基于PSD 深孔钻削孔轴线在线检测方案探讨*
2013-12-23 05:47于大国孟晓华
组合机床与自动化加工技术 2013年12期
宁 磊,于大国,2,孟晓华
(1.中北大学 机械工程与自动化学院,太原 030051;2.山西省深孔加工工程技术研究中心,太原030051)
0 引言
深孔轴线检测是深孔类零件加工过程中的一个重要组成部分,是对深孔零件进行质量控制和管理的重要手段[1]。如果能够及时检测出钻削过程中产生的偏斜,并对其采取相应的措施会降低零件误差或减小报废的现象。然而影响孔轴线偏斜的因素有许多,比如:加工方式的不同、导向套的偏心、工件端面的偏斜、钻杆的刚度和材质硬度不均匀、机床振动和外部振动的干扰等[2]。只有从根本上了解影响孔轴线偏斜的因素,提出切实可行的方案解决问题,才能够保证加工质量提高加工效率。
在国外,如日本的Akio Katsuki 等人开发使用高性能的激光制导深孔镗刀,能够预防钻孔偏斜[3];瑞典Sandvik Coromant 公司和德国的Guhring 公司也相继投入了大量的人力和财力进行孔轴线偏斜研究[4],最终也只是提出了一些减小孔轴线偏斜的途径;C.H. Gao[5]从切屑变形和切削力的角度对BTA 深孔钻削加工过程进行了研究分析,通过实验数据建立了轴向力、侧向力的经验公式,为研究深孔偏斜提供了理论成果;Y.S Liu[6]设计了深孔直线度测量的自动控制系统,通过配套软件的使用,使直线度误差控制在0.366 范围内。
在国内,西安工业大学的白万民根据弹性力学原理并利用有限元法,推导了深孔钻削时孔中心线偏移量的计算公式,并提出了减小孔中心线偏移量的措施;西安理工大学的孔令飞等人将稳健设计理论应用于深孔加工孔轴线偏斜问题研究中;中北大学机械制造工艺研究所于2009 年5 月研究成功了超声波深孔加工测厚仪使解决孔轴线偏斜问题向前迈进了一大步,为实现在线纠偏提供了支持[7]。
随着现代科学技术的发展,深孔钻削的检测技术也随之得到了发展。采用电感、电子、激光等先进检测技术,并用计算机采集、处理、存储、检测数据[8],在很大程度上保证了孔的轴线不偏斜。深孔加工又是一种封闭式或半封闭式加工方式,操作人员无法直接观察到刀具切削情况,只能依靠听声音、看切屑、油压、观察机床负荷等判断切削中的加工情况,在多数情况下,深孔加工只能跟着感觉走,造成加工质量不稳定[9]。因此,对钻头走向的实时监测,应作为深孔加工控制技术中优先的课题加以研究和解决。
2 PSD 的结构和工作原理
PSD 是一种新型横向光电效应器件,与光导摄像管及固体摄像器元件相比,有许多独特的优越性,具有不存在测量死区、分辨率高、响应速度快、外围电路简单等优点。在位移位置检测、精密尺寸测量、三维空间位、高能物理等技术领域具有独到之处和广泛应用[10]。PSD 可分为一维和二维两种,这里主要介绍二维PSD 结构和工作原理。
二维PSD 可以用来测量两个方向的位置坐标,原理图及等效电路图如图1 所示。
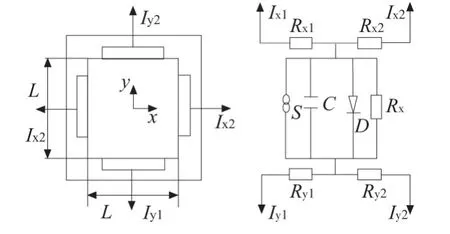
图1 二维PSD 原理图及等效电路图
