装载机铲斗销孔双头数控镗床的设计与开发
2013-12-23 05:46霍苏萍徐长群
组合机床与自动化加工技术 2013年12期
霍苏萍,徐长群
(1.三门峡职业技术学院,河南 三门峡 472000;2. 三门峡合鑫机床有限公司,河南 三门峡472100)
0 引言
铲斗是装载机工作装置的主要构件,属于结构庞大的斗形焊接结构件,主体为钢板焊接,通过两组平行孔系采用销轴结构分别与动臂和斗杆连接,图1 为某型号装载机铲斗销孔加工工序图。铲斗加工中,与动臂和斗杆连接孔系间的同轴度和平行度要求高,否则会直接影响铲斗的平衡、导致销孔及销轴磨损严重。所以铲斗销孔加工中,既要保证各孔的尺寸要求,又要保证两组孔系间的平行度及各同组孔系φ80D9 的同轴度[1]。
目前铲斗加工方法主要有焊前加工、焊后用落地镗床加工和设计专机加工。焊前加工工装复杂,且焊接变形难以避免,很难满足孔系精度要求;焊后落地镗床加工能满足同组孔系精度要求,但加工时间长,生产效率低;相对于焊前加工和焊后落地镗床加工,专机加工采用相对位置固定的三组镗模架来保证两组平行孔系的平行度和同组孔系的同轴度[2]。但存在镗模架设计复杂,在工作台上对铲斗这样的大型组件定位调整困难,同时难以适应多种规格铲斗的加工,柔性差,设备投入成本高,不利于产品的升级换代。
装载机铲斗销孔双头数控镗床是校企合作,基于山东某企业铲斗的生产工艺需求而开发的。机床采用全数控技术,实现销孔加工定位准确,有效地保证了两组平行孔系的平行度和同组孔系的同轴度,两端双动力头同时加工,提高了铲斗加工效率。能满足30 系列、50 系列、953 系列和956 系列等多种规格铲斗的加工。
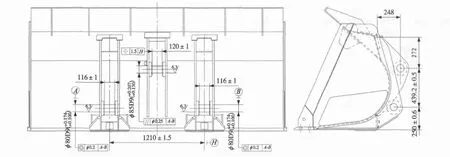
图1 铲斗销孔加工工序图
1 机床设计方案及工作循环
1.1 机床设计方案及工作原理
机床采用卧式单面布局,5 轴数控加工定位,由主机、电控系统组成[3]。主机由数控工作台一套,左右立柱数控滑台两套,专用数控滑台一套,专用镗削头两套,润滑,防护,排屑等部分组成。机床整体布局如图2 所示。
工作时,数控工作台用于铲斗的支撑定位,并带动夹具及工件在X 轴方向运动,实现铲斗各销孔水平方向的定位。左右立柱数控滑台用于安装专用镗削头,带动专用镗削头在Y 轴运动,实现各销孔的垂直方向定位。专用数控滑台采用双滑板及双伺服电机驱动的结构形式,用于安装左右立柱数控滑台,并带动立柱数控滑台及专用镗削头在Z 轴运动,完成铲斗销孔加工时专用镗削头的进给运动。
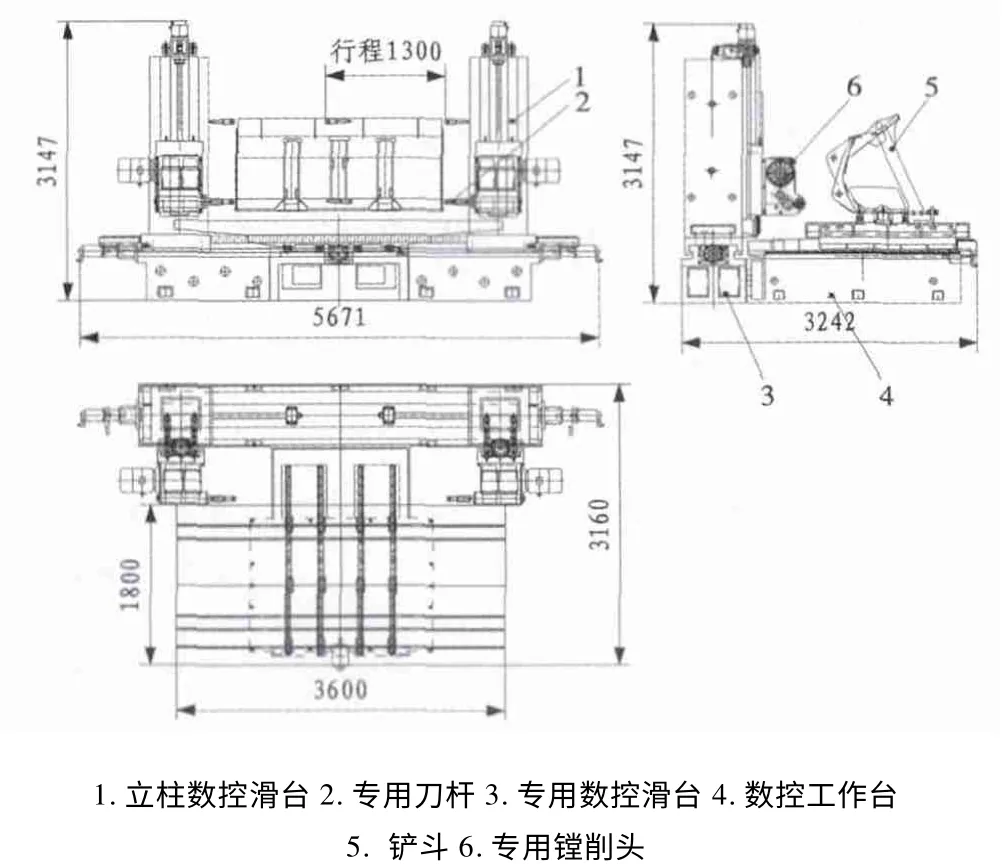
图2 机床结构示意图
1.2 机床技术参数
装载机铲斗销孔双头数控镗床主要技术参数见表1。
