
发酵原料混合比例对高固含量厌氧发酵的影响
2014-01-16 07:33:16李晶宇李文哲张影微吕金庆刘冰峰
东北农业大学学报 2014年11期
李晶宇,李文哲*,张影微,吕金庆,刘冰峰
(1.东北农业大学工程学院,哈尔滨 150030;2.哈尔滨工业大学市政环境工程学院,哈尔滨 150090)
发酵原料混合比例对高固含量厌氧发酵的影响
李晶宇1,李文哲1*,张影微1,吕金庆1,刘冰峰2
(1.东北农业大学工程学院,哈尔滨 150030;2.哈尔滨工业大学市政环境工程学院,哈尔滨 150090)
分别按餐厨废弃物、牛粪和秸秆挥发性固体(VS)比例为0∶2∶1、0.4∶1.6∶1、0.8∶1.2∶1、1.2∶0.8∶1、1.6∶0.4∶1、2∶0∶1混合形成6个试验组,各组总固体浓度(TS)均为17%,在中温(35±1)℃条件下进行厌氧发酵试验,试验进行48 d。结果表明,物料混合比例对消化效果有显著影响,VS比例为0.4∶1.6∶1时产气效果最佳,最高容积产气率为989 mL·L-1·d-1,产气稳定后甲烷平均含量为55.6%。随着餐厨比例增加,系统稳定性变差,当VS比例为1.2∶0.8∶1时,反应器中有丙酸抑制现象。当VS比例为1.6∶0.4∶1和2∶0∶1时发生酸败。
混合比例;餐厨废弃物;玉米秸秆;高固体浓度
在可持续能源系统中生物质能来源丰富。通过沼气发酵获取生物能源是有机废弃物资源化利用途径[1-2],推广沼气应用,避免有机废弃物不恰当利用造成的环境污染和能源浪费,对于环境建设和节能减排具有重要意义[3-4]。混合原料厌氧发酵是近年来厌氧发酵领域研究热点,与单一原料厌氧发酵相比,混合原料厌氧发酵受原料地域性和季节性影响较小,可弥补单一原料养分不全缺陷[5-6]。影响混合原料厌氧发酵产甲烷因素有温度、原料混合比例、pH和底物浓度等[7]。其中,原料混合比例和底物浓度是影响发酵及产甲烷的重要因素[8-10]。国内外关于混合原料研究大多是湿法厌氧发酵,多种物料高固含量发酵研究较少。牛粪微生物种群丰富适合厌氧发酵,缺点是粗纤维含量大,易降解物质少;餐厨废弃物营养物质丰富,自身基本不携带产甲烷菌,碳氮较低;在自然状态下玉米秸秆含水量较低,碳氮较高[11-12]。三者混合后的发酵物料,不但携带产甲烷菌,且可获得适合碳氮比,有利于提高沼气生产效率,实现农村3种主要废弃物资源化。本文对上述3种原料按照不同比例混合,进行高固含量厌氧发酵试验,从产气率、气体成分和厌氧发酵过程中各物质变化情况对厌氧发酵中混合比例的影响进行研究。
1 材料与方法
1.1 材料
餐厨废弃物取自餐后垃圾,成分包括米饭、蔬菜、肉类、骨头、菜汤等。餐厨废弃物容重为1.0 kg·L-1。新收集的餐厨废弃物经过机械打浆,保存于-4℃冰箱内待用。牛粪取自东北农业大学香坊实验实习基地奶牛场,取回后于塑料瓶内密封,置于-4℃冰箱中保存。玉米秸秆取自哈尔滨郊区农村,自然晾干后粉碎至3~5 cm后待用。接种物为以牛粪为原料处于稳定发酵状态的沼液。餐厨废弃物、牛粪、秸秆及接种物主要性质见表1。
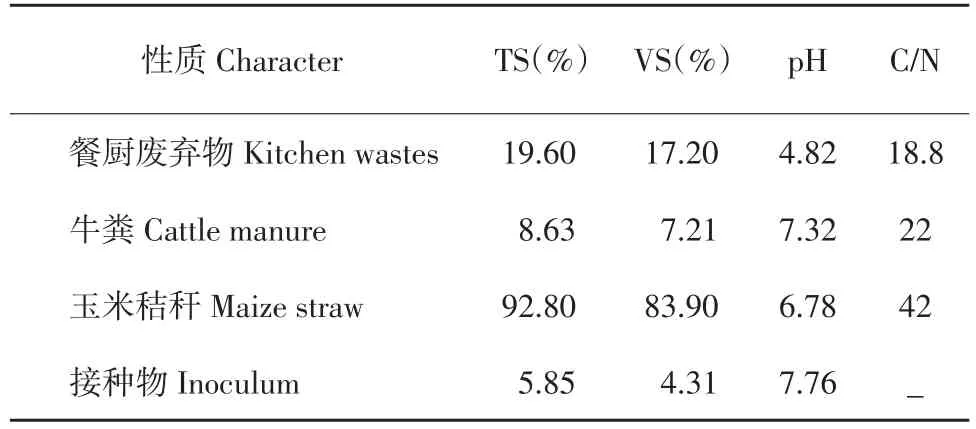
表1 餐厨废弃物及牛粪特性Table 1 Characteristics of kitchen wastes and cattle manure
1.2 试验装置与方法
试验装置图如图1所示,本试验所用试验装置为自制的小型水解酸化反应系统,水浴加热,发酵罐为容积5 L的带下口玻璃瓶。气体采用排水法计量,恒温水浴35℃。