PSD 的工作原理是基于横向光电效应,当入射光照射到光敏面上某一点后,光生载流子在薄层中流动,可用两个正交分量表示:平行于x 轴方向的分量Iy和平行于y 轴方向的分量Iy,且Ix+Iy=I0,I0为光生总电流。根据载流子的移动按照欧姆定律分配的规律,得到每个电极上的电流表达式:

其中:Ix1,Ix2,Iy1,Iy2分别为各个电极上的电流。
当电阻层均匀时有

联立式(1)—(6)可求出光点在PSD 光敏面上的位置坐标的表达式

其中:L 为PSD 光敏面的宽度。
由式(7)和(8)可知只要检测出4 个电极上电流的大小,即可计算出坐标x 和y 的值。
3 在线检测系统方案构思
3.1 检测系统装置组成
检测系统装置主要由激光器、反射镜、立方角锥棱镜、检测钻头倾角(位置)PSD、信号处理仪、A/D 转换、计算机等组成,装置结构简图如图2。
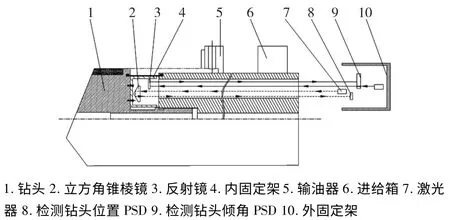
图2 装置结构简图
为了保证反射光束能够照射在外固定架内的PSD上,装置中用于检测钻头倾角PSD 和钻头位置PSD 的高度应在反射光束的照射范围内。同时外固定架安装在机床上,钻削开始前调整外固定架位置使发射激光束照在PSD 的坐标原点,位置调整后将固定架固定住。为了便于理解,用于测量倾角的入射光束和反射光束用两条线表示。
3.2 检测系统工作原理
调整外固定架位置,使反射光束正好照射在PSD 的坐标原点,将外固定架固定在机床上。固定在外固定架的两个激光器分别发出脉冲光束,光束平行于钻杆初始轴线穿过钻杆的过光孔到达反射镜或立方角锥棱镜。其中一条光束射向相对于钻头固定的立方角锥棱镜,由于该棱镜的特点,光束通过立方体角锥棱镜后,会以平行于入射光束返回到检测钻头位置PSD。检测钻头位置PSD 会以光电流的形式输出四个极其微弱的信号,连接PSD 的信号处理仪会对四路光电流进行放大处理并转换成模拟电压信号,模拟电压信号再由A/D 转换器转换成数字量,经单片机处理后经接口电路将单片机输出的TTL 电平,转换为供计算机串口读取的电平,经计算机处理计算最终得出钻头位置的变化,亦即钻头在其轴线法面内的位置变化。另一条光束也平行于钻头初始轴线,穿过检测钻头倾角PSD 上开设的微孔,射向反射镜,由反射镜返回到检测钻头倾角PSD,信号最终由计算机处理可以得到钻头倾角的变化。通过所测得的钻头位置、姿态数值,间接反映了孔的精度,实现了对孔的间接的在线检测。检测系统工作原理图如图3。
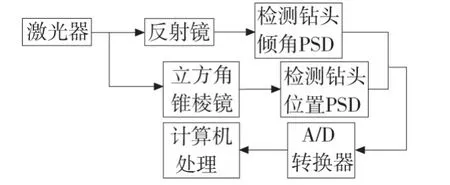
图3 检测系统工作原理图
3.3 激光器和钻头的设计
激光器的设计:半导体激光头发出波长为635nm 的脉冲激光束,经过位于焦平面上的物镜汇聚后发出平行光束,通过相当于倒置的望远镜的透镜系统将激光光束压缩成直径为1 mm 的激光束,然后通过光阑调节,最后出射的光束为直径小于0.5mm 的平行激光束[11]。这样设计激光器的目的是保证发出激光束直径小且平行,减少对测量误差的影响,激光器简图如图4。
