浅谈扬克烘缸表面修复技术
2014-01-12 08:52:54高致富
中国造纸 2014年7期
张 锋 高致富 魏 涛
(陕西科技大学轻工与能源学院,陕西省造纸技术及特种纸品开发重点实验室,陕西西安,710021)
随着卫生纸机车速的不断提升,扬克 (Yankee)烘缸作为卫生纸机最重要、最关键的部件之一,对成纸质量的影响越来越大。一方面,为了保证成纸质量,对扬克烘缸结构及性能要求比较高,如机械强度高、表面硬度大 ((220~260)±20 HBS)、精度要求高 (一般要求表面精度达到 ±0.5 mm,粗糙度(Ra)达到0.2 μm以下)、材料耐磨和表面光滑无缺陷等。另一方面,长期处于高温高湿的工作环境中,扬克烘缸表面很容易发生腐蚀且受损情况复杂[1];同时,由于刮刀的线压力过大或者不均匀,也会引起扬克烘缸表面的磨损问题,主要表现为斑点、凹坑、划痕等缺陷。这些缺陷都会给扬克烘缸的使用带来巨大影响,首先,表面缺陷会使扬克烘缸的传热效率下降,造成纸幅干度不均匀,增加断纸的可能性;同时,扬克烘缸的安全系数大幅度下降,增大安全事故概率;此外,受损的扬克烘缸表面凹凸不平,严重影响成纸质量。因此,对扬克烘缸表面修复技术的研究非常必要。
目前,扬克烘缸的表面修复主要有两条技术路线:①对于使用时间不长且受损不严重的扬克烘缸,因加工磨量很小,并在其安全余量范围内,常采用先表面检测后表面磨抛的修复路线;②对于使用时间较长或受损严重的扬克烘缸,需保证安全系数,常采用先表面检测、再表面热喷涂、最后表面磨抛的修复路线。本文分别对表面检测技术、表面热喷涂技术和表面磨抛技术进行阐述。
1 表面检测技术
由于腐蚀和磨损等原因,造成扬克烘缸表面出现蚀坑、裂痕、划痕等诸多缺陷,严重影响了扬克烘缸的正常工作,从而导致成纸质量恶化,甚至可能引发安全事故。为了改善和提高扬克烘缸表面的工作性能,必须对受损缸面进行高精度的修复,而作为扬克烘缸表面修复的“眼睛”——表面检测技术,其优劣直接决定着烘缸修复的成败。一方面,可利用检测技术测量扬克烘缸表面的原有尺寸,作为安全修复的标准;另一方面,可利用检测技术检测扬克烘缸表面的缺陷,作为磨削加工的参考依据。目前用于扬克烘缸表面缺陷的先进检测手段主要是表面形貌测量技术。
表面形貌测量技术是利用激光传感器等测距设备采集探头与旋转的扬克烘缸表面之间距离的信号数据,借助计算机技术,显示扬克烘缸表面轮廓的三维立体图像。表面形貌测量仪主要由探头、导轨和计算机组成。通过电机的传动作用,使架在导轨上的探头做匀速的往复运动,再由探头向低速旋转的扬克烘缸表面发射稳定的激光束,并采集部分漫反射光束,然后将信号送给计算机,经过数据处理和图像技术,就可以得到扬克烘缸表面形貌的三维立体图像,其结构简图如图1所示[2]。
表面形貌测量仪探头主要由激光器、光学透镜、反光镜和位置敏感器件等组成。激光光源投射一束细光束到被测物表面形成一微小光点,位置敏感器件接收由被测物表面漫反射回来的一部分漫反射光,根据漫反射光在位置敏感器件上的成像位置,经信息处理和计算得到扬克烘缸表面缺陷的深度与烘缸横向位置、烘缸周向位置 (螺钉个数)形貌位置关系图,如图2所示。
表面形貌测量技术与传统的扬克烘缸表面缺陷检测技术 (如磁粉检测、渗透检测、涡流检测、超声波检测)的优缺点比较如表1所示[3]。由于测量结果更加精准、工作效率更高,所以表面形貌测量技术已在其他行业中得以应用,该技术在扬克烘缸表面缺陷检测方面的应用,国外已经获得较为成熟的经验。

图2 扬克烘缸表面缺陷相对形貌图

表1 表面形貌检测技术与传统检测技术比较
2 表面热喷涂技术
表面热喷涂技术是一种表面处理技术,将金属丝或金属粉末加热熔化,利用高温、高压、高速气流将其雾化成细小颗粒,再以很大的速度喷射到扬克烘缸表面,依靠金属粉末的物理化学反应,与基体金属产生原子扩散结合,从而在扬克烘缸表面形成牢固附着并具有特定性能的涂层,其原理示意图如图3所示。由于涂层与金属基体结合强度很大,可达29.4 MPa[4],所以表面热喷涂技术往往被用于扬克烘缸表面磨抛前的预处理。根据加热方式的不同,可分为电弧喷涂、氧乙炔火焰喷涂、等离子体喷涂和爆炸喷涂等。

