
加工工艺专家系统实现方法综述*
2013-12-23 04:46杨东升孙一兰李红卫
组合机床与自动化加工技术 2013年1期
韩 娟,杨东升,孙一兰,李红卫
(1.中国科学院 研究生院,北京 100049;2.中国科学院 沈阳计算技术研究所,沈阳 110168)
0 引言
加工工艺研究如何把各种原材料、半成品经过加工改变其形状、尺寸和性能使之变成产品。加工工艺多数问题的求解过程难以用数字模型表示,而是逻辑判断和决策过程。因此,需要在制造方法和工艺方面都有渊博知识和丰富经验的工艺师才能很好的解决涉及参数多、设计内容复杂的加工工艺问题。
加工工艺专家系统可以代替经验丰富的工艺师来进行工艺设计,完成工艺设计的推理过程,进行创造性决策,解决加工工艺的复杂问题。从而可以显著缩短工艺设计周期,保证工艺设计质量,提高产品的市场竞争能力。因此,研究如何实现加工工艺专家系统具有十分重要的意义。
如何构建加工工艺专家系统已成为加工工艺领域的热点课题。国内外对其实现方法做了大量研究并取得了一定实际效果。本文围绕如何实现加工工艺专家系统的问题从其主要组成部分知识库、推理机等的功能、建立的过程及其方法做一综述。
1 系统结构
80 年代以来,国内外已开发了一些加工工艺的专家系统。如PROPLAN(美)、EXCAP(英)、GARI(法)等,国内有T-CAPES(同济大学),NPU-ICAP(西北工业大学)等[1-2]。它们都是在采用了专家系统的基本结构的基础上不断进行改进与完善,进一步得到发展而实现的。系统的基本结构如图1 所示。
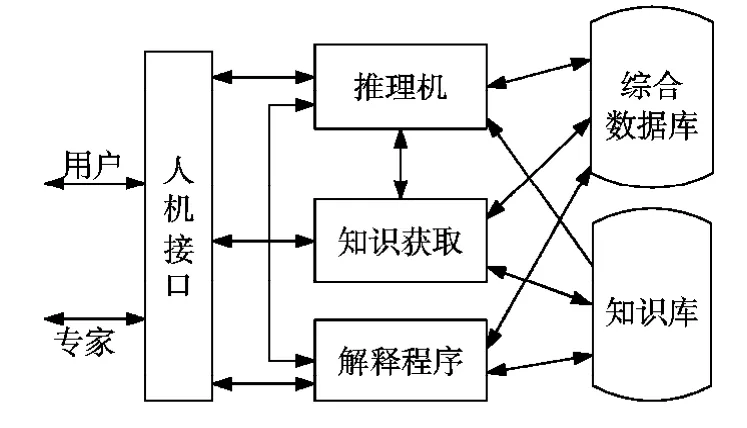
图1 专家系统基本结构图
其中,系统通过人机接口获取形状特征、精度特征、材料特征、辅助信息等工艺知识,并选择一定的知识表达方式(即把这些信息转换成计算机能识别的形式)存储到知识库中。通过一定的推理策略,调用知识库中的信息,最终得出零件加工工艺规程输出给用户。其中,用户输入的初始工艺数据、推理得到的中间状态和最终生成的工艺规程文件存储在综合数据库中。解释程序是根据用户的提问,调用知识库和综合数据库中的数据对系统推理过程进行说明,以便用户理解。
通过系统中各部分之间的关系可以看出,加工工艺专家系统的核心部分是知识库、推理机。因此,本文针对这两个主要组成部分的功能、建立的过程及其方法进行总结。
2 知识库
专家系统中的知识库用于存储某领域专家系统的专门知识,包括事实、可行操作与规则等。加工工艺专家系统中的知识库是用来存储各种工艺知识的,通常有三种类型:第一种属于事实知识,如手册、资料的共有知识;第二种属于过程知识,如各种推理原则、规则、方法等;第三种是控制知识,主要指系统本身的控制策略[3]。构建知识库首先要解决知识获取和知识表示的问题。本文从知识获取和知识表示两方面对构建知识库的过程及方法进行了总结,并说明了各种方法的优缺点。基本框架如图2 所示。

图2 知识库实现框架图
2.1 知识获取
知识分为显性知识和隐性知识。其中,显性知识指能容易在个人和团体之间进行传送的形式化的知识,如规则、数学公式等。隐性知识指难于形式化、难于交流的技能、经验性的知识[4-5].从知识获取的对象角度,可将知识获取分为对显性知识的获取和对隐性知识的获取两大类。
(1)显性知识的获取方法