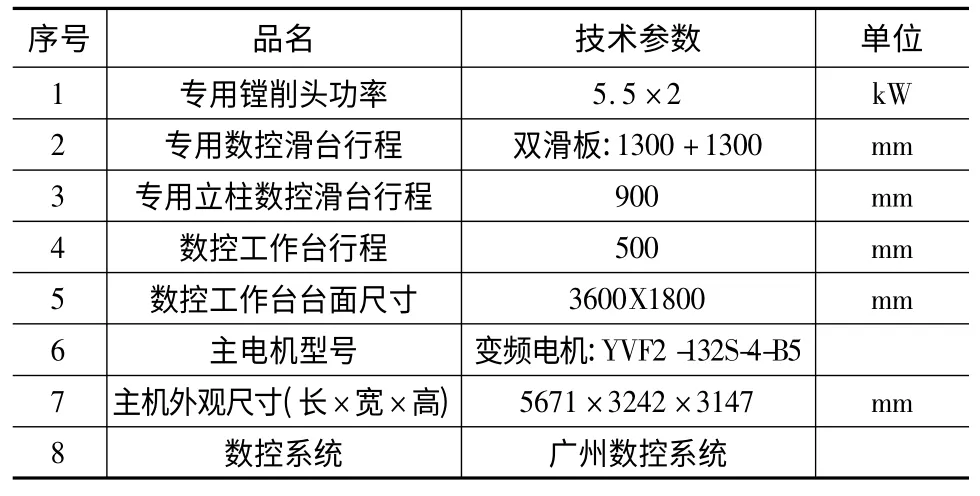
表1 机床主要技术参数
1.3 机床工作循环
铲斗装夹定位于数控工作台4,启动机床、调用数控程序→数控工作台4 移动,实现孔系的X 轴定位,专用立柱数控滑台带动专用镗削头Y 轴快进,定位于下位孔系φ80D9,主轴启动→工进,专用镗削头左右两面加工下位孔系→快退,完成同组孔系φ80D9 的加工;左右立柱数控滑台带动镗削头向上移动,准确定位于上位孔φ85D9→工进→快退→完成平行孔系φ85D9的加工,数控工作台退回原位,机床停止→松卡,卸工件-进行下一个工作循环。
2 关键部件的设计与选型
2.1 镗削头外形及尺寸的确定
为了满足30 系列、50 系列等多品种多规格铲斗的加工,应避免加工时镗削头与工件发生干涉,通用镗削头不能满足该机床加工要求,需要设计专用镗削头。设计专用镗削头时,根据铲斗的具体尺寸确定专用镗削头外形及尺寸。铲斗干涉图如图3 所示,约束条件为:加工斗杆销孔时,专用镗削头不能与装载机动臂销孔加强肋干涉;加工动臂销孔时,专用镗削头不能与铲斗端部的加强肋干涉。根据此原则,以30 系列铲斗为准确定专用镗削头外形尺寸,考虑到铲斗为大型焊接件,外形尺寸不规整,误差大,必须保证专用镗削头外形与工件之间的间隙在10mm 以上,依此确定的专用镗削头加工30 规格以上铲斗时不存在与工件发生干涉的问题。专用镗削头外形尺寸确定如下:加工30 系列铲斗斗杆销孔时,斗杆销孔中心到动臂销孔加强肋的距离为90.1mm,留间隙15.1mm,确定专用镗削头外圆弧尺寸R75mm;加工30 系列铲斗动臂销孔时,动臂销孔中心到铲斗端部加强肋的距离为80.48mm,留间隙10.48mm,需将专用镗削头外形圆弧上部削边。最终确定专用镗削头如图3 所示的外形尺寸。
2.2 专用镗削头
为使动力头的结构紧凑,机床镗削头采用传动箱与主轴箱一体式结构,主轴传动采用电机通过齿轮带动主轴旋转,装配图如图4 所示。
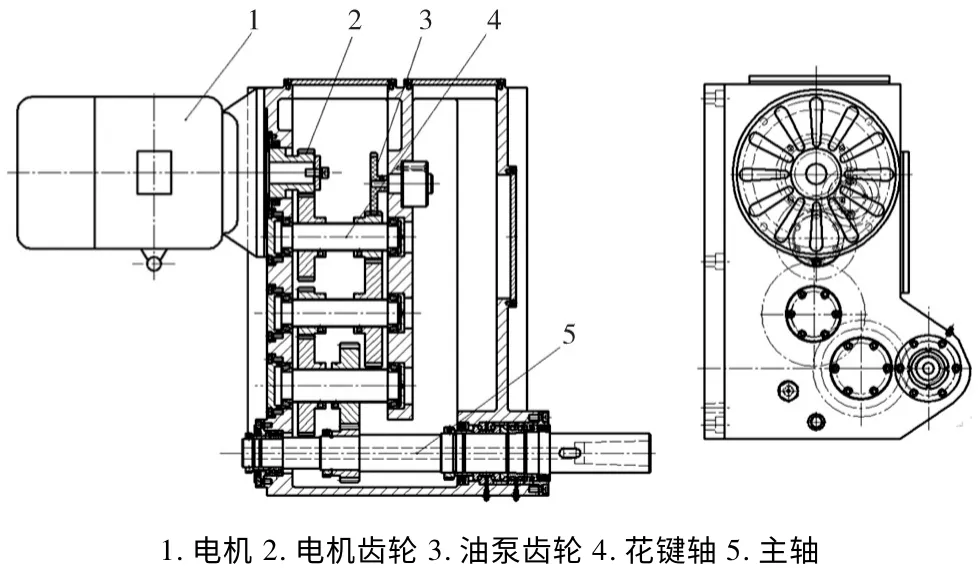
图4 专用镗削头装配图
2.2.1 主轴转速选择
铲斗材料为Q235,销孔孔径范围为φ80-φ85mm,表面粗糙度为Ra6.3um,加工精度为IT9,销孔镗孔加工方案为粗镗-精镗。通过对零件加工工艺分析,查《机械加工工艺手册》,选取刀具材料为YG6A,取切削深度为ap=3mm,走刀量f =0.5mm/r,粗加工时切削速度V =70m/min,精加工时切削速度V=120m/min[4]。
根据允许的切削速度计算主轴转速:

选取主轴转速为250rpm。
2.2.2 电机功率选择
(1)切削力计算

