
浅析铣床多件联动快速夹紧夹具的设计*
2014-01-10 01:13郭在云云南能源职业技术学院云南曲靖655001
机电工程技术 2014年5期
郭在云(云南能源职业技术学院,云南曲靖 655001)
浅析铣床多件联动快速夹紧夹具的设计*
郭在云
(云南能源职业技术学院,云南曲靖 655001)
在普通铣床上,设计多件联动快速夹紧专用夹具,用于加工带式输送机托辊轴,设计过程中定位方案的选定,保证了零件的定位精度和所需限制的自由度数;夹紧装置设计可靠,夹紧行程小,实现快速夹紧;提高生产效率和设备利用率,降低零件的生产成本和工人劳动强度。
多件;夹具;定位;夹紧
带式输送机具有结构简单、运输量大、可连续工作等优点,广泛运用于火力发电厂、煤矿、有色金属矿、选厂、码头等,主要用于输送松散物料和成品件,根据输送要求可单台使用,也可多台组合,实现长距离输送。目前,随着我国工业的高速发展和机械制造水平的大幅提高,带式输送机输送距离已达几十公里,甚至几百公里的“皮带机长廊”工程也即将成为现实,可大幅度提高运输能力,并大大缓解铁路、公路的运输,还有减低污染,保护环境的作用,因此带式输送机发展和应用前景十分可观。托辊在带式输送机中主要作用是支撑、防跑偏和减少皮带磨损等作用,数量配置多,属易损件。在生产制造中,托辊轴的加工工序繁琐,加工效率低,因此经常由于托辊生产影响整机完成工期。笔者曾在某大型国营煤矿机械厂工作,负责编制机加工工艺和夹具设计,针对托辊轴铣两端面工序,设计了用于普通X5032立式铣床一次装夹6根托辊轴快速、联动专用夹具,大幅度提高了加工托辊轴的效率。现将设计过程作如下分析,以供参考。
1 托辊轴加工工序分析
1.1 托辊轴加工工序分析
带式输送机的类型较多,煤矿常用的是800带宽系列的输送机,其托辊数量最多的是铰接槽形托辊,该托辊轴主要有ϕ25 mm×347 mm和ϕ25 mm×465 mm两种尺寸,如图1所示。本工序是用普通立式铣床,在ϕ25 mm的轴两端分别铣削出长16 mm、厚度18 mm四个平面,平面将在下一个工序用钻床加工出托辊相互铰接的孔,属大批量生产。通常设计的夹具一次只能夹2根托辊轴,单面铣削,加工过程中操作者需装卸四次方可完成轴两端的平面加工,反复装拆工件降低定位精度,并增大工人劳动强度大,加工效率相当低,尤其在设备较少的企业,往往托辊轴加工缓慢而影响整台产品的交货期。
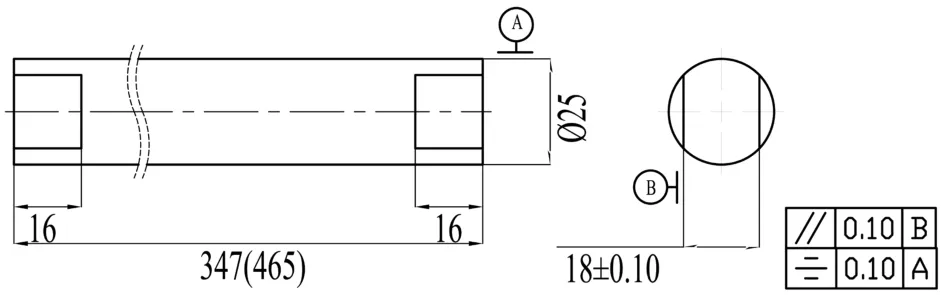
图1 托辊轴工序图
1.2 该托辊轴的加工分析、制定夹具设计方案
(1)托辊轴两端加工的平面与托辊轴中心线对称度为0.1 mm;
(2)托辊轴两端加工的平面平行度为0.1 mm;