工艺决策知识,是指由零件的结构、工艺性确立工序加工内容的过程,一般以规则形式存在。对于获取工艺决策知识,一般由工艺师根据加工规则库或者查找手册获得,由于不同零件的加工方法不同,甚至同一零件的不同表面的加工方法也不同,因此获取过程具有一定的盲目性,查找信息量大而且效率低。针对此问题,文献[6]以成组技术为基础,建立工序工步词典,并以此为索引来建立工艺决策规则,以检索的方式获取工艺知识。检索式的知识获取方法优点是方便快捷、实用性强,缺点是针对的是确定性环境中的工艺知识获取,而且需要先建立用于检索的词典。
对于显性知识的获取方法还有智能代理(Agent)、数据挖掘(DM)等方法。由于篇幅原因不在一一列举。
(2)隐性知识的获取方法
加工工艺专家系统在推理决策时会用到专家经验知识,而对于获取工艺领域专家的经验知识,一般都是由专家个人提供。由于不同专家的经验不同,对于这类知识的获取,容易产生不一致性,不全面等问题。对于获取专家经验这类知识针对以上问题一般采取方法有非自动获取、半自动获取和自动获取三种方法。
文献[7-8]都是采用了非自动知识获取方法。即通过手工从领域专家或有关的技术文献中获取知识。这种方法的优点是准确、全面,缺点是工作量大,效率低。
近年来,随着数据库、动态网页、人机交互等技术的飞速发展为建造新型的知识获取工具提供了技术手段。文献[9]设计了一种半自动的知识获取方法——知识编辑器(KE),为构建一个性能优良的知识库创造了有利条件。这种半自动的知识获取方法具有一定知识编辑能力和知识库求精能力,可以获取更准确的知识,缺点是需要反复进行概念化、形式化和知识库求精三个阶段的工作。
自动知识获取,也称机器学习。自动知识获取机制能使专家直接同系统对话,而且对话内容可自动变换成知识库中的知识或进行知识库的修改。文献[10]开发了一个基于语法分析的规则知识获取系统(KAS),专家与系统的智能编辑器对话,将领域知识输入系统,知识获取机制便自动地将这些知识转换成机器能够识别的内部形式,并按一定的法则存入知识库中。这种自动获取知识的方法静态语法分析能力强、语法结构描述完备、错误信息提示准确、容易掌握等优点,缺点是需要设计一个专门的自动获取系统,成本高。
2.2 知识表示
建立知识库,必须解决如何存储知识的问题,这就是所谓的知识表示,即知识的符号化和形式化的过程[11]。经过国内外学者的共同努力,目前已经有许多知识表示方法得到了深入的研究,目前使用较多的知识表示方法主要有:语义网络表示法、产生式表示法、框架表示法、本体表示法、面向对象表示法、混合表示法、基于数据库知识表示法等[12-14]。下面就利用以上几种主要知识表示方法进行建立工艺知识库的过程进行对比、总结。
知识表示经常要涉及到不确定知识[15]的表示。加工工艺专家系统中构建知识库时采用语义网络表示法可以解决此类问题。如文献[16]在现有的语义网络知识表示方法的基础上,通过定义新的结点结构(使用六元式表示结点)来表示不确定性知识。结构如图3 所示。

图3 语义网络举例图
语义网络中的结点v4 可表示为node(v4,v2,″have″,0.5,0.6,0.5).v2 是根结点表示为node(v2,″0″,″0″,0.6,0,0).该方法的优点是灵活、方便及具有通用性,不确定知识的更新仅是结点和关系的增删、修改,增加了知识表示的严格性和有效性,而且语义网络表示方法是一种结构化的表示方法具有结构性、自然性、灵活性的特点,能有效避免组合爆炸的问题[17]。缺点是不能保证网络操作所得推论的严格性和有效性;不便于表达判断性知识与深层知识。
针对传统的不确定性知识表示存在的不足,又出现了一些新型的不确定性知识表示方法。如灰色系统理论、基于信比概念的知识表示等[18]。
