
一种基于窄间隙气保自动焊的焊枪设计
2013-12-23 04:33:00唐志超
机械工程师 2013年2期
唐志超
(中国长江动力集团有限公司,武汉430074)
1 引 言
窄间隙气保自动焊接具有节省焊接材料、缩短坡口焊接时间、减小焊接变形量等诸多优点,因此被广泛应用于核电、造船等行业中的直、环缝的焊接。但由于窄间隙坡口窄而深,一般的普通气保自动焊枪根本不能伸入到焊接坡口底部。手动焊枪虽然能将焊条(丝)伸入到窄间隙坡口底部,但是在焊接过程中,焊接员不能很好地控制焊条(丝)在坡口底部的移动,造成焊接质量差,焊接工作强度大。
窄间隙气保自动焊的重点之一就是焊枪,目前,国内窄间隙气保自动焊的焊枪主要依靠国外进口,价格昂贵,损耗率高,大大增加了产品的生产成本。因此,设计一把适用于窄间隙焊接复杂工况的焊枪可以降低产品的生产成本。
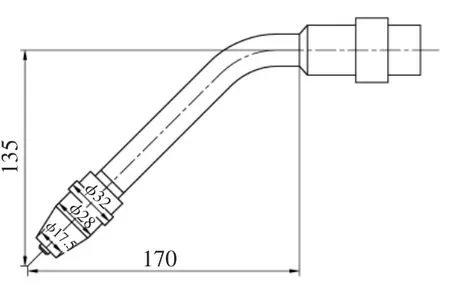
图1 普通焊枪外形图
2 设计要求

图2 焊接隔板结构简图
根据上述数据可知,要想能顺利焊接该环缝,焊枪必须满足以下四点要求:(a)枪身要扁平且足够长,厚度H≤8mm,长度L≥120mm;(b)焊枪送丝方便,焊枪底部要有导电嘴;(c)焊接时坡口底部温度高,散热慢,焊枪要自带冷却功能;(d)焊接时坡口底部需要气体保护,枪身要能输送保护气体到环缝底部。
3 焊枪的结构设计
3.1 焊枪的总体构成
为加工及装配方便,我们将焊枪分成阀块、冷却水管、气体保护管、通丝管、导电嘴五大主要部分,各部之间采用焊接和螺纹紧固的方式连接。结构示意图见图3。
阀块是焊枪的核心部件,焊丝、冷却水、保护气体均需从阀块的接口通入到枪身中工作。
通气管两根,排列于阀块的最外侧,焊接时将保护气体引入到焊缝坡口底部。
通水管四根,两大两小,排列于通丝管的两侧,焊接时通水管引导水流循环,带走枪管焊接热量,冷却焊枪。
通丝管一根,置于最中间,起到引导焊丝进入焊枪底部的作用。
导电嘴位于焊枪通丝管的最下端,靠螺纹紧固在通丝管上。
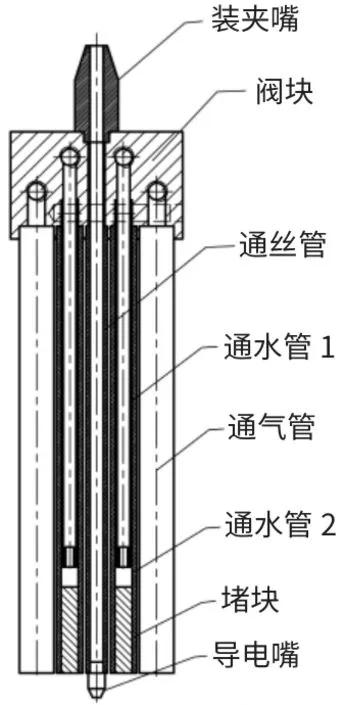
图3 焊枪结构图
3.2 焊枪的结构设计
通丝管和通气管的结构比较简单,直接将焊丝和保护气体通过阀块和细管引入到枪体下部即可。窄间隙气保焊的焊丝主要为φ1.2mm 和φ1.6mm 两种规格,所以通丝管的内径D≥1.6mm,考虑到通丝管底部要装导电嘴,我们将通丝管的内径定为3mm。焊接时需要的保护气体量较大,将通气管内径定为6mm。

图4 水循环冷却原理图
由于枪体要求厚度H≤8mm,且通丝管布置于通丝管两侧,决定了两侧冷却水管不能在枪身下部直接连通使水循环。因此,我们巧妙地将两侧冷却水管的连接循环调整到焊枪上部的阀块当中,通过大管套小管的方式,使两侧水冷管中的水在阀块当中连接循环起来,从而带走焊接时焊枪表面的大量热量。阀块中水的循环冷却原理图见图4。
3.3 焊枪的材料选用
由于焊接时,焊接坡口底部的温度很高,导致焊枪表面的温度急剧升高,若不及时将焊枪表面的高温散出去,就有可能导致烧枪情况发生。而铜的导热性很好,可以及时将焊枪表面的热量通过水循环散出去。普通黄铜H85 具有较高的强度、良好的焊接和耐蚀性能,常用于冷凝和散热用管、虹吸管、蛇形管、冷却设备制件。因此我们选用普通黄铜H85 作为焊枪管的材质。
导电嘴在焊枪的最底部,工作状况比较恶劣,需要有良好导电、导热及耐磨性能,而铬锆铜(CuCrZr)具有较高的强度和硬度,导电性、导热性、耐磨性、减磨性好,因此我们选择铬锆铜(CuCrZr)作为导电嘴的材料。
图5 焊枪三维造型图
焊枪装配完成后,为防止焊枪与焊接件刮蹭走火,焊枪表面需缠上绝缘耐高温的胶布。

表1 枪体细管参数
4 结 语
经过多次试验,该窄间隙气体保护自动焊枪在焊接过程中工作稳定可靠,满足使用要求,效果良好。
[1] 杨学兵,唐伟.窄间隙TIG/MAG/SAW 焊接技术[J].电焊机,2010,40(7):14-19.
[2] 王广成,于明明,宣萍.窄间隙焊技术在隔板中的应用[J].中国新技术新产品,2009(19):58-59.
[3] 周方明,王江超,周涌明.窄间隙焊接的应用现状及发展趋势[J].焊接技术,2007,36(4):4-7.
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
装备制造技术(2020年9期)2021-01-26 00:14:42
焊接(2016年6期)2016-02-27 13:04:57
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
制造技术与机床(2015年8期)2015-04-24 07:25:38