(3)两端平面铣削长度均为16 mm、厚度为18 mm。
分析可知,此零件属于小型零件,且精度不太高,零件的金属切除率少,机床功率消耗不大,可在普通立式铣床上加工,并且对夹具的刚性要求不高,适合采用多件联动夹具进行加工。笔者经过多次设计比较后,确定了如图2所示的定位、夹紧方式和组合式三面刃盘铣刀的夹具设计方案,该夹具可分别加工ϕ25 mm×347 mm和ϕ25 mm×465 mm两种尺寸的托辊轴,在确保加工精度的前提下,一次装夹6根托辊轴,并且整个铣削过程只需装拆工件一次,铣床工作台移动一次,就可完成托辊轴两端四个平面的铣削,提高工效达6倍以上,并大幅减轻工人劳动强度。
2 定位方案设计
2.1 定位方案和定位元件的确定
该托辊轴是圆柱类零件,由于在铣床加工平面时的尺寸是长度16 mm、厚度18 mm,根据图3建立的坐标,只需限制5个自由度,分别是、其中yˆ方向的自由度不需限制,属于不完全定形位,从托辊轴的几何形状以及托辊轴中心线与加工平面的对称度、平行度要求考虑,选用V块作为定位元件效果最佳,V形块为组合式两端各一块,可限制四个自由度,保证了所加工平面与托辊轴中心线的对称度及两平面的平行度要求。限制是用图2中“活动定位块”,装夹托辊轴时未加工端必须与支承板表面接触,支承板限制了托辊轴一个自由度,确保所铣削的平面长度达到16 mm。当一端已加工完毕,加工另一端时,则必须将“活动定位块”拆除铣刀方可进行铣削,由于刀具切削力小、加紧可靠,沿Y方向不会产生移动,因此已加工好的端面也不需再用“活动定位块”进行定位。在夹具体上开有二通槽,分别安装活动支承板,可满足ϕ25 mm×347 mm、ϕ25 mm×465 mm两种规格托辊轴的加工,使该夹具能加工两种不同规格的托辊轴。V形块共设计7快,V形面呈水平摆放,托辊轴装在两个V形面中级,V形块兼定位及夹紧作用,如图3所示。其中顶端一块V形块是固定不动,其余6块是可移动的,V型块相互之间安装有复位弹簧。复位弹簧在安装时就处于被压缩状态,有一定的预紧力,在装工件时操作者需将两相对V形块分开,才能装上工件,这样可利于工件在未夹紧前保持其已定位置。
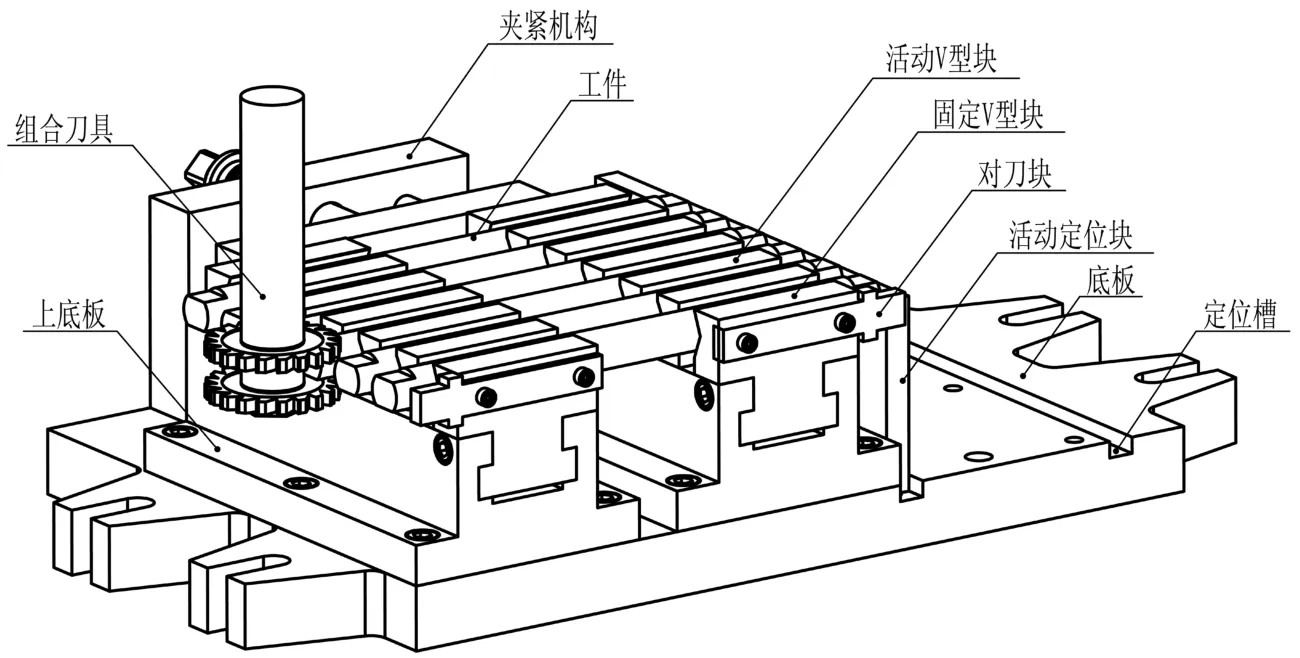
图2 铣床多件联动快速夹紧夹具结构图
2.2 定位误差分析
该夹具定位原理如图3所示,将托辊轴支撑在两个短V形块之间,可提高工件的刚度和定位稳定性。V形块呈水平放置,除两端的以外,其余5块V形块均是双面呈V形,使V形块兼有定位和夹紧双重作用,托辊轴定位时对中性好,如图3所示。
在设计V形块时,为保证托辊轴水平方向定位的稳定,取α=900,安装过程中必须保证7块V形块的高度保持一致,中心线在同一水平,这样才能使定位精度得到保证。