产生式规则和人的思维方式很相似,易于理解,容易搜集和组织工艺专家的知识,适用于加工工艺家系统中知识表示。文献[19-21]均采用产生式的知识表示方法。采用的形式如下所示。
IF (前提1)AND(前提2)AND…
THEN(结论1)AND (结论2)AND…
产生式表示方法的优点是自然性好、清楚、模块性好、通用性强等。缺点是效率低,不能表示结构化的知识。
针对上述产生式表示方法不能表示结构化知识的问题,采用框架知识表示法可以很好解此问题。框架知识表示通常用于描述具有固定形式的对象。即把某一特殊事件或对象的所有知识储存在一起的一种复杂的数据结构[22]。框架的一般结构如表1 所示[23]。

表1 框架的一般结构
利用框架的嵌套式结构,可以由浅人深地对事物的细节作进一步的知识表达;槽的过程附件不仅提供了附加的推理机制,还可进行矛盾检测,用于知识库的一致性维护;应用框架的特性继承性可以实现高效的推理等等。
框架表示能够表达结构性的知识,可以把知识的内部结构关系及知识间的联系表示出来,而且结构规则,处理简单。但是,框架结构还没有形成完整的理论体系,不能表达过程性的知识[12]。
在构建知识库的过程中,对于相同的知识不同专家可能会用不同的术语来表达,因此会有知识难以共享的问题。如果能找出事物的本质,并以此统一知识的组织和知识的表达,使之成为大家普遍接受的规范,就有可能解决知识共享的问题。基于本体的知识表示是本体的理论和方法在实践中的应用[24-26]。
将本体引入知识库的知识建模,建立领域本体知识库,可以用概念对知识进行表示,同时揭示这些知识之间内在的关系。领域本体知识库中的知识,不仅通过纵向类属分类,而且通过本体的语义关联进行组织和关联,推理机再利用这些知识进行推理,从而提高检索的查全率和查准率[27-29]。
本体表达了概念的结构、概念之间的关系等领域中实体的固有特征,即“共享概念化”[30]。
加工工艺专家系统的知识可以看作是由一些实体组成的。这些实体有自己的状态,可以执行一定的动作。相似的实体抽象为较高层的实体,实体之间能以某种方式发生联系。即用对象表示的知识与客观情况更为接近,这种表示方法比较自然,易于理解[31]。
文献[32-34]采用面向对象的思想和方法来表示知识。其核心思想包括对象、类、封装和继承。类、子类和实例构成了一个层次结构,这种层次结构直接支持了分类知识表示,使知识可以按类以一定形式组织起来。类的一种形式描述如下:

面向对象知识表示方法主要以抽象数据类型为基础,可以方便地描述复杂对象的静态特性、实时状态及对象间关联,有较强的表达能力,可读性好,模块性好,而且具有结构性、封装性,便于知识库的修改和扩充,用对象表示的知识与客观情况更为接近、自然易于理解。但是面向对象的表示方法对于概念和实体的分离性方面比较一般[35-36]。
一般来说,根据领域知识的特点,选择一种恰当的知识表示方法就可以较好地解决问题。但是,现实世界的复杂性造成专家系统的领域知识很难用单一的知识表示方法进行准确的表达。因此,在加工工艺专家系统知识库构建过程中采用了多种形式的混合知识表示方法,将以往成熟的传统知识表示方法有效结合起来进行运用,从而提高了知识表示的准确性以及推理效率。文献[8]采用产生式规则与框架相结合的表示方法。其中,产生式规则表示法以“IF 条件THEN 结论”的形式出现,框架使用槽(Slot)储存对象的多个属性。而每个槽又有多个侧面(Facet)用来储存属性的值、缺省值或者计算属性值的程序。文献[37]采用〈对象〉+〈规则组〉的方法。其中,对象是一个子任务,规则组是完成这一子任务所要执行的规则。文献[38]采用了“规则性知识+过程性知识”的知识表示方法,即在规则的知识表示方式中,加入过程性知识,使知识表示更完备,便于专家系统的推理。
