
铁水鱼雷罐车倾翻电气控制研究
2014-01-10 01:13王玉城
机电工程技术 2014年5期
王玉城,钟 敏
(武汉设备维修总厂,湖北武汉 430083)
铁水鱼雷罐车倾翻电气控制研究
王玉城,钟 敏
(武汉设备维修总厂,湖北武汉 430083)
铁水鱼雷罐车是钢厂中重要的铁水运输工具。主要研究武钢四炼钢厂铁水鱼雷罐车倾翻动作及其抱闸的电气控制设计原理,同时针对铁水鱼雷罐车倾翻常见故障,分析故障原因,探讨故障排查及处理的方法,以提高铁水鱼雷罐车倾翻故障的处理效率,从而保证生产中铁水有序的供应。
铁水鱼雷罐车;倾翻;抱闸;电气控制
0 引言
武钢四炼钢厂使用的铁水由铁水鱼雷罐车从炼铁厂运输而来,铁水运输到达四炼钢倒罐站后,从倒罐站电气室引出的接电装置直接插在鱼雷罐车的接电插座上,通过倒罐站的电气控制系统控制鱼雷罐车倾翻,最终完成铁水的倾倒任务。这也是整个炼钢的第一步工序,因此铁水倾翻控制系统的稳定性及出现故障排查的及时性,直接关系到后续生产的持续性,为此本文的研究十分必要。
1 倾翻动作电气控制设计
1.1 启动方式的选择
鱼雷罐倾翻采用的是两台绕线式三相异步电动机,其动力原理图如图1所示。异步电动机直接启动,启动电流一般为额定电流的4~7倍,大功率电机的启动会对电网造成冲击,直接全压启动在启动瞬间的转矩力非常大,会对电机内部损伤。可考虑采用转子绕线串电阻方式降压启动,通过滑环及电刷装置与外加的电阻相连接,通过选择适阻值的外加电阻,可获得较大的启动转矩及较小的启动电流[1]。

图1 鱼雷罐倾翻动力原理图
1.2 调速方式的设计
鱼雷罐倾翻采用转子绕线串电阻方式降压启动,如所串电阻为固定电阻,由于其阻值不能调节,因此倾翻过程中也不能实现有级调速。根据实际需要,可考虑采用转子绕组串切四级电阻调速的方式进行倾翻调速,转子绕组采用Y型接法,所串电阻集中在一个电阻箱内,其接线方式如图2所示,其中1#电机通过接触器KM3、KM4、KM5、KM6完成四级电阻的投切,2#电机通过接触器KM15、KM16、KM17、KM18完成四级电阻的投切。操作人员通过摇动操作手柄四个档位完成四级电阻的投切,为避免两级直接过快投切对电路及设备造成冲击,程序中控制每级电阻投切的时间间隔至少为3 s[2]。

图2 倾翻电机转子绕组串、切电阻回路图
2 倾翻抱闸电气控制设计
2.1 倾翻抱闸动作原理分析
两台倾翻电机使用的抱闸均为直流电磁闸,故抱闸电源使用的是直流电源。抱闸的动作原理是:电磁抱闸线圈也得电,衔铁吸合,克服弹簧的拉力使抱闸的闸瓦与闸轮分开,电动机正常运转;电磁抱闸线圈失电,衔铁在弹簧拉力作用下与铁芯分开,并使抱闸的闸瓦紧紧抱住闸轮,电动机被制动而停转。电磁铁的吸力和弹簧的拉力相等时,抱闸的打开便会处于稳定状态,下面对电磁铁吸力及弹簧拉力和进行定性分析,图3、图4为电磁铁吸合示意图及弹簧拉伸示意图。

ϕ为磁通量(麦),S为磁通面积(cm2),α为修正系数(约为3~5),c为气隙长度(cm),F1为磁铁吸力

Rm为磁阻(1/H),l为磁路长度(cm)在此也即是气隙长度c,μ为导磁系数。

I为电流(A),W为线圈的匝数,ϕ为磁通量(麦),Rm为磁阻(1/H)。
将磁阻公式2及磁势公式3代入磁铁吸力公式1可得新磁铁吸力公式:

F2为弹簧拉力,k为弹簧的弹性系数,L2-L1为弹簧拉伸长度其等于磁铁初始气隙长度c2减去吸合后的气隙长度c1。
直流电磁铁的线圈电阻为常数,在工作电压不变的情况下,线圈的电流也是常数,在吸合过程中不会随气隙的变化而变化。磁铁在吸合前气隙较大,由公式(2)知其磁路的磁阻也较大,由公式(3)知其磁通较小,由公式(1)知因而其吸力也较小;吸合后气隙很小,由公式(2)知其磁路的磁阻也很小,由公式(3)知其磁通变大,由公式(1)知因而其吸力也变大。由公式(4)随着气隙的减小,磁铁吸力增长的很快;由公式(5)随着气隙的减小,弹簧的拉力增长的较慢。由公式(4)知抱闸开启起初,可通过增加线圈中的电流来增大磁铁吸力,待抱闸完全吸合可通过减小线圈中的电流来维持磁铁吸力与弹簧拉力的平衡。
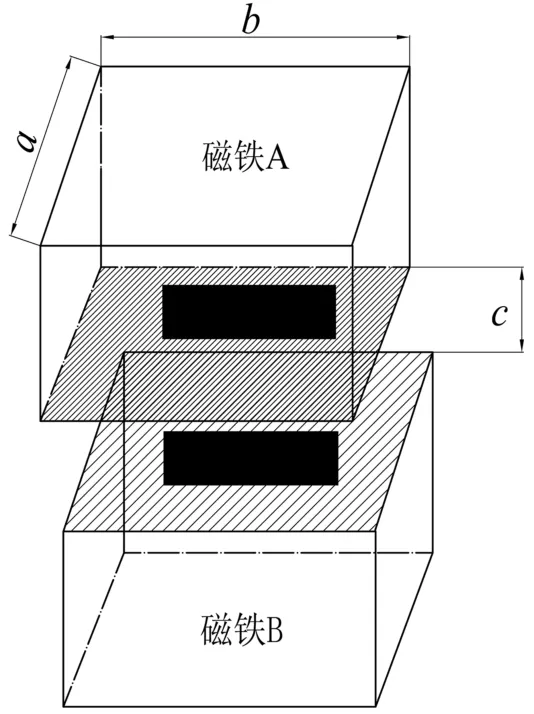
图3 磁铁吸合示意图

图4 弹簧拉伸示意图
根据I=U/R,在R一定、U变大时,线圈中的电流会变大;U变小时,线圈中的电流会变小,同时根据P=(U·U)/R,在R一定,U变小时,线圈所损耗的功率也会降低。
综合以上分析可知,可以采用大电压激励、小电压维持的方式控制抱闸开启,这样做可以降低抱闸合闸时的冲击,减少抱闸线圈发热和降低抱闸冲击的噪声,根据实际需求,在此使用的是220V/24V直流电源电磁闸[3]。
2.2 倾翻抱闸电气控制回路设计
2.2.1 倾翻抱闸电源整流电路设计
倾翻抱闸使用的为直流220 V电源,而工厂一般提供的为380 V交流电源,为此需要进行整流变换,首先选用交流变压器将380 V的交流电源转变成250 V的交流电源,然后再使用整流块将250 V的交流电源转变成220 V直流电源,其电路设计图如图5所示。