图3 表面热喷涂原理示意图
表面热喷涂技术有很多优点:①涂层组织致密均匀,可有效地降低扬克烘缸表面粗糙度,从而达到修复受损烘缸表面的目的。②可喷涂特殊材料,提高扬克烘缸表面特殊性能,延长烘缸寿命,甚至做到无需修复。如国内多以含铬不锈钢作为喷涂材料,提高扬克烘缸表面的耐磨抗蚀性能;国外已开发出更为先进的技术,可在扬克烘缸表面喷涂硬质材料,以改善扬克烘缸表面的耐磨等性能,延长使用寿命。③表面热喷涂技术设备简单,可现场作业,修复时间短,根据国内经验,喷涂1个烘缸只需10~12 h(不包括喷前处理和喷后磨削)[5]。
但是,涂层也会给扬克烘缸的正常使用带来一些问题:①由于不锈钢的导热系数比铸铁小,喷涂不锈钢后会降低扬克烘缸的传热效率。②过厚的涂层也会降低扬克烘缸的传热效率。针对以上问题,国外通常采用加入钼等金属材料来提高扬克烘缸的导热性能。另外,根据国内实践经验,涂层厚度一般应小于0.8 mm。
由于具有以上特点,表面热喷涂技术在扬克烘缸表面修复方面具有很好的修复效果。所以,近10年表面热喷涂技术被广泛采用,现在已经比较成熟。其中,由于电弧喷涂的效率是氧乙炔火焰喷涂的3倍,并且具有能耗低,结合强度高等特点,因此,电弧喷涂成为使用最广泛的喷涂方法,其工作示意图如图4所示。
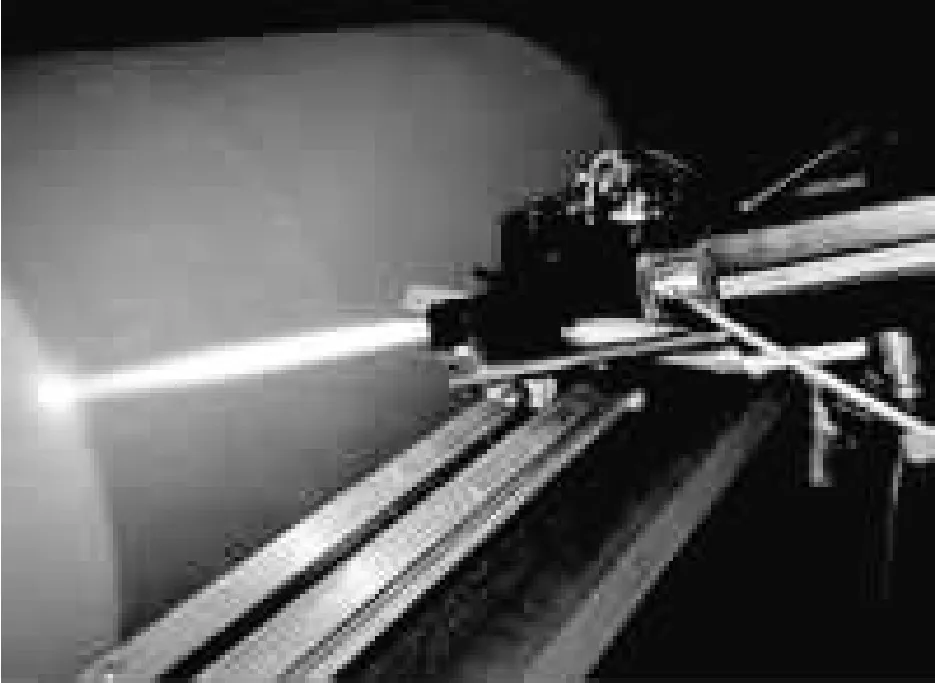
图4 高速电弧喷涂工作示意图
3 表面磨抛技术
从设计、制造、生产使用等方面来看,一般通入扬克烘缸高温蒸汽的压力比较大,约为1.12 MPa,而且扬克烘缸的工作车速已超过2000 m/min,在这种情况下,扬克烘缸表面的任何缺陷都会成为巨大的安全隐患;同时,扬克烘缸总质量高达上百吨,所以装卸难度非常大;另外,扬克烘缸修复周期短,一般1年需磨缸1次,在腐蚀严重的情况下甚至6个月就需要修复1次。所以采用高效安全的技术对扬克烘缸表面进行修复是非常必要的。
目前国内外的扬克烘缸表面修复技术主要有表面磨抛技术、砂轮磨削技术和电化学磨削技术[6]。其中,最为先进的表面磨抛技术在国外已被广泛应用。该技术通过高精度的小型化砂带磨床,对受损的扬克烘缸表面进行在线修磨,使其重新达到使用要求。砂带磨床的主要部件为砂带,砂带磨削是根据扬克烘缸的形状,以相应的接触方式,利用高速运动的砂带对其同时进行磨削和抛光的一种新型高效磨抛工艺。砂带磨抛技术与传统砂轮磨削技术的优缺点如表2所示,砂带磨抛具有很高的工作效率,目前越来越多的专家学者正在积极研究砂带磨削在扬克烘缸表面修复方面的应用。