(查手册可得:CP=300,XP=1,YP=0.75,np=-0.15,KP=1.1)。
(2)切削功率计算

机械传动效率取0.9,N电=3.6 ×0.9 =3.24(kW)
根据计算,选取电机功率:N=5.5kW。
考虑所加工销孔的直径变化及粗精加工时转速的变化,选用交流变频调速电机。电机型号及规格如下:
电机功率:5.5kW,基准频率:50HZ
基准转速:1500rpm 变频范围:5 ~100HZ,
电机型号:YVF2 -132S-4-B5。
2.2.3 主轴组件
专用镗削头主轴前轴承采用精密级双列圆柱滚子轴承和双向推力角接触球轴承,后轴承采用精密级双列圆柱滚子轴承,既增加了主轴的刚性,又保证了主轴的精度。主轴头部采用莫氏5#标准锥柄结构,方便更换刀具。
3 结束语
装载机铲斗销孔双头数控镗床安装调试使用后,设备运行良好,在目前铲斗销孔加工设备中具有一定的优势。
(1)生产效率提高。本机床采用全数控控制,销孔定位快速、准确,操作简便,提高了加工效率。
(2)销孔加工精度大幅提高。机床采用数控技术,避免了人工操作误差,平行孔系定位准确,两端镗削头同时加工,既保证了同组孔系的同轴度,又保证了两组孔系的平行度,销孔加工精度大幅提高。
(3)实现了铲斗销孔加工的自动化和柔性化。机床设计中源于柔性设计理念,可实现30 系列、50 系列、953 系列和956 系列等多种规格铲斗的销孔加工。是铲斗销孔加工的理想设备。为铲斗销孔高效、高精度、高质量的加工提供了设备保障,取得了良好的经济效益和社会效益。
[1]郭鹏飞,高福举.装载机铲斗镗孔工艺的改进[J].工程机械,2001,32(10):38.
[2]陈桂芳.铲斗镗孔专用机床的设计[J].组合机床与自动化加工技术,2010(1):69-71,74.
[3]大连组合机床研究所.组合机床设计[M].北京.机械工业出版社,1975.
[4]孟少农,机械加工工艺手册[M]. 北京:机械工业出版社,1998.
[5]徐薄滋,张舒勃.专用机床设计与制造[M].北京.机械工业出版社,1978.
猜你喜欢
城市轨道交通研究(2022年2期)2022-11-18
机械设计与制造(2022年10期)2022-10-12
汽车实用技术(2022年15期)2022-08-19
设备管理与维修(2022年1期)2022-03-10
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21
速读·上旬(2021年10期)2021-10-12
科学技术创新(2020年32期)2020-11-05
消费导刊(2020年1期)2020-07-12
中国工程机械学报(2019年4期)2019-08-06
铜业工程(2019年6期)2019-02-11