浅谈硫对无氧铜杆的质量影响和解决对策
2014-01-01 02:57:10余泽武
铜业工程 2014年1期
余泽武
(江西铜业集团公司铜材有限公司,江西贵溪 335424)
1 引言
江铜集团铜材有限公司于20世纪90年代初期,引进上引连铸生产线,开发上引无氧铜杆产品作为铜细线生产原料。早期,生产直径为φ20mm连铸无氧铜杆并通过冷轧法加工成直径为φ7.2mm的硬态无氧铜杆,再经过大拉、中拉、小拉拉拔加工成各规格铜细线。随着电气控制技术的不断进步,上引连铸技术也得到了飞速发展,即直接通过上引法生产出φ8.00mm软态无氧铜杆,φ8.00mm软态无氧铜杆(以下简称φ8.00mm铜杆)可直接进入大拉、中拉、小拉,改进后的上引工艺由于不需轧制工序,因而大大提高了生产效率、降低了加工成本,在市场上迅速推广。
在新上引法工艺多年的生产实践中发现,当阴极铜来源发生变化或阴极铜品质出现波动时,生产的φ8.00mm铜杆在拉制过程中脆断现象时有发生。这严重影响到铜细线的正常生产。为此,我们就这一现象进行了分析和研究。
2 无氧铜杆疏松脆断的原因分析
2.1 无氧铜杆生产工艺
将阴极铜烘干后加入工频感应炉的熔化炉中,通过磁感应加热熔钩传递热量熔化阴极铜。液态铜水进入保温腔、引杆腔,在规定的工艺温度下通过结晶器向上引铸出φ8.00mm铜杆,液态铜水在熔化炉、保温腔、引杆腔中均有木炭覆盖保护。
通过开展有针对的跟踪实验,以4台上引工频炉组为主体,在相同工艺条件下用近半个月的时间对不同阴极铜进行生产跟踪,发现特定阴极铜下所产出的无氧铜杆产品出现了材质疏松、频繁断线现象。之后,通过对部份产生材质疏松的无氧铜杆进行取样化验,化验结果如表1所示。
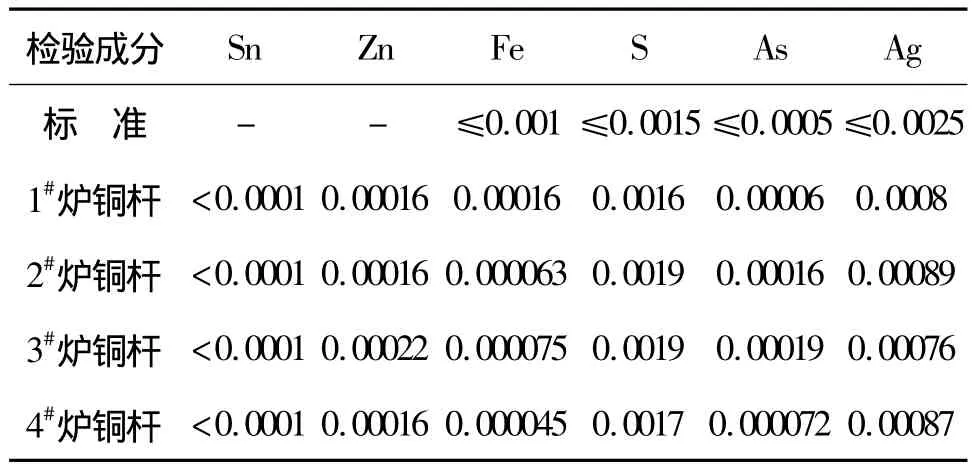
表1 上引炉φ8.00mm铜杆成分化验单%
从化检结果分析,该阴极铜生产的φ8.00mm无氧铜杆:
(1)S含量整体偏高,均高于国家标准阴极铜0.0015%的标准。
(2)Fe及其他杂质成分含量正常,均在国家标准以下。
初步结论:该阴极铜生产的无氧铜杆在后续加工中出现的疏松脆断现象在原料方面主要表现为S元素含量超标。
2.2 硫对铜加工性能的影响
硫在铜中主要是以硫化物的形态存在,而铜的硫化物是高熔点的脆性化合物。它不溶于铜,在铜晶粒边界呈第二相析出,所以对铜的电导性能影响不大。
同时,因为该原料生产的φ8.00mm铜杆中成分显示Fe含量较低。通过检测无氧铜杆电阻,结果显示电阻值符合标准,从这一点上,数据是与表现现象符合的,并说明了硫对无氧铜杆电阻的影响是不明显的。
但是这种硫化物质对铜的机械性能有着明显的影响,根据《金属材料手册》,当铜中的含硫量超过0.04%时,便严重地降低铜的拉断延伸率,增加铜的抗拉强度及脆性,影响铜的热加工及冷加工塑性[3]。手册里主要指的是铜杆拉伸到0.30mm以上大规格线的加工,而对于更小的如0.16mm以下铜线的拉伸,显然对铜加工塑性的要求要高得多,如今随着电子电线行业的飞速发展,对电子圆铜线芯的要求也越来越高,主要体现在需要后续的编制、缠绕来实现屏蔽、抗干扰等性能。这就对铜线加工提出了更细的要求。
因此,我们对无氧铜杆生产0.15mm以下规格线时,分别从冷拉拔塑性变形方面和热退火再结晶方面进行了跟踪。
在冷拉拔塑性变形方面,通过跟踪2卷含硫量不同的铜杆生产,含硫量分别为0.0003%和0.004%的无氧铜杆,在拉丝过程中在相同的拉拔工艺条件下,含硫量为0.0003%的无氧铜杆顺利拉制成了超细线(φ0.06mm以下),而含硫量为0.004%的无氧铜杆在相同的条件下拉制,不仅出现了较高的断线率,还出现了毛刺、起皮。
同时,硫含量在0.0016% ~0.0019%的铜杆勉强能够拉制的规格为0.15mm的铜细线(但断线频繁,且小拉伸线机运行速度不得高于1200m/min),基本能够正常生产的线径规格在0.30mm以上。借助放大镜对断杆剖面的观察,发现铜杆内部结晶疏松(呈现为絮状糙面)。生产实践证明:含硫量高于0.0015%时,铜在0.15mm以下小规格线的加工性能受到明显影响。
在热退火再结晶方面,对应在铜的再结晶温度,也产生了明显的变化[1]。见图1。