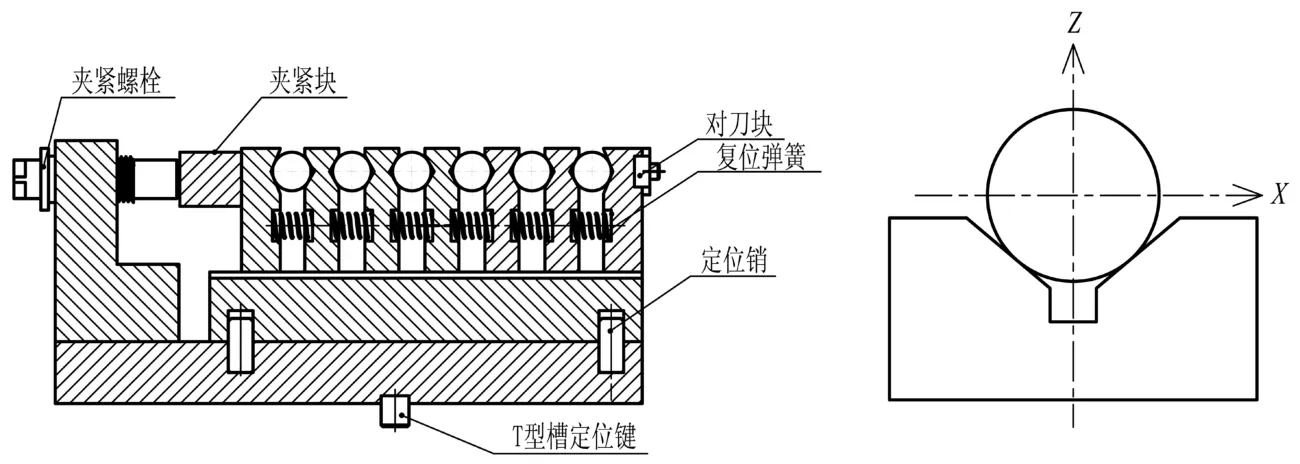
图3 夹具定位、夹紧示意图
计算V形块的定位误差△D时,分析托辊轴工序图可知,工序基准与单位基准不重合,基准不重合误差采用V形块为定位元件时,基准位移误差
根据托辊轴工序图、在V形块定位情况及铣刀加工方向,可得定位误差计算公式:

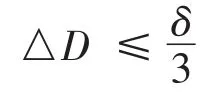
当α=900时,△D=0.207δD,其中δD是工序基准与定位基准距离之间尺寸公差,如图1所示。
检验该夹具设计的定位方案是否达到要求,能否保证工件加工精度,可用误差计算不等式的公式进行验算,即

其中,△Z-A—夹具制造、安装误差;△G—过程误差;△D—定位误差;δ—工件的加工允差。
由于△Z-A、△G主要与夹具制造、调整、机床的工作精度、刀具的制造误差等因素有关,而与夹具定位方案、定位精度关系不大,通常进行检验时可按三项误差平均分配,即满足如下不等式,定位方案就能保证工件加工精度。即,
3 夹紧方案设计
通过对托辊轴工序图分析,此零件属于小型零件,加工过程中切削力小,机床功率消耗不大,所需夹紧行程较小,因此采用结构简单,操作方便的螺旋夹紧机构,如图4所示。托辊轴支撑在左右两块V形块上,由于V形块兼有定位和夹紧功能,在夹紧的同时已定位的工件会产生轻微移动,采用图4中夹紧手柄,可同时使左右两排V形块同步轻微移动,并依次将6根托辊轴夹紧。夹紧时虽然已定位的工件会产生轻微移动,但由于在各V形块之间安装的弹簧预紧力作用下,使夹紧行程小,可快速夹紧工件,不会破坏原定位。该托辊轴是圆柱形零件,定位时不需要限制Y的自由度,并且铣削轴两端平面时铣刀进给方向与夹紧力方向一致,因此轻微移动不影响已确定的位置。但必须采用如图所示夹紧方式,否则左右夹紧不同步的话,则会使托辊轴轴线产生偏移,破坏了工件已确定的位置。

图4 螺旋夹紧结构图
螺纹选用方牙螺纹,自锁性能好,夹紧的可靠性好。在铣削加工过程中,工件主要受力就是铣刀的切削力,由于切削量少,所以切削力也就小,其指小于螺旋夹紧力,因此夹紧可靠。螺旋夹紧夹紧力计算公式:

式中:W—螺旋夹紧机构所产生的夹紧力(N);
Q—原始作用力(N);
L—作用力臂(手柄)(mm);
d0—螺旋中径(mm);
α—螺旋升角(°);
ϕ1—螺旋表面处摩擦角(°);
ϕr2—螺杆顶部与压紧块的摩擦角(°);
r—螺杆顶部与压紧块的当量摩擦半径(mm)。
4 夹具体结构设计