餐厨废弃物、牛粪和粉碎后的玉米秸秆按比例混合放在5 L广口瓶内,有效容积为4 L。按原料总质量的30%加入接种物,发酵液按总固体含量(TS)为17%配制,厌氧发酵周期为46 d。试验设6个反应器,分别编号为Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ。加入酸化餐厨垃圾、牛粪和秸秆VS比例为0∶2∶1、0.4∶1.6∶1、0.8∶1.2∶1、1.2∶0.8∶1、1.6∶0.4∶1、2∶0∶1。试验期间,每天取样1次检测,摇晃反应器2次,每次约4 min。

图1 试验装置Fig.1 Test apparatus
1.3 分析方法
试验中TS、VS和灰分等应用烘干法,仪器有:电子天平、干燥箱、茂福炉和干燥皿;pH用HI9224便携式酸度计测定;产气量应用排水集气法测定;气体组分和各气体成分含量采用气相色谱法,使用气相色谱仪测量;氨氮和总氮使用凯氏定氮法;挥发酸含量使用美国Agilent公司GC6890气相色谱仪进行检测。
1.3.1 TS、VS测定
TS、VS测定采用烘干法[13],具体测定步骤为:首先将瓷坩埚洗净后,于约600℃茂福炉内灼烧1 h,待炉温降至100℃后,用坩埚钳取出,置于干燥皿中冷却,称重,直到前后2次差值不超过1.0 mg(即为恒重),此时坩埚重量记为a;取一定量充分混合的待测样品,置于已称重的坩埚内,记为b;将含有样品的坩埚放入干燥箱内,于(105±2)℃干燥至恒重,质量记为c;将含干燥后样品的坩埚置于茂福炉内,在550~600℃灼烧2 h,待炉温降至100℃以下取出,在干燥皿内冷却后称重,此时重量记为d。相应计算公式为∶
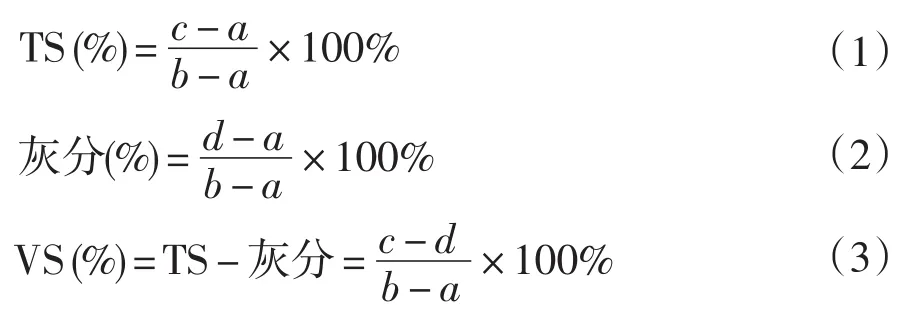
式中,a-坩埚重量(g);b-样品加坩埚的重量(g);c-105℃干燥后样品加坩埚的重量(g);d-600℃干燥后样品加坩埚的重量(g)。
1.3.2 pH测定
本试验pH测定采用便携式酸度计(精度0.01)。测定时,需要将仪器预热30 min,然后将pH电极和平衡电极直接放入待测料液中测定,待示数稳定时记录。
1.3.3 产气量测定
产气量是指厌氧发酵过程中原料产生气体多少,是衡量厌氧发酵工艺优劣、反映发酵系统运行效率的重要参数[14]。产气量测定采用悬浮式排水法,每天记录集气罐的上浮高度H,测量出集气罐的直径D,按照下述气体体积计算公式即可确定当天产气量。气体体积计算公式为(4):

1.3.4 气体成分测定
沼气是有机物质在厌氧条件下,经微生物发酵而生成的一种可燃性混合气体,主要成分是甲烷,约占总体积的50%~70%,其余是二氧化碳、氮气、硫化氢、氨气等[15]。本试验中气体成分测定采用的是安捷伦GC-6890型气相色谱仪。所用检测器为热导检测器(TCD);色谱柱为兰州所TDX-01型填充柱,承受最高温度为260℃。相应色谱条件为:
色谱柱:采用的是恒定流量模式、前进样口、后检测器、出口为大气压,载气为氩气,氩气甲烷流量为39.2 mL·min-1。
柱箱:设定值170℃,柱箱配置:最高温度260℃,平衡时间3 min。
TCD检测器:加热器220℃;参比流量55.2 mL·min-1;尾吹气(N2)流量2.5 mL·min-1。
进样口:前进样口,隔垫吹扫填充进样口,总流量为40.1 mL·min-1。
采用外标法测定气体的成分及含量。