文献[39]引入面向对象的技术到语义网络的表示当中,克服了以往语义网络的一些局限性,通过对象类的知识表达,实现了数据抽象和信息共享,加之面向对象思想的引入,使语义网络的表达不仅具有静态特性,而且赋予动态性。可以将复杂的事物表达的自然,有利于一些系统的处理和表达。
以上几种混合知识方法有效地克服了单一表示方法的局限性,并可充分发挥各种方法的长处。在不同情况下使用不同的知识表示法,便于推理和加快求解速度,也便于人类理解。但是由于不同的表示方法各自分别适用于特定领域,当混合后的适用领域势必有一定局限性[40]。
混合知识表示方式还有谓词逻辑、产生式规则和过程式的结合;产生式、框架和过程式的结合;语义网络与框架的结合;语义网络与产生式规则的结合等。由于篇幅限制,在此不一一列举。
知识的表达方式在很大程度上决定了知识库的准确度和可调用度,控制了专家系统的推理方式。针对传统的知识库管理模式通常采用知识文本文件管理方式,数据与程序之间缺乏独立性,造成系统知识库管理维护困难等缺陷等问题,文献[41]提出基于关系型数据库的知识表达方法。即利用数据库来表达知识。采用E-R 概念模型对系统中的知识、数据进行分析,建立E-R 模型,实现Rule 知识库向数据库的转换。规则库E-R 模型如图4 所示。

图4 E-R 模型图
通过关系数据库表达知识,使知识更容易表达,使数据库具有了知识库的功能,而且利用关系数据库的特点,可以快速地修改及浏览知识库,方便专家对知识库中的知识进行检查及更新。缺点是在由Rule 知识库转换为关系数据库的过程需要建立E-R 模型、复杂。
除了以上介绍的知识表示方法外,还有概念知识表示[42]、一阶谓词逻辑表示法、状态空间表示法、神经网络知识表示方法、脚本表示法、过程表示法、Petri 网表示法、基于云理论的知识表示方法、基于XML 的表示法等,在此不做详细介绍。构建加工工艺专家系统过程中会根据需要从以上几种知识表示方法中选择合适的知识表示方法。
3 推理机
推理机控制和协调整个专家系统的工作,它按一定的推理策略调度和使用知识库中的事实和规则,进行对系统当前问题的求解。
加工工艺专家系统中,推理机采用不同的推理策略,访问知识库中的知识,完成加工方法选择、排序、工艺路线的生成、刀具和机床的选择等功能。通过推理得出合理的工艺设计,得出工艺规程,实现智能推理。根据控制策略的不同,推理机的实现方法也有所不同。如图5 所示。
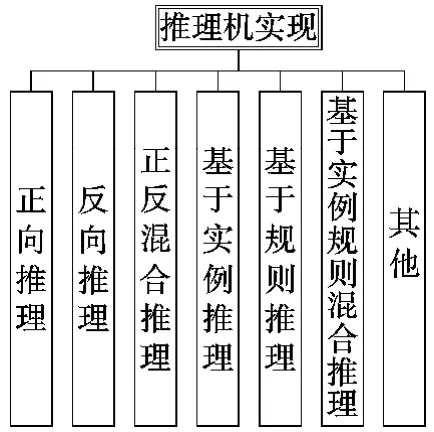
图5 推理机实现框图
其中,正向推理又称数据驱动推理,是由原始数据出发,按一定策略,运用知识库的知识,推断出结论的一种最基本的推理方法。
加工工艺专家系统中,由毛坯原材料出发,采用正向推理,运用知识库中的知识,得出工艺决策,最终产生工艺规程,得到产品。文献[7]中的专家系统采用正向推理策略,实现工艺参数优选。其中采用了网格寻优算法[43-44]达到优化结果的目的。文献[8]也采用了正向推理策略。实现流程如图6 所示:具体实现即先提供一批数据(事实)到总数据库中,系统利用这些事实与规则的前提匹配,触发匹配成功的规则(即启用规则),把其结论作为新的事实添加到总数据库中。其中,为防止推理过程中出现无穷推理,用到冲突消解策略。

