
铁路货车检修质量管理手持机系统的开发
2013-12-23 05:16:18南昌铁路局永安车辆段詹怡彬李伴君陈国旺
海峡科学 2013年11期
南昌铁路局永安车辆段 詹怡彬 李伴君 陈国旺
具备自动接收作业信息和反馈信息的交换手持终端(简称:手持机)是检修质量管理信息化的重要手段,质量检查人员通过手持机录入和确认的信息是质量管理信息系统的信息来源。检修质量管理手持机系统是检查故障信息化作业的辅助设备,是质量检查作业信息传递的重大革新,是实现质量闭环管理的有效手段,是质量管理逐步现代化的有力支撑。
1 手持机系统的研发背景
当前铁路货车厂、段修生产现场质量管理数据采集均为原始手工记录方式,从数据采集、统计分析到最后发布都相对滞后,无法实时跟踪现场问题的波动规律,无法实时指导现场生产,更无法有效参与生产质量控制。
根据铁道部《关于做好2012 年检修工作的通知》等有关文件要求:要将安全风险管理关口前移,深入开展铁路货车检修系统“零故障检验”工作;深入开展故障溯源工作,强化过程管理 ;推进“两流一网”建设,提高风险控制能力;持续加大质量抽查力度,保证质量控制效果等要求。永安车辆段在同步上传HMIS 基础上开发了具有质量卡控、闭环销号、故障统计、故障分析功能的铁路货车检修质量管理手持机系统。
2 手持机系统的主要功能
2.1 解决影响货车关键检修质量的安全风险源、风险点信息的手持机系统。
2.2 对检修过程中质量检查人员发现的各类故障进行实时记录(包括拍照建立电子图像)。
2.3 安全风险关口前移,由“事故管理”向“故障管理”转变。
2.4 对检修车车型、车号、定检标记、配件制造信息、轮轴相关信息的HMIS 信息进行实时核对。
2.5 对检修过程中的检修进度、检修质量信息和检修网络计划情况在修车大屏幕上实时进行显示。
2.6 改变当前生产现场质量管理数据采集方式。
2.7 规范质量检查人员对抽检项目检查的管理。
3 系统结构及组成
铁路货车检修质量管理手持机系统分硬件与软件两大块,主要由局域网、PC 机查询监控平台、系统服务器、无线传输设施和手持机等部分组成(见图1)。
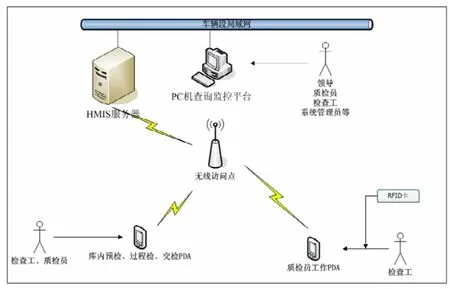
图1 手持机系统组成结构图
3.1 系统硬件部分
系统硬件部分由HMIS 服务器、手持机移动终端、无线AP 基站、PC 固定终端、条码打印机组成。其中部署在段检修车间等7 个无线AP 基站实行全段的网络无线无缝连接,为手持机提供无线信号覆盖;条形码打印机将所有故障打印成条码标签,供手持机扫描读取。
硬件核心部分是手持机,它具有拍照、刷卡、读取条形码、电话通讯、自动上传及下载信息等功能。手持机操作简便,功能强大,是实现管理信息化的重要工具。
3.2 系统软件部分
系统应用软件包括“手持机操控软件”和“共享数据接口”两部分功能模块,是手持机系统功能实现的核心组成部分。
4 手持机系统的应用意义和实际效果
4.1 手持机系统的应用意义
手持机系统投入使用后,给现场作业方式、检修工作量及质量管理手段带来了巨大变化,归纳如下:
4.1.1 作业方式的对比(详见表1)

表1 手持机系统使用前后作业方式对比表
通过表1 可以看出,使用手持机系统后,检查人员信息掌握更加及时、准确,质量管理人员能更加有效卡控现场检修质量,为质量追溯增加了有力依据。
4.1.2 工作量对比
使用手持机系统后,现场作业人员无须设专人进行敞、平车拍照,如发现重点、典型故障也无须通知专人进行拍照记录,同时极大减少了HMIS 信息录入、查询及纸质台账填写带来的工作量,提高了工作效率。
4.1.3 质量管理手段对比
无手持机时,各级管理人员须下现场查看质量问题,使用手持机后,通过局域网站实时了解现场计划情况及各班组、各工序发生的质量问题,并能清晰地看到故障部位及情况。