利用色谱仪可以进行定性分析和定量分析。所谓定性分析就是用已知纯物质的混合物和未知样品进行对照分析,比较在相同条件下获得的色谱图。本试验所用的已知纯物质为甲烷和二氧化碳。
1.3.5 挥发酸浓度测定
挥发酸含量采用安捷伦GC-6890型气相色谱仪测定,发酵液中的挥发性脂肪酸(VFAs),包括乙酸、丙酸、丁酸)。色谱安装毛细管柱(Agilent 1909/N-133HP-INNOWAX Polyethylene Glycol)。分析检测器为氢火焰检测器。气相色谱条件如下:载气为氮气,进样口温度220℃,检测器温度为250℃。氮气作为载气和尾吹气,载气采用187 kPa恒压模式,尾吹气流量为30 mL·min-1;进样口温度为220℃,初始炉温为60℃,开始运行后以15℃·min-1的速度升至140℃并维持2 min,检测器温度为250℃。整个测定时间为7.33 min。
标定方法:采用外标法测定气体成分及含量。
3.1 危害特点:幼虫以蛀食叶片上下表皮间的叶肉细胞为主,常在叶片上形成曲曲弯弯的蛇形隧道。隧道前端较细,随幼虫长大,后端隧道较粗。
1.3.6 发酵料液浓度的计算方法
发酵料液浓度的计算公式[16-17]:

式中,M0-料液浓度(%);Xi-物料重量(g);Mi-总固体含量(%);W-所需增加水量(g)。
2 结果与分析
2.1 产气状况分析
图2和图3分别是6组消化过程中日产气率和累计产气量变化曲线。
由图2可知,物料比例对产气的影响规律,反应微生物利用原料的效率。Ⅰ、Ⅱ最早出现产气高峰(正常产气后第4天),峰值分别为5 000和2 200 mL·d-1。Ⅲ、Ⅳ均在第10天达到各自的产气高峰,峰值分别为4 900、4 100 mL·d-1。Ⅴ、Ⅵ由于餐厨垃圾比例较多,分别在第10、9天停止产气。由图3可知,在30 d内,Ⅰ、Ⅱ、Ⅲ、Ⅳ号反应器累积产气量分别达到22.90、87.14、46.94、49.29 mL,分别占总产气量的98.7%、98.4%、99.1%和99.1%。

图2 不同混合比例的日产气量Fig.2 Daily biogas production of different proportions
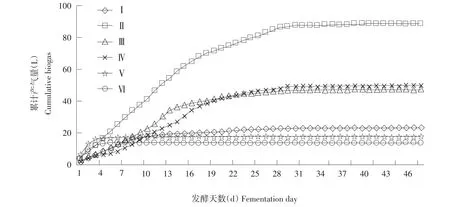
图3 不同混合比例的累计产气量Fig.3 Cumulative biogas of different proportions
各组在50 d的发酵过程中产气期主要集中在第1~20天,前20 d累积产气量占总累积产气量的80%。Ⅱ反应器前30 d产气率较高,累计产气量明显高于其他各组。当餐厨废弃物比例增加时,产气量呈现先增长后下降趋势。当餐厨垃圾、牛粪和秸秆VS比例为1.2∶0.8∶1时,产气率明显降低,预示此时底物浓度可能已达系统稳定运行上限。在餐厨垃圾、牛粪和秸秆VS比例为1.6∶0.4∶1时,底物浓度完全抑制厌氧发酵。当餐厨垃圾、牛粪和秸秆VS比例为0.8∶1.2∶1时,其累计产气量最高。
pH是厌氧发酵的一个重要生态因子。产酸细菌生存的pH范围很广,但是pH影响产酸发酵的代谢速率、生长速率和产酸发酵类型[18-19]。而产甲烷菌生长的pH为6.8~7.4,pH<6.4或pH>7.6,产气过程都会受到抑制;当pH<5.5时,产甲烷菌活动会完全抑制。图4为6组消化过程中pH变化情况,Ⅰ、Ⅱ、Ⅲ、Ⅳ号反应器分别在第7、7、7、13天达到最低值,pH分别为6.27、6.09、5.80和4.93,混合物料中餐厨比重越大,消化液酸化程度越大。
