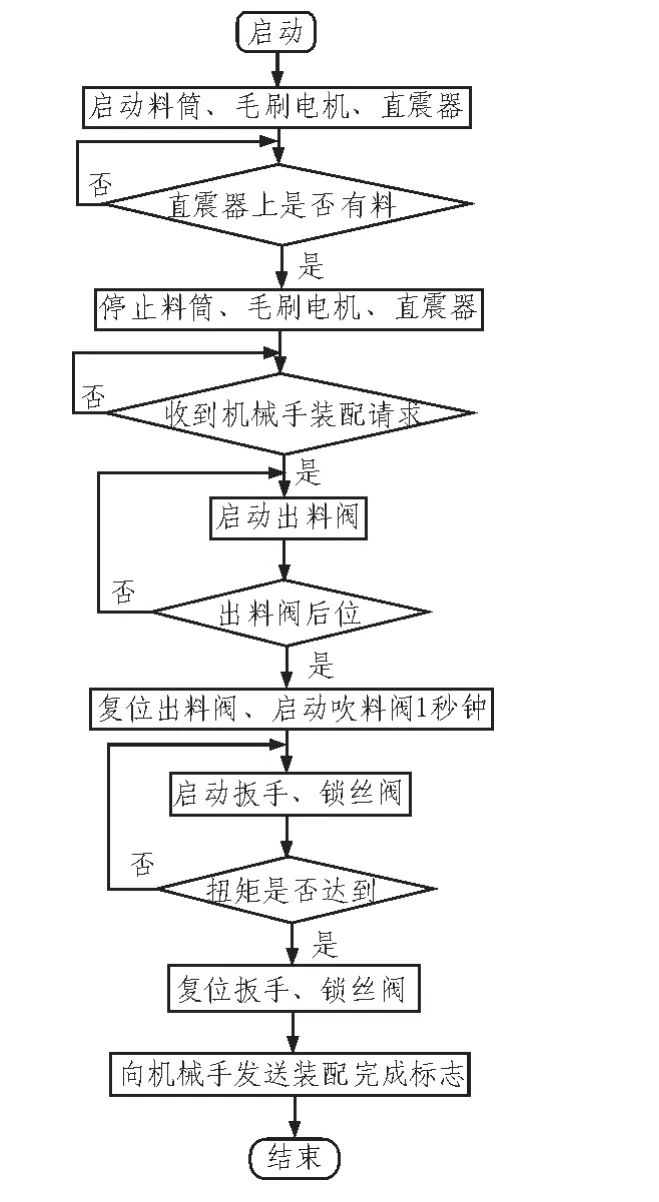
图3 自动螺丝输送机控制程序流程图Fig.3 Flow chart of program for the screw transport machine
已知孔距s=15 mm、导程l=10 mm、步进电机步距角α=1.8°、细分数设置为n=8,可以计算出由当前点到相邻的下一点X轴、Y轴步进电机所需的脉冲数为:

同理只要测出X轴、Y轴与原点的距离,就可以计算出从原点到第一个点的脉冲数。
在每个坐标轴方向上,分别定义数组Xn_array和Yn_array;Xn_array存储X轴的第几个点的整数值;Yn_array存储Y轴的第几个点的整数值。
下面以X轴为例,阐述由当前点到目标点所需脉冲数的计算。一种情况是当前点即为原点,则总脉冲数等于第一个点到目标点的脉冲数加上当前点到第一个点的脉冲数,用公式可表示为:

其中,X_NUM为总脉冲数,X_PY为当前点到第一个点的脉冲数,Xmbd为X轴上目标点整数坐标,Xdqd为X轴当前点整数坐标。
另一种情况是当前点非原点,即已经运行到了某个点上,则总脉冲数的计算公式为:

另外非常重要的一点,由于步进电机控制系统控制方式为开环控制,系统无法获取在异常情况下锁批组建的准确位置,所以在系统复位和手动控制时,应采用一直向步进电机发脉冲的方式(PWM,脉冲个数不定);在正常工作模式下,可以向步进电机发送确定数量的脉冲(PTO)。
2)自动控制程序流程图
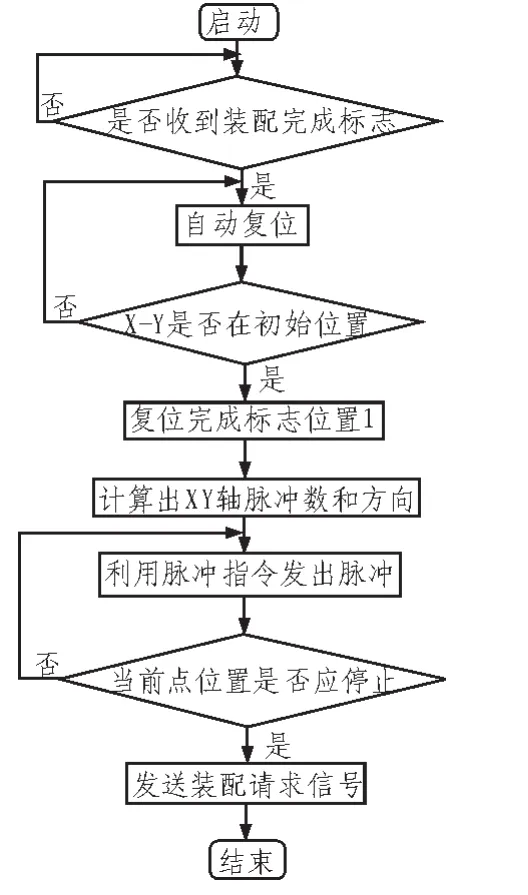
图4 X-Y轴定位机械手自动控制程序流程图Fig.4 Flow chart of program for the X-Y position manipulator
2.4 通讯网络的实现
根据系统的控制要求,主从站PLC需要交换的信息包括装配标志位、手自动选择位、手动模式下各种控制位、X轴Y轴当前点、脉冲数量信息、频率信息等。其中,手自动选择位、手动模式下各种控制位、脉冲数量信息、频率信息可以通过触摸屏发送给主站PLC,主站PLC再将与从站相关的信息写给从站。
LM3400为和利时LM系列PLC中最新的一员。作为扩展串口通讯模块,LM3400支持Modbus-RTU主站和从站通讯协议,通过在PLC程序中调用相应的功能块可以方便的进行设置和使用。主从站的通讯利用串口通讯指令EXT_RS232_MASTER实现,具体通信程序不再详述。
2.5 上位机组态监考的实现
本系统触摸屏采用HT7700T,基于HT7000组态软件[8]完成上位机组态监考。自动螺丝输送装配机组态监考功能实现的工作过程分为工程分析、制作工程画面、定义数据对象、动画连接、设备链接、编写脚本程序。用户窗口应包括自动螺钉输送机监控画面和X-Y轴移动机械手监控画面;另外,螺钉装配状态单独用一画面显示;采用一个脉冲数和频率的参数设置窗口,共包括四个窗口。工程应包含3个策略:启动策略、退出策略、循环策略。图5为螺丝输送机监控画面。
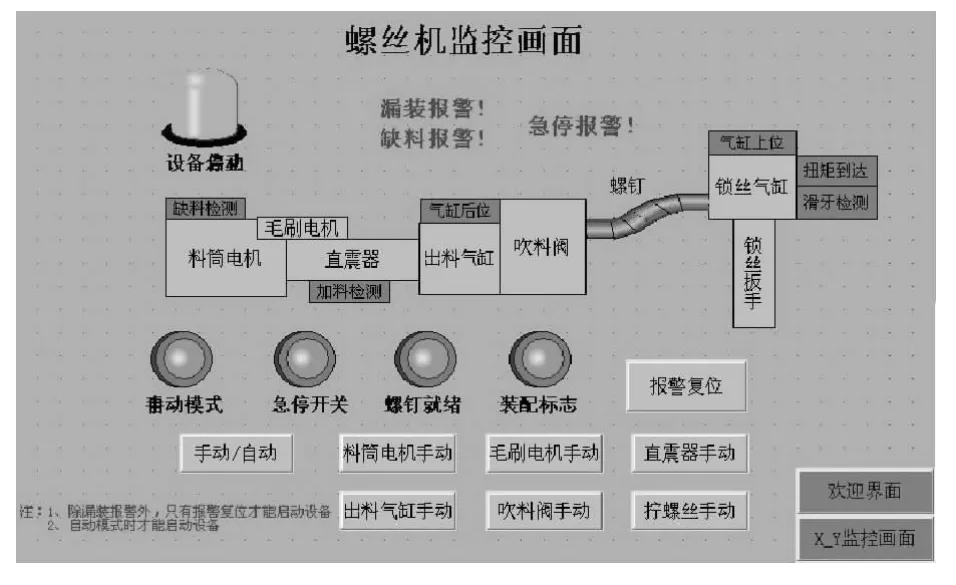
图5 螺丝输送机监控画面Fig.5 Monitor screen of the screw transport machine
3 结 论
文中综合运用PLC技术、HMI技术、现场总线技术、步进电机驱动技术,设计了自动螺丝输送装配机控制系统,阐述了控制系统总体结构、螺丝输送机和定位机械手两个分控制系统、基于Modbus现场总线通信系统的实现以及上位机组态监控功能的实现。系统实际运行状态稳定、工作效率高,可以按照指定位置装配螺丝,装配错误率低,并具有自动纠错功能。对于在二维平面自动装配螺丝,该系统具有很好的应用价值。
[1]Hollias LM系列PLX软件手册[Z].和利时公司,2008.
[2]Hollias LM系列PLX硬件手册[Z].和利时公司,2008.
[3]Hollias LM系列PLX指令手册[Z].和利时公司,2008.
[4]Hollias LM系列PLX选型手册[Z].和利时公司,2006.
[5]郭琼.现场总线技术及其应用[M].机械工业出版社,2010.
[6]Hollias LM3400使用手册[Z].和利时公司,2012.
[7]Hollias步进电机及驱动器选型手册[Z].和利时公司,2011.
[8]HollySys HT7000CN软件手册[Z].和利时公司,2008.
猜你喜欢
仪器仪表用户(2022年4期)2022-04-01
中国设备工程(2020年16期)2020-08-28
科学技术创新(2020年20期)2020-08-11
通信电源技术(2018年8期)2018-10-15
自动化博览(2017年2期)2017-06-05
组合机床与自动化加工技术(2017年1期)2017-02-15
电子制作(2017年23期)2017-02-02
科技资讯(2016年9期)2016-05-14
电测与仪表(2014年18期)2014-04-04
电测与仪表(2014年13期)2014-04-04