图1 硫含量与铜再结晶温度的关系图
从图中可知,随着含硫量的增加再结晶温度不断升高,特别在含硫量为0.001% ~0.003%区间内,随着含硫量的增加,再结晶温度几乎成线性函数增加。
所以,无氧铜杆含硫量波动较大时,为了再结晶工艺的需求,必须有一个较宽的退火温度相适应。但是,对于生产来讲,为了适应含硫量的波动而相应采用不同的退火温度是不现实的。这也就解释了导致高含硫量铜线拉丝断头增加和产品质量波动的原因(在铜杆线拉拔中途适当增加退火,改善过程产品内部晶体结构可减少断线率)。
跟踪分析进一步证明了为什么在拉伸生产过程中,不同硫含量无氧铜杆在相同生产工艺下,却出现不同的断线情况的原因,以及明确了其量的关系。
2.3 铜杆中硫的来源
在上引法生产无氧铜杆的过程中,硫的主要来源为阴极铜,由于阴极铜是在含有稀硫酸的硫酸铜溶液中进行的。一方面阳极中部分不溶于溶液中的杂质以硫酸盐或硫化物形态进入阳极泥中,随着电解液的循环,有部分阳极泥粘附于阴极铜上,这是阴极铜含硫的主要原因。另一方面阴极铜从硫酸铜电解液中取出后未得到充分清洗,硫酸铜粘附于阴极铜表面也是增加硫含量的重要原因[2]。
上引炉料区的阴极铜上,阴极铜的表面粘附有大面积未充分清洗掉的硫酸铜 (阴极铜出槽后煮洗质量不高)或难以煮洗彻底的部位 (如吊耳,长铜粒子部位),含硫量明显提高。表2展示的是从阴极铜边缘及吊耳等部位取下的块状及碎屑状阴极铜样本。