图6 正向推理流程图
正向推理的优点是用户可以主动提供问题的有关信息,可以对用户输入事实作出快速反应。其不足之处为知识启用与执行似乎漫无目标,求解当中可能要执行许多与问题求解无关的操作,导致推理过程的低效率。
反向推理又称目标驱动推理,是从目标开始,通过推理最终得出初始数据。文献[2]和文献[45]均采用反向推理。其中,文献[2]先确定一个工艺规程目标然后从知识库中找出能导出该目标的Rule 集若某条Rule的前提条件与数据库事实相匹配就执行该Rule 该规则的前提条件成为新的子目标再去寻找导出子目标的Rule 依次继续搜索直至初始状态。在搜索中若有多条Rule 可匹配可采用Rule 优先级的方法执行优先级高的Rule;若执行某条Rule 导出的子目标无法达到初始状态则返回执行第二条Rule 以此类推,实现推理。
文献[45]采用反向推理从目标状态即操作过程、加工方法或图纸要求的成型零件等出发得到初始状态即毛坯零件,从而产生工艺规程,实现推理。
反向推理的优点是推理过程的方向性强,而且它告诉用户所要达到的目标以及为此而使用的知识;非常适合用于解空间较小的问题求解环境;缺点是初始目标的选择较为盲目,不能通过用户自愿提供的有用信息来操作;难以胜任于解空间较大,用户要求作出快速输入响应的问题领域。
综合以上正、反向推理的优缺点,文献[46]采用正向、反向及混合推理的推理策略在SICAPP 系统中成功引入专家系统。在一定程度上解决了CAPP系统适用性问题,便于使用和维护,具有较好的开放性和通用性。
以上正向、反向以及正反混合推理的方法是从推理方向上来阐述的。后面的基于实例推理、基于规则推理中也会融合运用到以上推理方法。
基于实例推理(Case-Based Reasoning,CBR)用相似实例的解来求解当前问题[47-48]。文献[49]将实例推理技术应用于回转类零件的工艺设计中,整个实例推理过程是:当一个新产品零件信息输入系统后,通过实例检索机制从实例库中寻找与之匹配的实例,若匹配失败,进行交互式工艺设计;若匹配成功,结合新产品零件的工艺特性和检索出来的实例工艺信息,用户修改实例工艺信息,生成最终的新产品零件的工艺信息。很好的实现了工艺专家系统中推理机的功能。
CBR 优点是可以快速地提供一套现成相似方案,不需要重头设计,只需在提供的这套方案上进行部分修改和调整即可使用[50-51]。其不足是难以表示案例间的联系,对于大型案例库案例检索十分费时,并且难以决定应选择哪些特征数据及它们的权[52]。
基于规则推理(Rule-Based Reasoning,RBR)的方法是根据以往专家诊断的经验,将其归纳成规则,通过启发式经验知识进行推理。具体实现思路是:推理机在控制策略的指导下将规则的前提条件和知识库匹配。若匹配成功则执行规则的结论把产生的结果放入综合数据库。
文献[19]针对回转体零件在RBR 推理过程中调入各类数据库和描述模型通过RBR 推理产生加工工艺,即实现工序决策。具体实现算法即:先指定一种规则类型同时为每一特征分配正确的加工方法;然后从所有的工序组合中列举出所有的可能性工艺计划重新排列这些工艺计划从中选择最佳的工艺路线,并指定另一种规则类型作为选择的最佳工艺路线的最终类型;最后若现有的约束不能给出最终的解决方案则把结果作为约束重复以上的步骤。