由图4可知,Ⅰ、Ⅱ、Ⅲ号反应器pH基本稳定在产甲烷微生物适宜的pH[20],说明有机酸产生后无积累,被产甲烷菌所利用,而Ⅳ、Ⅴ、Ⅵ号反应器在厌氧发酵过程中很长一段时间内pH都在6.5以下,出现酸中毒现象,产甲烷菌活性受到抑制,影响整个厌氧发酵过程中气体产率[21],餐厨废弃物比例增加时很容易发生水解酸化现象,这是由于餐厨废弃物中有机物大分子成分很容易被微生物利用分解产生有机酸。

图4 不同混合比例的pHFig.4 pH of different proportions
2.3 不同混合比例对挥发性脂肪酸的影响
挥发性脂肪酸是厌氧消化过程的重要中间产物,甲烷菌主要利用VFA形成甲烷,只有少部分甲烷由CO2和H2生成[22]。但CO2和H2生成也经过高分子有机物形成挥发性脂肪酸的中间过程。形成甲烷过程离不开挥发性脂肪酸的形成,但挥发性脂肪酸在厌氧反应器中的积累能反映出甲烷菌不活跃状态或反应器操作条件的恶化,较高的挥发性脂肪酸浓度对甲烷菌有抑制作用。在厌氧发酵过程中,挥发性脂肪酸可为产甲烷相中的产甲烷菌提供新陈代谢的影响物质,其组分不同对产甲烷发酵的效率有很大影响。因此,对挥发性脂肪酸进行考查能够反映物料的能源化潜力,是厌氧发酵过程中重要指标[23]。本试验主要检测的挥发性脂肪酸为乙酸、丙酸、丁酸。随着餐厨废弃物含量增加,Ⅴ、Ⅵ反应器挥发酸总含量在第4天就分别达5 451和5 985 mg·L-1,由于严重的VFAs抑制,Ⅴ、Ⅵ的厌氧消化未能形成稳定的产甲烷过程,在第10天停止产气。Ⅰ、Ⅱ、Ⅲ、Ⅳ消化过程中挥发酸总量的变化如图5所示。

图5 不同混合比例的挥发酸含量Fig.5 Volatile acid content of different proportions
前3个反应器乙酸在混合厌氧发酵过程中缓慢降低,Ⅳ号反应器乙酸含量较前3个反应器高,分别在第13天和第25天出现两个峰值,分别为711.67和598.71 mg·L-1,随后又迅速降低。不同比例混合厌氧发酵过程丙酸含量均呈先增加后降低趋势,并在第7天达到峰值,分别为110.35、132.9和195.56 mg·L-1,Ⅳ号反应器丙酸含量明显高于其他反应器。丁酸含量变化与乙酸和丙酸变化趋势明显不同,4个不同比例的混合厌氧发酵反应器在发酵前5 d基本不产生丁酸,5 d后各反应器丁酸含量迅速增加,Ⅳ号反应器丙酸含量明显高于其他反应器。从总挥发性脂肪酸浓度变化趋势可以看出随着餐厨废弃物比例增加时,液相代谢产物有机酸总浓度明显升高。
2.4 底物混合比例对底物降解的影响
底物挥发性固体去除率如图6所示,随餐厨废弃物比例增加,VS去除率呈现先升高后降低趋势,在适当碳氮比范围内,随着底物中餐厨废弃物升高,微生物活性增强,从而提高挥发性物质去除率。在餐厨废弃物、牛粪和秸秆挥发性固体(VS)比例为0.4∶1.6∶1时,VS降解率达到最大值28.95%;但餐厨废弃物继续增加时VS降解率随底物浓度增加快速下降,当餐厨废弃物、牛粪和秸秆VS比例为2∶0∶1时,VS降解率仅为7%;餐厨废弃物比例过高,会增大传质阻力不利于微生物与原料接触,影响厌氧微生物活性[24]。所以,合适的物料混合浓度有助于细菌活动。上述结果表明,随着餐厨废弃物比例的适当增加,可显著提高底物降解率。
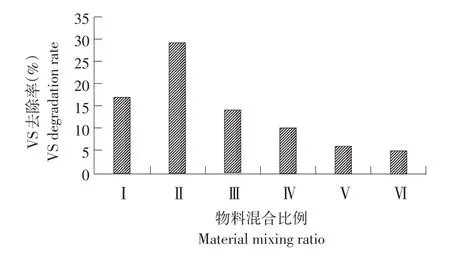