表2 阴极铜边缘及吊耳成分化验样单
其中1#样板为块状阴极铜边缘样本,2#样板为碎屑状阴极铜边缘样本。从化验结果看,边缘处含杂量集中,多项元素含量均大幅超标。样本含硫量分别为0.0378%和0.0256%,这些因素的存在,含硫量将明显提高。
使阴极铜含硫的第三个原因,是电解过程中添加剂的污染,为生产表面光滑,组织细致的阴极铜,在生产过程中,不少厂家仍然会添加硫脲,而硫脲在电解过程中会分解成硫化氢或其他类型的硫化物,甚至将铜硫化为硫化物,而污染阴极铜。因为在工艺检查过程中,发现不少阴极铜的表面泛黄呈硫化物的棕褐色。因此,这一点也有可能成为阴极铜含硫偏高的主要因素。
3 铜杆中含硫量的控制
对以上进行详细分析的目的,是为了查找出影响铜细线加工的质量因素。由于铜杆中的硫主要来源于阴极铜,所以降低阴极铜的含硫量是保证铜细线质量的主要措施。以下我们针对性采取了一些可行的措施,供参考。
3.1 加强阴极铜表面的清理工作
要求上引操作员工用钢刷及抹布,及时有效地去除肉眼可见的硫酸铜及硫化物。同时,若能加强铜表面的煮洗,采用较为合理的煮洗工艺装备及技术条件则更好[3]。

表3 不同条件下阴极铜的含硫量
3.2 工艺调整
适当提高上引炉内铜液温度5~10℃,并适当降低上引炉牵引速度,以增强炉内铜液流动净化能力。同时定时增加保温腔和引杆腔内定时除渣次数,以进一步去除熔融铜液表面的硫和硫的化合物。
3.3 操作改进
在铜料加入上引炉内的过程中,将含有较多硫酸铜及硫化物的阴极铜吊耳反面朝下,靠近炉口(注意不让铜料接触铜水),烘烤5~10min,让硫和硫化物在高温下挥发,并在加料过程中,将每块阴极铜板分多次缓慢均匀加入,中途停留2~3次,每次停留30s左右,使阴极铜尽可能在铜液表层熔化,从而硫化物易上浮积聚在铜液表面,便于后续清渣去除,也利于铜液位的稳定,帮助铜料均匀熔化,铜液内部的温度均匀。
3.4 退火控制
φ8.00mm铜杆因向上引铸而成,未经轧制,因此其内部结构属铸造组织,晶粒粗大,再结晶温度较高,需要较高退火温度[4]。所以拉拔出的铜线我们尝试适度调高了退火温度。
通过以上措施,实践证明无氧铜杆含硫量较高的问题被控制在0.001%范围以内,以下是实施以后的成分比照:

表4 工艺改进后上引炉φ8.00mm铜杆成分化验样单%
同时,在实施了各项改进措施后,生产过程中批量的疏松、脆断现象显著下降,实现了降低铜杆含硫量,提高铜细线成材率的目的[5]。表5为改进前2009年10月到12月3个月断线统计数据和2010年改进后全年的断线统计数据:

表5 跟踪断线统计情况
4 结语
在上引工艺稳定前提下,无氧铜杆出现的疏松脆断现象主要原因多受成分中硫的影响,当需要生产0.06mm以下超细规格线时,需将无氧铜杆含硫量控制在0.0005%以内,以此可有效保证后续延伸加工的稳定性。对于含硫量在国家标准0.0015%附近或以上的阴极铜,需结合采取阴极铜表面硫化物清理、改进加料方式、加速炉体净化造渣并配以定时多次的表面除渣,及退火功率的提升等措施,使铜杆中硫含量得到有效控制,对减少无氧铜杆后续加工疏松脆断有积极作用[6]。
[1]陈庆莲.硫对圆铜杆性能的影响及其控制[J].江苏冶金,1991(4):35-36.
[2]于长海.影响无氧铜杆质量因素的探讨[J].黑龙江科技信息,2008(35):63.
[3]吴文明.探讨提高阴极铜品质的途径[J].矿冶,2007,16(2):52-54.
[4]滕志斌.新编金属材料手册[K].2版.北京:金盾出版社,2003.
[5]李志刚.提高上引法无氧铜铸杆质量的生产实践[J].科技信息,2009(13):739,782.
[6]彭容秋.铜冶金[M].长沙:中南大学出版社,2004:245-249.
猜你喜欢
机械工程材料(2022年9期)2022-10-19 03:10:54
铜业工程(2022年3期)2022-08-18 03:17:18
铜业工程(2022年1期)2022-04-13 03:32:12
理论与创新(2020年10期)2020-07-14 13:01:33
有色金属加工(2020年2期)2020-05-03 02:00:54
山东冶金(2019年6期)2020-01-06 07:46:12
航海(2018年1期)2018-03-08 20:18:39
江苏理工学院学报(2017年2期)2017-07-09 21:02:05
当代贵州(2017年5期)2017-04-11 11:08:21
中国有色冶金(2016年2期)2016-02-11 03:31:44