文献[53]通过识别零件三维模型,提取出用于制定工艺的零件信息,采用RBR 推理技术,实现了典型轴类零件的工艺方案自动制定、刀具和切削参数自动选择优化等。实现过程为:若规则的条件与现有事实匹配,就把该规则放入候选规则队列中;若有两条以上规则成为竞选规则,则需要进行冲突消解,然后找出一条规则作为启用规则进行处理,并将其结论放入数据库作为下一步推理的证据。重复此过程,直到再无可用规则或求得所需解为止。具体实现推理流程如图7 所示。

图7 基于RBR 推理流程图
RBR 易于被人类专家理解,规则库中的规则具有相同的结构,即“IF…THEN…”结构,便于管理,同时便于推理机的设计;其缺点有:规则间的互相关系不明显,知识的整体形象难以把握,处理效率低,推理缺乏灵活性等[54-55]。
CBR-RBR 结合,可以充分发挥二者优势,弥补各自的不足,提高推理效率和准确性[56]。文献[57]在集成实例推理(CBR)与规则推理(RBR)各自优点的基础上,引入基于CBR-RBR 的集成推理技术,推理流程如图8 所示。

图8 基于CBR-RBR 的工艺专家系统推理流程图
对于输入的新工艺问题,系统先由CBR 检索出实例库中与新工艺问题相似的成功实例,再通过RBR 对检索结果中的相似度低于1 的实例进行局部工艺参数修正。如此,通过CBR 与RBR 结合,更快更准确地生成了满足工艺要求的工艺方案。
除了以上几种方法外,还有基于人工神经网络(ANN)推理、灰色推理、基于特征技术推理及基于数据库推理等方法,在此不在一一列举。
4 结束语
专家系统是人工智能的主要技术。将专家系统应用于加工工艺领域,可以使工艺设计智能化,促进制造业的发展。本文从构成加工工艺专家系统的主要部分:知识库、推理机对构建加工工艺专家系统方法进行了阐述,并对各部分构建过程及其方法进行了比较、总结。
由于工艺过程的复杂性和工艺理论的不完备,使工艺知识的获取相对困难。因此,深入研究加工工艺专家系统的构建,不断提升和完善工艺理论,研究和探索工艺知识的有效获取和恰当的表示方法,仍然是发展加工工艺专家系统技术的重要课题。
[1] Davies BJ,Darbyshire IL. The Use of ExPert System in Process-Planning.Annualof CIRP,1984,331(1):303-306.
[2]Cai Heng. Development Expert System[J]. Journal of Donghua University(English Edition),2010(3):421-461.
[3]赵萍,程者军. CAPP 专家系统的应用与研究[J]. 机械工程与自动化,2006(5):36-38.
[4]张瑛,武忠. 隐性知识获取的最佳来源[J]. 情报杂志,2007,26(11):78-79.
[5]周慧慧,冯勤超,汪长勇. 隐性知识研究综述[J]. 价值工程,2007,26(12):127-130.
[6]夏平. CAPP 系统工艺知识库建立方法初探[J]. 成都纺织高等专科学校学报,1999(3):1-4.
[7]朱登辉,王振波,陈玉全,等. 大型容器切削加工用工艺参数优化专家系统[J]. 黑龙江工程学院学报(自然科学版),2006(4):64-66.
[8]李斌,赵平,朱登辉,等. 重型车削工艺参数专家系统[J]. 机械工程师,2007(7):55-57.
[9]高波,覃剑禄,刘勇. 一种半自动知识获取方法—KE 的设计[J]. 科技信息(学术研究),2007(32):194-194.