表2 砂带磨抛技术与传统砂轮磨削技术优缺点的比较
在国外,美卓和福伊特等公司都已经开发出了用于扬克烘缸表面修复的砂带磨床,如美卓公司开发的Crownmaster系统 (见图5)和福伊特公司开发的VRG(Virtual Reference Grinding)系统 (见图6)都是目前全球高性能的扬克烘缸表面在线修磨设备。首先,它们在传统烘缸研磨机的基础上采用高精度的现代化控制系统,大幅度提高了扬克烘缸表面修磨的精确度和可靠度;其次,它们都是集磨削和抛光为一体,可对扬克烘缸表面进行高效磨抛;最后,它们都可以完成对带有中高扬克烘缸的表面修复。此外,福伊特公司的VRG系统还采用双磨头设计,进一步提高了磨削效率,使磨削所需时间由原来的3~5天缩短到1天左右,大大降低了企业的停机损失[8]。

图5 美卓公司的Crownmaster系统

图6 福伊特公司的VRG系统
4 结语
由于扬克烘缸不仅具有总质量大、修复难度高、维护周期短且所需时间长等特点,而且一旦出现表面磨损问题将严重影响成纸质量,所以对扬克烘缸表面修复技术的研究具有非常重要的意义。本文通过表面检测技术、表面热喷涂技术和表面磨削技术对近年来国内外扬克烘缸表面修复技术进行了分析,可知现已实现了检测和磨削技术的一体化。随着科学技术的不断发展,为进一步提高扬克烘缸表面的修复效率,减少企业的停机损失,探索集烘缸检测、表面喷涂和砂带磨削为一体的扬克烘缸表面修复技术将成为主要发展趋势,因此,研究开发更先进的扬克烘缸表面修复一体化技术也是亟待解决的重要课题。
[1] Xu Cunjian.The Development of the High-speed Tissue Paper Machine[J].China Pulp & Paper Industry,1998(4):52.徐存俭.高速薄页卫生纸机的发展[J].中华纸业,1998(4):52.
[2] John A,Charles.Diagnostic Tools for Yankee Dryers[C]//2000 TAPPI Engineering Conference,2000.
[3] Zhou Mingbao,Lin Dajian.Measurement of Microstructures Topography[J].Optics and Precision Engineering,1999(3):7.周明宝,林大键.微结构表面形貌的测量[J].光学精密工程,1999(3):7.
[4] Zhao Junliu.Thermal Spaying on Cast Iron Dryer——Application of Oxy-acetylene Metal Spraying on Dryer Manufacturing[J].Southwest Pulp and Paper,1985(4):12.赵俊六.铸铁烘缸热喷涂——氧乙炔焰金属喷涂在烘缸制造中的应用[J].西南造纸,1985(4):12.
[5] LIU Jun-jie.Quality Upgrading and Life Extension of Paper Dryers by the Application of Metal Spraying Technique[J].China Pulp & Paper,1983,2(4):34.刘俊杰.应用金属喷涂技术提高烘缸的质量和寿命[J].中国造纸,1983,2(4):34.
[6] LIU Yan,ZHANG Feng,LI Xin-ping.The On-line Grinding Technique of Cast Iron Dryer[J].China Pulp & Paper,2008,27(12):55.刘 艳,张 锋,李新平.浅谈铸铁烘缸的在线磨削技术[J].中国造纸,2008,27(12):55.
[7] Jiang Xiaoming.Belt Grinding Technology and Machine[J].Journal of Anhui Institute of Machinery and Electrical Engineering,1992(2):62.蒋晓明.砂带磨削技术与砂带磨床[J].安徽机电学院学报,1992(2):62.
[8] Vioth Paper Service(China)Co.,Ltd.The on-site Grinding Device for Yankee Dryer[J].World Pulp & Paper,2006,12(3):47.福伊特造纸服务(中国)有限公司.扬克烘缸的机上研磨[J].国际造纸,2006,12(3):47.
猜你喜欢
中国特种设备安全(2021年2期)2021-07-21 08:48:08
造纸信息(2019年7期)2019-09-10 11:33:18
制造技术与机床(2017年5期)2018-01-19 02:49:04
制造技术与机床(2017年11期)2017-12-18 06:46:28
生活用纸(2016年6期)2017-01-19 07:36:19
材料科学与工程学报(2016年4期)2017-01-15 13:35:34
河北工业大学学报(2016年6期)2016-04-16 02:54:20
中国光学(2015年1期)2015-06-06 18:30:20
郑州大学学报(工学版)(2014年6期)2014-03-01 04:21:27
组合机床与自动化加工技术(2014年12期)2014-03-01 02:23:00