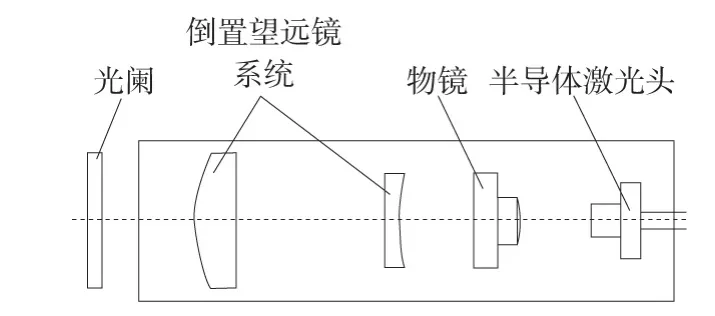
图4 激光器简图
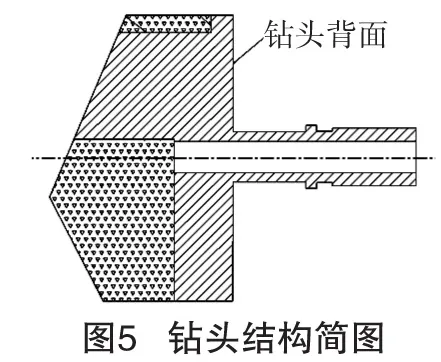
钻头的设计:钻头经过改造采用的是小直径段,小直径段不仅提供了安装光学镜的空间,更重要的是,小直径段的存在,使得调整钻头姿态(即角度)变成可能,钻头结构简图如图5。
4 检测情况分析
当钻头钻削工件时大致会出现四种情况:钻削正常、钻头绕x 轴偏斜、钻头沿y 轴平移、钻头绕x 轴偏斜和沿y轴平移。
(1)钻削正常
当钻头钻削正常时,固定在钻头的反射镜和立方角锥棱镜位置都不会变化,测量系统示意图如图6。从示意图中我们可以看出激光发射器发出的光束经过反射镜或立方角锥棱镜,反射光束都照在PSD 的坐标原点O1和O2。由于在检测钻头倾角的PSD 中心O1开一个微小孔,因此当反射光束照射在O1点时PSD不会有电流产生也就不会有坐标变化,但是此时可视坐标为(0,0);与O1不同O2处会有光电流产生,依据公式(7)和(8)同样可以得到O2坐标为(0,0)。
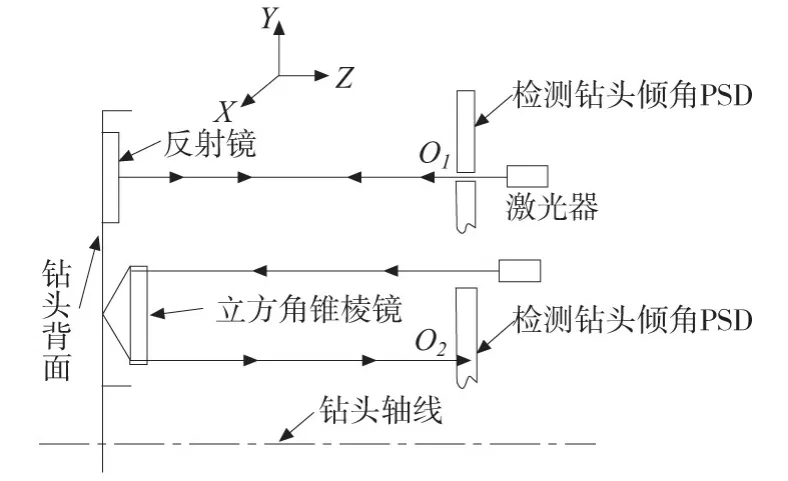
图6 钻削正常示意图
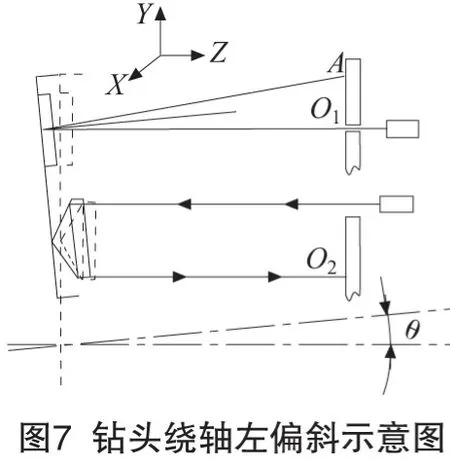
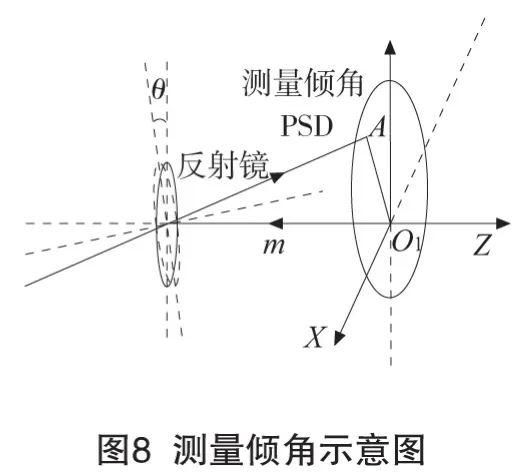
(2)钻头绕x 轴偏斜
(3)钻头沿y 轴平移
假设当钻头沿y 轴向上平移时,示意图如图9,其它情况类似。因为外固定架不会移动,所以安装在固定架里的激光器位置不变。激光器发出的光束会经反射镜原路返回,照在点O1。而立方角锥棱镜的入射光束和反射光束是平行的,当钻头向上平移h 时,可以参考文献[12]中的角锥棱镜的位移与光束移动的关系得出O2B 的大小为2h。很直观的看出测量结果比实际偏移大一倍,因而测量的灵敏度也相应提高了一倍。
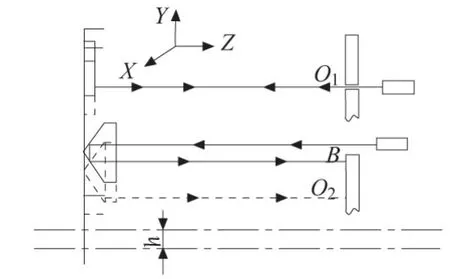
图9 钻头沿轴上平移示意图
(4)钻头绕x 轴偏斜和沿y 轴平移
当钻头绕x 轴左偏斜和沿y 轴上平移,示意图如图10,其它情况类似。我们依然采用(2)(3)的假设,因为偏角θ比较的小,所以立方角锥棱镜的位置几乎不变只是平移了h。这种情况就是(2)和(3)情况的结合,因此我们可以通过粗略计算得到。


图10 绕左偏斜和沿上平移示意图
5 结束语
通过以上的分析我们可以得到:假如A 和B 的坐标都是(0,0),得知钻头处于正常情况下;假如B 点坐标几乎接近坐标原点,而A 点离得较远时,钻头处于绕轴偏斜情况下;假如A 点坐标为(0,0)B 点为(0,2h)时,钻头向上平移了h;当A 和B 坐标都离坐标原点较远,钻头既偏斜又平移。A 点和B 点的坐标可以根据公式(7)和(8)计算出,由计算机对采集到的数据进行处理,最终算出钻头偏斜的角度和位置的变化。
要提高加工孔的质量,从影响孔轴线偏斜的因素进行分析,并借助于现有的技术提出切实可行的方案。深孔轴线在线检测系统将光的反射原理以及PSD 技术结合起来,虽然技术不是很成熟并且有一定的局限性,但是可以给深孔钻削加工中孔轴线检测提供了一定的参考,因此该课题的研究必将是长期的。
