
筛网不锈钢包边φ8复合对穿孔冲模模具设计
2013-12-23 04:32:58秦新平秦绍葳刘旭
机械工程师 2013年1期
秦新平, 秦绍葳, 刘旭
(艾尼科环保技术(安徽)有限公司,安徽蚌埠233010)
1 问题的提出
美国GE 公司除尘器壳体雨棚筛网不锈钢包边,是采用304L 不锈钢材料1.5mm 厚板折边成如图1 所示形状,由于包筛网边需穿螺栓固定筛网,所以折边成U 形的不锈钢包边有2 个对穿φ8mm 孔。
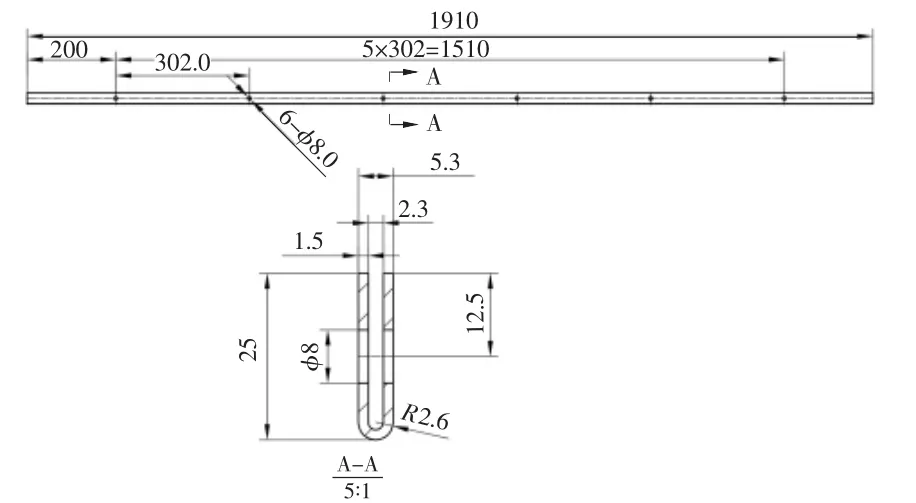
图1
筛网不锈钢包边技术要求:直线度±1mm,6 个孔位置总偏差±2mm,孔四周不得有毛刺。
2 工艺分析
生产中,通常是采用钻、铣等方法加工的,用工装保证虽然质量稳定,但对于不锈钢来说,难以满足大批量生产的要求,且孔边毛刺大。考虑冲孔,有2 种方案。折弯前冲孔后,对折2 孔中心不易对齐。折弯后冲孔,对于复合对穿孔,2 板中间有5.3mm 空档,上下冲孔时,上面第一孔的落料是否能顺利进入到下面第二个孔中是模具设计的关键,另外悬臂的剪切强度也是关键问题。
3 模具设计
根据以上分析,笔者设计了一种退料导向复合凹模。因为不锈钢的粘性大,利用导向φ13mm 孔冲头进入复合凹模上面第一个凹模孔,冲制包边第一个孔,落料在冲床的高速下行中,在导向孔导引下能够把第一个孔的落料压入到第二个凹模孔内。此时,第二个凹模孔,相当于2 倍料厚的冲孔。冲头继续下行冲制第二个包边孔,2 个孔的落料全部进入下模的固定凹模的落料孔,冲第一个孔凹模是悬臂状的,其厚度因塞网包边的开裆尺寸而定,考虑到是悬臂,在冲裁时承受较大的向下的冲裁力,其根部受较大弯矩,易折断,悬臂的强度设计是关键,校核计算如下:
304L 材料的抗拉强度σb=550MPa
总冲裁力P=1.3L·t·τ=L·t·σb=8×3.14×1.5×2×550=41448N
如图2 所示,悬臂长13mm,力矩M=P×13=41448×13=538824N·mm

图2
复合悬臂凹模板厚5mm,材料T8A,长度160mm,热处理后硬度50~55HRC。T8A 材料热后的抗拉强度σb=1200MPa,许用应力[σ]=720MPa,σmax=M/IY=538824/1000=538MPa σmax<[σ],满足正应力强度条件。
为此选用材料T8A,长度160mm,厚度5mm,热处理后硬度50~55HRC。
设计的模具结构如图3 所示。
复合凹模形状如图4 所示,材料T8A,热处理后硬度50~55HRC。
复合凹模的加工工艺:钻穿丝孔φ3mm→铣φ13mm 深10mm →热处理→线切割φ8.2mm 及3mm 宽槽。

4 结 论
由于是一次冲2 个对穿孔,所以至今在文献中还没有此种模具的设计。经过近千个包边的冲制证明,冲过孔不需打磨毛刺,尺寸形位公差符合图纸要求,比钻孔效率提高10 倍。能完全符合GE 公司的要求。由此,其它类对折边复合对穿孔的冲制,只要折边的内开裆与孔径的比值大于0.5,板厚在1~5mm,均可冲制。
猜你喜欢
工程设计学报(2023年5期)2023-11-10 06:33:04
汽车工艺师(2021年7期)2021-07-30 08:03:28
锻压装备与制造技术(2021年2期)2021-07-19 08:50:50
林产工业(2020年2期)2020-03-30 11:04:22
装备制造技术(2019年12期)2019-12-25 03:06:56
时代汽车(2019年12期)2019-09-13 07:50:06
模具制造(2019年4期)2019-06-24 03:36:42
锻压装备与制造技术(2016年5期)2016-12-06 10:15:44
山东工业技术(2016年15期)2016-12-01 05:30:44
装备制造技术(2016年12期)2016-02-23 10:34:00