[10]史逸芬,邱绍发. 工艺设计专家系统中决策知识的自动获取[J]. 机械工业自动化,1993(4):1-4.
[11]徐宝祥,叶培华. 知识表示的方法研究[J]. 情报科学,2007(5):691-694.
[12]梁柱,曾绍玮. 知识表示技术研究[J]. 科学咨询(决策管理),2010(1):52-52.
[13]年志刚,梁式,麻芳兰,等. 知识表示研究与应用[J].计算机应用研究.2007(5):235-238.
[14]Zhang JianXun,Wang HongYu,SongXu. Knowledge expression and reasoning process in an expert system for welding procedure qualification[J]. China Welding,2007(4):51-84 .
[15]Wang Daoping etc.Study on the Classification and Disposal of Uncertain Knowledge in Intelligent Fault Diagnosis Systems[C].Pro. Of the 3 th WCIIC&A.2000,Heifei,P.R.China.
[16]张聪品,胡伟强. 基于语义网络的知识表示在专家系统中的实现[J]. 微电子学与计算机,2009(4):214-216.
[17]张钦. 人工智能中知识表示方法之比较[J]. 科教文汇(下旬刊),2008(9):279-280.
[18]张荣沂. 专家系统中不确定性知识的表示和处理[J].自动化技术与应用,2002(5):35-39.
[19]崔庆泉,汤文成. 回转体零件的CAPP 专家系统研究[J]. 机械制造与自动化,2002(1):30-32.
[20]管国,谢霞,韩清. 人工智能CAPP 专家系统的研究[J]. 纺织科学研究,2000(3):49-52.
[21]冯淑敏,何幼瑛. 专家系统在回转体零件CAPP 中的应用[J]. 上海应用技术学院学报,2001(1):41-44 .
[22]秦雅楠,由丽萍,董文博,等. 一种基于框架的情境知识表示方法[J]. 情报杂志,2011(1):155-158.
[23]蒋云良. 知识表示综述[J]. 湖州师范学院学报,1995(5):18-22.
[24]陈宏. 基于本体的知识表示研究[D]. 长沙:长沙理工大学,2006.
[25]Yuh-Jen Chen. Development of a Method for Ontology-Based Empirical Know ledge Representation and Reasoning[J]. Decision Support Systems,2010,50(1):1-20.
[26]Moon S K,Kumara S R T,Simpson T W. Knowledge Represen-tation for Product Design Using Techspecs Concept Ontology[G]. Information Reuse and Integration,Conf,2005:241-246.
[27]张攀,王波. 专家系统中多种知识表示方法的集成应用[J]. 微型电脑应用,2004,20(6):4-6.
[28]史春秀. 基于本体的知识形式化表示[J]. 山西师范大学学报(自然科学版),2007(2):47-50.
[29]张泰. 基于本体的知识表示和知识共享[J]. 江苏经贸职业技术学院学报,2006(1):76-78.
[30]朱文博,李爱平,刘雪梅. 基于本体的冲压工艺知识表示方法研究[J]. 中国机械工程,2006,17(6):616-622.
[31]陈迎春. 一种基于面向对象的知识表示和推理机设计[D]. 成都:西南交通大学,2008.
[32]刘启和,杨国纬. 利用面向对象技术表示知识[J]. 计算机科学,2004(3):106-107.
[33]刘晓慧. 面向对象的知识表示方法研究[J]. 电脑学习,2010(1):135-137.
[34]曹元大,徐漫江. 面向对象知识表示在专家系统开发工具中的应用[J]. 北京理工大学学报,2000(6):688-692.
[35]刘丽霞,王新军. 一个基于面向对象知识表示的专家系统及其实现[J]. 计算机系统应用,2005(6):14-16 .
[36]赵运才,柏兴旺,胡映明. 一种新的专家系统面向对象知识表示模型[J]. 机械工程师,2008(1):134-136.
[37]赵友亮,杨青,何东健. 回转体零件CAPP 专家系统的设计与实现[J]. 机械设计与制造工程,2002(3):43-44.