[1]王宁侠.深孔直线度检测装置的设计及应用[J].机械设计与制造,2007(2):12-13.
[2]刘雷,杨文宽. 深孔轴线偏斜因素分析[J]. 齐齐哈尔大学学报(自然科学版),2011,27(1):93-94.
[3]Akio Katsuki,Hiromichi Onikura,Takao Sajima. Development of a practical high-Performance laster-guide deep-hole boring tool:Improvement in guiding strategy[J]. PrecisionEngineering,2011,35:221-227.
[4]高本河,郑力,李志忠,等.深孔钻削中孔轴线偏斜的纠偏理论与方法研究[J].兵工学报,2003,24(2):234-237.
[5]C.H. Gao,K. Cheng,D. Kirkwood.The investigation on the machining process of BTA deep hole drilling[J]. Journal of Materials Processing Technology 107 (2000)222-227.
[6]Y. S Liu,T. Q Wang,X. Y Ma. Hole straightness measurement of Automatic Control System Design[J].Procedia Engineering 15 (2011)288-292.
[7]尹晓霞.难切削材料的深孔钻削及纠偏技术研究[D].太原:中北大学,2010.
[8]王世清.深孔加工技术[M].西安:西北工业大学出版社,2003.
[9]杨顺田,侯忠坤.深孔钻削中受力分析与切削参数定量分析[J]. 组合机床与自动化加工技术,2013,(1):113-117.
[10]庞亚平.位置敏感探测器的发展状况及应用研究[J].科技情报开发与经济,2006,16(24):183-184.
[11]王国辉,侯新忠. 基于PSD 器件的深孔直线度检测设计研究[J]. 装甲兵工程学院学报,2004,18(4):62-65.
[12]匡萃方,冯其波,陈士谦等.基于激光准直直线度测量方法的研究[J].光学技术,2003,29(6):699-701.
猜你喜欢
新能源科技(2022年9期)2022-11-20
天水行政学院学报(2022年4期)2022-11-18
法律方法(2022年2期)2022-10-20
机电工程技术(2022年4期)2022-05-12
科技资讯(2021年33期)2021-01-15
环境技术(2020年1期)2020-03-06
学苑创造·A版(2019年4期)2019-05-10
航空世界(2019年7期)2019-02-16
三联生活周刊(2017年37期)2017-09-11
科技创新与品牌(2017年3期)2017-04-27