图6 不同混合比例下挥发性固体去除率Fig.6 VS degradation rate at different proportions
3 讨论
①Ⅰ、Ⅱ、Ⅲ、Ⅳ号反应器在整个发酵过程中能正常产气。Ⅰ号反应器在整个发酵过程中产气率低于Ⅱ、Ⅲ、Ⅳ号反应器,出现此现象原因是适当加入餐厨废弃物可提高反应产气率,而Ⅲ、Ⅳ号反应器在反应初期餐厨废弃物中大量有机物被微生物分解产生大量酸,对产甲烷菌有毒害作用,产气量较低。随着厌氧发酵反应进行,反应物料中大量含氮物质溶出,中和反应器中的酸,使pH逐渐上升,产甲烷菌的活性也逐渐恢复,产气量上升。
②在整个厌氧发酵过程中,随着餐厨垃圾在3种物料中所占比例的增加,气体产率先增加后降低,其中Ⅱ反应器产气率较其他比例的高。由图3可知,Ⅱ号反应器(餐厨废弃物、牛粪和玉米秸秆VS比例为0.4∶1.6∶1)的累积产气量明显高于其他反应器,气体中甲烷含量也较高,表明餐厨废弃物、牛粪和玉米秸秆VS比例为0.4∶1.6∶1时有利于厌氧发酵产沼气。
③Ⅴ、Ⅵ号反应器在第2天均出现过度酸化情况,pH 3~4,pH条件远低于正常水平,使得试验无法进行。在此后1周之内,试验均没有启动,说明试验过度酸化,使得甲烷菌等微生物受到影响,试验停止。从上述试验中可知,餐厨废弃物为易产酸物质,加入比例过高会加快酸化进程,使有机酸含量超过甲烷菌负荷量,沼气发酵无法进行。
④本试验中餐厨废弃物比例较低时,厌氧发酵过程可获得较高底物降解效率。在餐厨废弃物较少情况下,微生物可在有效时间内对其分解利用。而餐厨废弃物比例较高时,底物降解率明显降低,说明餐厨废弃物过高时,微生物不能对其充分利用,原料利用率下降。
4 结论
餐厨废弃物、牛粪和玉米秸秆混合厌氧发酵,各成分比例可影响沼气日产率在整个发酵期间的变化。当餐厨废弃物、牛粪和玉米秸秆VS比例为0.4∶1.6∶1时,产气量较多,累积产气量为63.87mL,最高容积产气率为989 mL·L-1·d-1,平均甲烷含量为55.6%。发酵前5 d为产气高峰阶段,甲烷含量在整个发酵期间低于65%。当混合底物中以餐厨废弃物为主时,厌氧发酵过程易导致VFAs累积,pH降低3~4,产甲烷过程受到显著抑制,牛粪所占比例上升可明显缓解这种抑制作用。综合体系产气量和液相中有机酸组分比例两方面因素,在实际生产中应将餐厨废弃物、牛粪和玉米秸秆VS比例设为0.4∶1.6∶1为宜,该比例下可实现有机底物最大化开发利用。以餐厨废弃物、牛粪和玉米秸秆为原料进行干式发酵具有可操作性,可延长产气周期、增加产气量、减少沼液带来的二次污染,是处理畜禽粪便与作物秸秆等高碳高氮有机固体废物的有效途径之一。
[1]宋籽霖.不同温度下总固体浓度对厌氧发酵产气特性的影响[D].杨凌:西北农林科技大学,2010.
[2]刘丹.混合畜禽粪便厌氧发酵特性试验研究[D].哈尔滨:东北农业大学,2008.
[3]Pavlostathis S G,Gossett J M.Preliminary conversion mecha⁃nisms anae-robic digestion of biological sludges[J].Journal of Enxironmental Engineering,1988,144(3):575-592.
[4]秦佳佳.人粪与不同原料配比对厌氧发酵产气影响[D].杨凌:西北农林科技大学,2010.