图5 倾翻抱闸电源整流电路图
2.2.2 倾翻抱闸直流电源电压切换电路设计
由于倾翻抱闸采用大电压激励、小电压维持的方式,因此在通电后直流电路需首先输出一个220VDC激励张开电压,经过一段时间延时待抱闸完全张开,输出电压应瞬间降为24VDC,以维持抱闸的吸合状态。为此可以在抱闸回路中串入两个电阻R3、R4,R3/R4=220/24,通电初始R3被切除,220 V直流电压全部加在R4上,即抱闸上个加220 V直流电压,通电一段时间后R3被投入,由于R3的分压,加在R4上的电压变为24 V,即抱闸上电压变为24 V,具体的电路设计图如图6所示。
2.3 抱闸开启动作过程分析
(1)KM10为直流侧总接触器,当倾翻正、反转时KM10立即吸合。
(2)KM13为直流侧手动插头控制接触器,当手动插头接电正常且倾翻正、反转时KM13立即吸合;KM12为直流侧手动插头控制接触器,当自动插头接电正常且倾翻正、反转时KM12立即吸合。
(3)KM14为交流侧总接触器,当倾翻正、反转时延时1 s接通。
(4)KM11为投切电阻接触器,当倾翻正、反转时KM11立即吸合,将经济电阻R3切除,KM14接通后,直流220 V电压全部加在电阻R4上,也就是全部加在两个倾翻抱闸上(倾翻有两个电机);2 s后KM11会自动断开,这时经济电阻会投入到电路中进行分压,由于R3/R4=55/6,这时加在R4上的电压为24 V,也就是加在两个倾翻抱闸上的电压为24 V。
从以上元件动作过程可清晰的了解倾翻抱闸控制的整个过程,当倾翻正、反转时,直流侧电路首先接通,1 s后交流侧电路接通,此时抱闸在大电压下开始动作,再2 s后抱闸吸合已稳定,此时再将电阻R3投入,抱闸在小电压下维持吸合状态。