夹具体是夹具的基座和骨架,通过它将夹具的各组成装置和元件连结为一个整体,并通过它将夹具安装在机床上,夹具各组成部分与夹具体有安装尺寸精度要求,夹具相对于机床工作台也有安装位置要求。本夹具设计的夹具体如图5所示,四个长孔是用T形螺栓固定夹具体与铣床工作台的,夹具体与铣床工作台位置是用图3中T形槽定位键确定。由于本夹具可加工ϕ25 mm×347 mm和ϕ25 mm×465 mm两种规格的托辊轴,则用于定位的左右V形块应能移动,如图5所示,右边的V形块是活动的,当V形块在图示“800型497规格”位置时,是加工ϕ25 mm×347 mm规格的托辊轴;在“800型497规格”位置时是加工ϕ25 mm×497 mm规格的托辊轴。V形块在夹具体上的位置是用定位销确定的,如图5所示。

图5 夹具体结构示意图
5 组合铣刀和对刀元件设计
在设计本夹具时,为提高加工效率,减少工件装夹次数,设计了组合铣刀如图6所示。用两把ϕ80×8(mm×mm)的三面刃盘铣刀,安装在如图6的铣刀架上,在刀具中间加上调整垫圈,该调整垫圈的长度尺寸,就决定了托辊轴两端所铣削平面之间18 mm尺寸要求。加工时,一次可完成所夹的6根托辊轴一端上下两个面的铣削,完成一端的加工后,将铣床工作台水平移动至托辊轴另一端加工位置,即可进行加工。在整个铣削过程中,托辊轴只需装夹一次就可完成四个面的加工。
铣床的对刀元件是用来确定刀具与夹具相互位置的元件,又称为对刀块。本夹具常用的是侧装对刀块,该对刀块是可换式,可根据加工的工件直径尺寸不同,选用不同的对刀块,如图6所示。
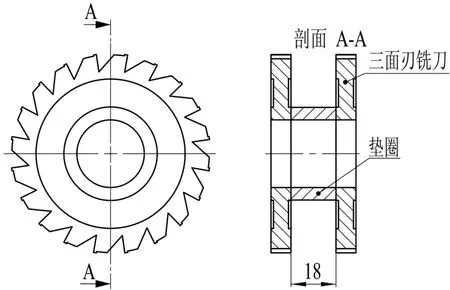
图6 组合铣刀结构图
6 结束语
在实际生产过程中,由于各个生产企业的加工产品、生产条件各不相同,在满足使用要求和加工精度的前题条件下,根据现有的设备情况,通过设计制造一些多件联动快速夹紧的夹具,既保证了加工精度,又大幅提高生产效率和降低工人劳动强度,并可充分发挥现有设备的潜力,降低新设备、新工艺装备的采购成本,缩短产品的生产周期,以获得更大的经济效益和社会效益。笔者所设计的该夹具在现场使用中,得到企业领导和操作者的普遍好评,虽然也存在着许多不足,但夹具设计方面有独到之处,可以向读者提供一些参考,同时希望读者提出批评和建议。
[1]陈立德.工装设计[M].上海:上海交通大学出版社,1999.
[2]肖继德,陈宁平.机床夹具设计[M].北京:机械工业出版社,2000.
[3]沈鸿,等.机械工程手册第9卷机械制造工艺(三)[M].北京:机械工业出版社,1983.
[4]陈德生.机械制造工艺学[M].杭州:浙江大学出版社,2010.
[5]王慧,孙建香.AutoCAD2012机械制图实例教程[M].北京:人民邮电出版社,2012.
Simple Discussion on the Design of Milling Jigs of Ganged Multiple Components with Fast Clamping Features
GUO Zai-yun
(Yunnan Vocation Institute of Energy,Qujing655001,China)
Design special jigs of ganged multiple components with fast clamping features on normal milling machines and use it for processing belt of conveyor supporting rollers.The option of positioning schemes in design process ensures the position accuracy and the limited free degrees of components;clamping device is designed reliably with short route and fast reaction;it’s helpful to enhance productivity efficiency and rate of equipment utilization,reducing the costs and labor intensity meanwhile.
multiple components;clamps;position;clamping
TG751.3
B
1009-9492(2014)05-0032-04
10.3969/j.issn.1009-9492.2014.05.007
郭在云,男,1966年生,山东泰安人,大学本科,讲师。研究领域:机械。已发表论文11篇。
(编辑:阮 毅)
*2011年云南省教育厅基金课题(编号:2011Y481)
2014-03-13
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2021年1期)2021-07-21
水泥技术(2020年3期)2020-06-06
模具制造(2019年10期)2020-01-06
农产品加工(2019年22期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年12期)2017-02-02
制造技术与机床(2015年3期)2015-01-27
河南科技(2014年23期)2014-02-27