[5]Kim S,Han S,Shin H.Performance comparison of a continuous⁃flow stirred-tank reactor and an anaerobic sequencing batch re⁃actor for fermentative hydrogen production depending on sub⁃strateconcentration[J].Water Science and Technology,2005,50 (10-11):23-29.
[6]秦文娟.餐厨垃圾厌氧消化的实验研究[D].成都:西南交通大学,2010.
[7]Ginkel S V,Sung S,Lay J J.Biohydrogen production as a func⁃tionof pH and substrate concentration[J].Environ Sci Technol, 2001,35(24):4726-4730.
[8]Shekhar R,Cothren R M,Vince D G,et al.Environmental and economic analys is of man agement systems for biodegradable waste[J].Resources Conservation and Recycling,2000,28(1-2): 29-53.
[9]Margarita A D,Spyros N D,Katerina S,et al.Biogas production from anaerobic co-digestion of agroindustrial wastewaters under mesophilic conditions in a two-stage process[J].Desalination, 2009,248(1-3):891-906.
[10]刘爽,李文哲.牛粪与餐厨垃圾混合比例对厌氧发酵产氢的影响[J].农业机械学报,2013,44(3):114-118.
[11]Xing Y,Li Z,Fan Y T,et al.Biohydrogen production from dairy manures with acidification pretreatment by anaerobic fermentation [J].Environmental Science and Pollution Research,2010,17(2): 392-399.
[12]Hendriks A T W M,Zeeman G.Pretreatments to enhance the di⁃gestibility oflignocellulosic biomass[J].Bioresource Technology, 2009,100(1):10-18.
[13]任南琪,王爱杰.厌氧生物技术原理与应用[M].北京:化学工业出版社,2004.
[14]李想.农业废弃物处理与资源化利用[D].北京:农业环境与可持续发展研究所,2007.
[15]刘海庆,李文哲,王忠江.中高温酸化两相厌氧发酵处理牛粪的试验[J].东北农业大学学报,2008,39(6):809-813.
[16]贺延龄.废水的厌氧生物处理[M].北京:中国轻工业出版社, 1998:536-537.
[17]赵由才.实用环境工程手册—固体废物污染控制与资源化[M].北京:化学工业出版社,2002.