图6 倾翻抱闸直流电源电路图
3 常见故障及处理方法
3.1 倾翻无动作、倾翻电流大
3.1.1 倾翻抱闸未完全打开(倾翻电流大)
(1)首先倾听倾翻是否有抱闸动作的响声,如有响声则证明抱闸已经动作,同时还要观察抱闸投切电阻接触器KM11的动作状态,如KM11一直未吸合可判断此接触器坏,导致未能提供给抱闸大电压进行激励,提供给抱闸的电压一直为24 V,抱闸未完全打开。
3.1.2 倾翻抱闸未打开(倾翻无动作且倾翻电流大)
(1)如无动作响声,则需要对抱闸整流块进行测量,一般情况整流块交流侧和直流侧的电阻都在1 MΩ左右,如测量阻值过小甚至为零或为无穷大,则证明此整流块已烧,需更换整流块。
(2)如无动作响声且整流块正常,需对整个抱闸交流侧线路和直流侧线路进行检查,首先需观察交流侧开关QF4和直流侧开关QF6是否跳电,其次要检查交流侧接触器KM14和直流侧接触器KM10、KM13是否吸合,最后要检查交流侧线路和直流侧线路是否断路,直流侧尤其要单独测量接电装置2#和6#线(闸线)是否断路、接地、短路,如有此类情况,需更换接电装置。
(3)检查接电装置插头和倾翻车体插座的2#和6#接线柱是否接触不良,如接触不良需进行打磨。
3.1.3 倾翻电机定子绕组故障(倾翻无动作且倾翻电流大)
(1)首先在现场单独测量接电装置A、B、C三相,看是否有接地、断相及短路的情况,如有此类情况,需更换接电装置。
(2)再在倾翻车插座上测量电机A、B、C三相,看是否有接地、单相、短路、三相阻值不平衡等情况,如有此类情况,通知运输部进行处理。
(3)检查接电装置插头和倾翻车体插座的A、B、C接线柱是否接触不良,如接触不良需进行打磨[4]。
3.1.4 倾翻电机串切电阻故障(倾翻无动作且倾翻电流大)
(1)首先在现场单独测量接电装置D、E、F三相,看是否有接地、断相及短路的情况,如有此类情况,需更换接电装置。
(2)再在现场端子箱内测量D、E、F三相,看是否有接地、单相、断路、三相阻值不平衡等情况,如有此类情况需到电气室打开相对应的两个端子箱,检查电阻箱内电阻及接线柱是否有烧损的情况,再进行相应处理。
(3)检查接电装置插头和倾翻车体插座的D、E、F接线柱是否接触不良,如接触不良需进行打磨[4]。
3.1.5 接电OK信号未来(倾翻无动作)
(1)首先在现场单独测量接电装置1#和14#线,看是否有断相的情况,如有此类情况,需更换接电装置,为不影响生产,可在现场端子箱内将1#和14#端子短接。
(2)检查接电装置插头和倾翻车体插座的1#和14#接线柱是否接触不良,如接触不良需进行打磨。
3.2 倾翻动作慢、倾翻电流偏小
三相绕线型异步电动机转子串入电阻时,转速会因为串入的阻值大小而变化,串入的阻值越大,电机的转速越低,其电流也会因串入的阻值大小而变化,串入的阻值越大,电机的电流越小。
(1)依次切换操作手柄上的四个档位,检查四个档的触点是否接触不良或是卡阻,如有此类情况更换触点,如过时手柄内的小滑轮卡阻,可涂抹润滑油,必要时可考虑更换手柄。
(2)依次切换操作手柄上的四个档位,在电气室观察接触器KM3、KM4、KM5、KM6、KM15、KM16、KM17、KM18,其中切一级电阻时KM3、KM15吸合,切二级电阻时KM4、KM16再吸合,切三级电阻时KM5、KM17再吸合,切四级电阻时KM6、KM18再吸合,如有接触器不按顺序吸合的情况则要检查接触器及线路,必要时需更换接触器。
4 结束语
针对铁水鱼雷罐车倾翻直接启动电流大易损坏设备冲击电网及无法实现调速的缺点,本文提出了转子绕组串切电阻的启动、调速方式,在保证大力矩启动的条件下,降低了启动电流,实现了四级调速。于此同时,采用大电压激励、小电压维持的方式控制抱闸启动,节省了90%的电能损耗,降低抱闸冲击的噪声,延长了抱闸的使用寿命。此外,本文对于倾翻故障的分析也比较全面,可有效的指导维护人员的故障处理,提高工作效率。
[1]许大中.交流电机调速理论[M].杭州:浙江大学出版社,1991.
[2]陈伯时,陈敏逊.交流调速系统[M].北京:机械工业出版社,1998.
[3]张尊睦,黄开胜,郑鑫,等.电梯用节能电磁制动器的分析与设计[J].微电机,2007(7):34-36.
[4]新天.如何检查判断三相电动机绕组故障[J].家电检修技术,2004(10):21-23.
The Study on Hot Metal Torpedo Tanker Tipping Electrical Control
WANG Yu-cheng,ZHONG Min
(Equipment Maintenance Plant in Wuhan City,Wuhan430083,China)
The hot metal torpedo tanker is an important means of transport in the steel mills.The main studies in this article are the electrical control design principle for hot metal torpedo tanker tipping action and brake in the Wuhan Iron and Steel fourth plant.At the same time,it analyzes the causes of the failures and investigates the ways of troubleshooting and handling for the hot metal torpedo tank tipping common faults,improving the efficiency of hot metal torpedo tanker tipping fault handling and ensuring orderly supply in the iron and steel production.
hot metal torpedo tank;tipping;holding brake;electrical control
TP273
B
1009-9492(2014)05-0123-05
10.3969/j.issn.1009-9492.2014.05.031
王玉城,男,1983年生,河北沧县人,大学本科,工程师。研究领域:炼钢厂电气设备的自动控制、节能降耗控制。已发表论文2篇。
(编辑:向 飞)
2013-11-26
猜你喜欢
石油沥青(2022年2期)2022-05-23
山东冶金(2022年1期)2022-04-19
小哥白尼(军事科学)(2021年8期)2021-11-22
小哥白尼(军事科学)(2020年8期)2020-05-22
山东冶金(2019年5期)2019-11-16
专用汽车(2018年10期)2018-11-02
自动化学报(2016年5期)2016-04-16
专用汽车(2016年8期)2016-03-01
专用汽车(2015年4期)2015-03-01
声学技术(2014年1期)2014-06-21