[38]周洪玉,魏雪冬,周岩,等. 基于混合知识表示的专家系统设计[J]. 电脑学习,2000(2):5-6.
[39]麦范金,史慧. 面向对象语义网络的知识表示[J]. 微计算机信息,2010(27):159-160.
[40]TANG Zhi-jie,YANG Bao-an,ZHANG Ke-jing. Design of Multi-attriibute Knowledge Base Based on Hybrid Knowledge Representation[j]. Journal of Donghua University(Eng. Ed.),2006,23(6):856-891.
[41]冯春辉,高延武,郭宝恩. CAPP 专家系统的知识表达与推理研究[J]. 机床与液压,2009(6):196-197.
[42]时百胜,余泓. 概念知识表示和推理[J]. 小型微型计算机系统,2006(9):1618-1622.
[43]CHATZINIKOLAOU,A. Modeling for an expert system and a parameter validation method[J]. Expert Systems,2002,19(5):285-294.
[44]KIN,C.H. Expert system for process planning of pressure vessel fabrication by deep drawing and ironing[J]. Journal of Materials Processing Technology,2004,155(3):1465-1473.
[45]韩继曼. 知识基工艺设计专家系统[J]. 济南大学学报(自然科学版),2002(4):359-361.
[46]刘韶军,李秀英,边志辉,等. 基于专家系统的轴类零件CAPP 系统[J]. 组合机床与自动化加工技术,2003(9):31-32.
[47]Janet L. Kolodner. An Introduction to Case-Based Reasoning[J].Artificial Intelligence Review,1992(6):3-34.
[48]CHOY K L,LEE W B,Task allocation using case-based reasoning for distributed manufacturing systems [J]. Logistics Information Management,2000,13(3):167-176.
[49]武月霞. 基于实例推理在CAPP 系统中的应用研究[D]. 西安:西北工业大学,2003.
[50]肖珊珊. 基于案例推理的组合夹具组装技术研究[D].吉林:长春理工大学,2010.
[51]Yuh Foong David Law,Sew Bun Foong,Shee Eng Jeremiah Kwan. An integrated case-based reasoning approach for intelligent help desk fault management[J].Expert Systems with Applications,1997,13(4):65-74.
[52]杨兴,朱大奇,桑庆兵. 专家系统研究现状与展望[J].计算机应用研究,2007(5):4-9.
[53]黄李冲,于忠海,陈田. 典型轴类零件车削加工专家系统的研究[J]. 机械工程师,2011(9):28-31 .
[54]曲明,郝红卫. CBR 与RBR 相结合的实时专家系统设计与实现[J]. 计算机工程,2004,30(18):44-146.
[55]杨奕飞,瞿元新. 基于CBR 和RBR 的航天测控设备故障诊断专家系统[J]. 飞行器测控学报,2005,24(3):7-31.
[56]Jacobo.V.H.Ortiz. A,Cerrud Y,et al. Hybrid expert system for the failure analysis of mechanical elements[J].EngineeringFailureAnalysis,2007,14(8):1435-1443.
[57] DENG Zhaohui,YU Jinzhen,ZHANG Xiaohong,CAI Ying,ZHU Kaixuan. Application of Process Expert System Based on CBR-RBR in Rolling Bearing Grinding[J].Intelligent Technology,2010(12):29-33.
猜你喜欢
小猕猴智力画刊(2022年3期)2022-03-29
北京大学学报(自然科学版)(2022年1期)2022-02-21
数学小灵通(1-2年级)(2021年4期)2021-06-09
实用医药杂志(2020年2期)2020-12-29
制造技术与机床(2019年6期)2019-06-25
新高考(英语进阶)(2018年1期)2018-04-18
Coco薇(2017年11期)2018-01-03
暨南学报(哲学社会科学版)(2016年9期)2017-01-15
考试周刊(2016年88期)2016-11-24
海军航空大学学报(2015年1期)2015-11-11