[18]张苗蕾,张从良,李顺义,等.含水量对牛粪和玉米秸秆干式厌氧发酵的影响[J].江苏农业科学,2009(6):401-403.
[19]张众磊,胡翔,张列宇,等.粪便、餐厨及芦苇混合厌氧消化过程中餐厨含量的影响研究[J].农业环境科学学报,2011,30(6): 1221-1228.
[20]王寿权.蓝藻与猪粪混合发酵产气研究[D].无锡:江南大学, 2009.
[21]吴云,张代钧,杨钢.餐厨垃圾厌氧消化水解机理及动力学模型研究[J].环境科学学报,2010,30(1):142-147.
[22]王晓娇.牲畜粪便与秸秆混合的厌氧发酵特性及工艺优化[D].杨凌:西北农林科技大学,2010.
[23]王忠江.牛粪高浓度厌氧水解酸化工艺及特性研究[D].哈尔滨:东北农业大学,2007.
[24]杨建,聂一波,李东伟.ABR反应器处理有机废水的运行特性研究[J].水处理技术,2009,35(1):42-45.
Effect of mixing ratios with different materials on high-concentration anaerobic fermentation
LI Jingyu1,LI Wenzhe1,ZHANG Yingwei1,LV Jinqing1,LIU Bingfeng2
(1.School of Engineering,NortheastAgricultural University,Harbin 150030,China;2.School of Municipal and Environmental Engineering,Harbin Institute of Technology,Harbin 150090,China)
The mixing ratioes of kitchen waste,cattle manure and maize straw VS ratio were 0∶2∶1, 0.4∶1.6∶1,0.8∶1.2∶1,1.2∶0.8∶1,1.6∶0.4∶1 and 2∶0∶1.The test lasted 48 d which TS was 17%in(35±1)℃. The largest volumetric gas production rate was 989 mL·L-1·d-1,and the average content of methane was 55.6%.According to the stability of the system,gas production rate and the methane production rate,the optimal ratio of kitchen waste,cattle manure and maize straw which was 0.4∶1.6∶1 was determined.The greater the proportion of kitchenware,the worse the stability of the system.When the kitchen waste,cattle manure and maize straw VS ratio was 1.2∶0.8∶1,the phenomenon of proponic acid inhibition was found. when the kitchen waste,cattle manure and maize straw VS ratio was 1.6∶0.4∶1 and 2∶0∶1.rancidity phenomenon was found.
mixing ratios;kitchen wastes;maize straw;high-concentration anaerobic fermentation
TQ920.6
A
1005-9369(2014)11-0101-07
2013-03-13
黑龙江省教育厅科学技术研究项目(12511047);哈尔滨市应用技术研究与开发项目(2013RFQXJ094)
李晶宇(1982-),女,工程师,硕士研究生,研究方向为生物质转化与利用工程。E-mail:jyli080615@163.com
*通讯作者:李文哲,教授,博士生导师,研究方向为沼气生产和沼气商品化。E-mail:liwenzhe9@163.com
时间2014-11-21 16:35:00[URL]http://www.cnki.net/kcms/detail/23.1391.S.20141121.1635.006.html
李晶宇,李文哲,张影微,等.发酵原料混合比例对高固含量厌氧发酵的影响[J].东北农业大学学报,2014,45(11):101-107.
Li Jingyu,Li Wenzhe,Zhang Yingwei,et al.Effect of mixing ratios with different materials on high-concentration anaerobic fermentation[J].Journal of Northeast Agricultural University,2014,45(11):101-107.(in Chinese with English abstract)
猜你喜欢
煤气与热力(2021年12期)2022-01-19 05:19:26
环境卫生工程(2021年5期)2021-11-20 05:45:24
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02 01:40:48
Defence Technology(2019年6期)2020-01-07 09:11:04
中国资源综合利用(2018年12期)2019-01-08 02:55:40
中国资源综合利用(2017年2期)2018-01-22 02:45:01
中国工程咨询(2017年4期)2017-01-31 03:05:12
浙江农业科学(2016年11期)2016-05-04 04:16:44
湖北师范大学学报(自然科学版)(2015年1期)2016-01-10 08:41:37
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:07:43