图2 故障反馈图
无手持机时,检查人员须参与的过程控制难以保证,全靠检查人员自觉遵守规章制度,简化作业行为难以拿出有效证据。使用手持机后,工序卡控必须由工作者将带有自身信息的RFID 卡与检查人员的手持机进行刷卡确认。如未按要求进行卡控,手持机将自动锁定,必须由单位超级管理员(一般由部门负责人担任)进行解锁才能使用。
无手持机时,“零故障检验”情况靠手工统计合格率及A、B、C 类故障情况,实际操作繁琐、工作量大。使用手持机后,系统能够自动生成各班组漏检情况、各配件交检合格率情况、交检故障走势图等统计图表,实时掌握现场问题的波动规律,有效指导生产。
4.2 手持机系统的实际效果
铁路货车质量管理手持机系统将现场检修计划、生产进度、质量卡控、HMIS 信息传输、规律统计等进行有机结合,实现了信息化在定检区域的综合运用,是有效实施闭环管理的科技保障,为提高检修质量水平奠定基础。系统应用后达到的主要效果如下:
4.2.1 质量信息可视化。质量管理手持机系统使用了先进科技设备,能够利用内置摄像头拍摄车辆信息、故障部位及信息、三板照片等图片信息,并与段局域网实时共享。根据此项功能,将原有故障信息靠专人去拍照的传统作业模式改为随时随地将拍摄图片上传服务器模式,具有局域网的各级管理人员可随时掌握现场作业情况,丰富了管理手段。
4.2.2 关键工序可控化。质量管理手持机系统使用了读卡器系统,检查人员必须到现场参与关键工序的过程卡控并刷带有工作者身份的RFID 卡才能继续使用手持机。这样既卡控了工作者须按要求作业,又使得检查人员必须现场确认关键工序的作业情况。
4.2.3 抽检配件可溯化。原有作业模式无法确定质量检查人员抽查的配件数量,也无法确定抽查了哪些配件。当发生质量问题时,无法追溯质量检查人员是否抽查了该配件。质量管理手持机系统使用后,系统根据当日计划自动设定抽检配件的数量,检查人员必须按照比例进行抽检信息录入手持机,才能继续使用该手持机。这样既能控制抽检数量,又能对抽检的配件进行质量追溯,很好地督促了质量检查人员按照要求认真抽查。
4.2.4 检修作业无纸化。手持机系统可自动上传与下载检修车辆信息,质量检查人员只要通过简单的触屏或按键就可以操作手持机各项功能,系统自动上传至HMIS 后,无须再使用卡片、笔记本等完成登记工作。
5 结束语
铁路货车检修质量管理手持机系统的投入使用,提升了检修质量管理水平,实现了各类故障闭环管理,为铁道部安全风险管理、“零故障检验”、故障溯源等工作提供了有力的科技保障,为“立标树型”工作打下了坚实的基础。由于铁路货车检修质量管理手持机系统还属于初步阶段,很多功能需要进行进一步拓展及完善研发,以满足质量管理需求。
[1] 熊明星. 关于货列检作业手持机系统的运用探讨[J].上海铁道科技, 2010 (1): 69-70.
猜你喜欢
审计与理财(2020年10期)2020-11-03 03:31:00
当代工人(2019年24期)2019-01-17 03:13:38
科学与财富(2018年18期)2018-08-09 09:08:28
中学生(2017年7期)2017-04-12 01:38:31
电子制作(2016年19期)2016-08-24 07:49:56
测绘通报(2016年6期)2016-07-15 05:08:39
当代经济(2016年26期)2016-06-15 20:27:18
设备管理与维修(2016年5期)2016-03-16 02:20:41
中国石油石化(2015年12期)2015-04-20 09:04:36
数码精品世界(2007年5期)2007-07-02 07:41:18
