复合助焊剂对AZ31镁合金TIG焊接头组织与性能的影响
2013-12-15 03:18:18童小山潘复生
中国有色金属学报 2013年11期
彭 建,朱 熹,童小山,潘复生
(1.重庆大学 材料科学与工程学院,重庆 400044;2.重庆市科学技术研究院,重庆 401123)
镁合金具有储量丰富、密度小、比强度高、比刚度大、阻尼性很好、导热性好、电磁屏蔽能力强、加工成型性好和可回收利用等一系列优点,是21世纪的绿色工程材料[1]。镁合金不仅在航空航天工业等尖端领域中广泛应用,而且也在汽车、电子通讯等日常制造业中广泛应用。焊接是镁合金连接的首选方法[2]。焊接技术和焊接材料的新发展为镁合金更广泛的应用提供了良好的条件,对促进镁合金的产业化进程有着很重要的作用。
活性化焊接(Activating flux - TIG,简称A-TIG)方法是将特殊研制的活化材料(活性剂)焊前涂敷到被焊工件表面再进行焊接的方法。在相同的焊接规范下,与常规TIG焊相比,该方法可大幅度提高焊缝熔深,提高幅度最大可达 300%。活性化焊接方法起初由前苏联巴顿焊接研究所在20世纪60年代研制,但是直到20世纪 90年代末期才在欧美国家的研究机构(如EWI和TWI等)开展广泛的研究[3-4]。关于活性剂增加焊缝熔深的机理研究,成为近年来研究的热点,现在存在两种理论,即电弧收缩理论和表面张力梯度理论[5-6]。国内的刘黎明等[7]、张兆栋等[8-9]、徐杰等[10]对镁合金A-TIG焊做了一些研究;黄勇等[11-14]、SIRE等[13]和何丽君等[14]对铝合金 A-TIG 焊做了大量的研究,但大部分研究都是针对单一的助焊剂。目前,通过试验分析认为,氯化物助焊剂增加熔深的机理主要是影响焊接电弧,而氧化物类助焊剂主要是影响焊接熔池表面张力来增加焊接熔深[15]。目前的研究基本上都是通过两种理论中的一种来解释助焊剂对镁铝合金熔深增加机理[3,16-19],增加焊接熔深机理仍然存在较大争议,有必要继续开展进一步的研究。
本文作者研究新型复合助焊剂对AZ31镁合金交流A-TIG焊焊缝组织和性能的影响,探索优化镁合金焊接质量的方法和工艺,这将有助于减少镁合金焊接缺陷,提高焊接质量,拓展其应用范围。
1 实验
实验选用3 mm厚的AZ31镁合金挤压型材,试板尺寸为150 mm×100 mm;焊丝选用挤压成形的AZ31镁合金焊丝,直径为1.6 mm,其化学成分与母材一样(见表1)。保护气体采用99.99%的氩气。选用氯化物和氟化物的混合物作为助焊剂,表2所列为其化学成分的质量分数。
实验采用钨极氩弧焊方法(TIG)对涂敷助焊剂的AZ31镁合金板材进行焊接,研究新型助焊剂的作用机理。焊接采用对接接头形式,并进行焊前处理,用砂纸清除坡口区域30 mm内的氧化皮,用丙酮清洁坡口周边的油污。助焊剂的制备、涂敷:先将丙酮和助焊剂充分混合搅拌,然后均匀地涂敷在试板表面,将涂敷好助焊剂的试板放入烘干炉烘干1 h,除去助焊剂中的结晶水和作为溶剂的丙酮。用烘干的试板进行焊接实验,电源采用松下YC-300WX4 N型焊接电源,焊接电流在100 ~120 A之间变化,表3所列为其他参数。

表1 镁合金AZ31成分Table1 Component of AZ31 magnesium alloy (mass fraction,%)

表2 复合助焊剂的化学成分组成Table2 Chemical composition of compound flux (mass fraction, %)
采用镊子捏着脱脂棉球沾取苦味酸溶液在焊缝上进行擦拭的方法来腐蚀接头,腐蚀时间为20 s,等酒精风干再密闭保存防氧化。使用MDS金相显微镜和TESCANVEGA扫描电子显微镜对焊接接头各区域的组织进行观察和成分检测。焊接接头拉伸性能的测试在CMT-5105电子万能材料试验机上进行,拉伸速度为3 mm/min。采用HV-1000型维氏硬度计进行焊缝硬度测试,载荷为9.8 N,加载时间为10 s。
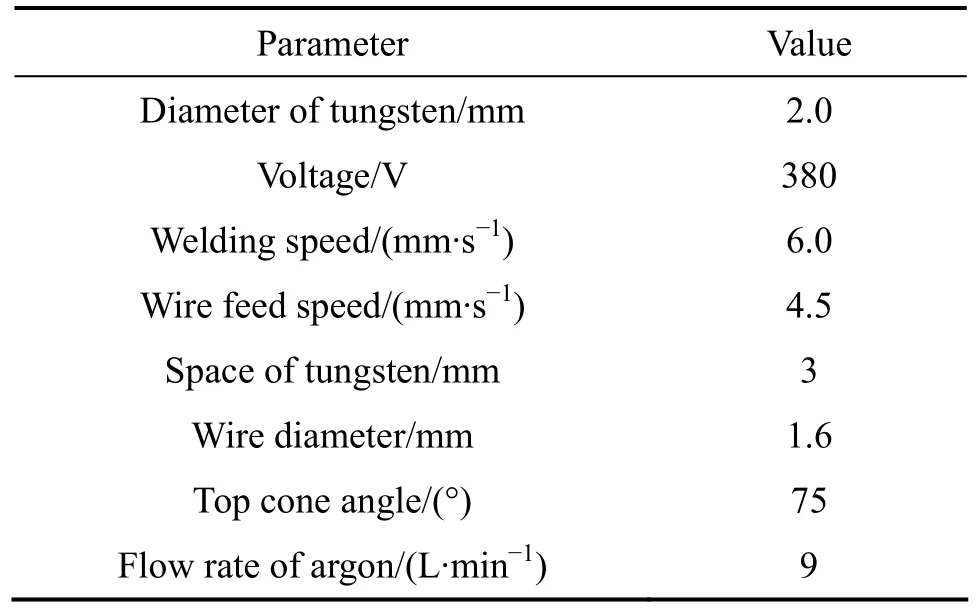
表3 焊接规范参数Table3 Standard parameters of Welding
2 结果与讨论
2.1 助焊剂对焊缝熔深、熔宽及成型性的影响
焊接电流为100 A时,加助焊剂的焊缝熔深约为1.8 mm,熔宽约为3.5 mm(见图1(a));未加助焊剂的焊缝熔深约为1.4 mm,熔宽约为4 mm(见图1(b))。在焊接电流为115 A时,焊件都能实现焊透(见图1(c)和(d)),但是加助焊剂的熔宽明显较未加助焊剂的窄,约为4 mm,未加助焊剂的熔宽达到5.5 mm(见图1(d))。
焊接电流为115 A时,焊缝的宏观形貌如图2(a)所示,局部放大如图2(b)所示。由图2(b)可以看出,加助焊剂的焊缝熔宽明显减小,并且焊缝出现明显的金属光泽。由此可见,本实验采用的助焊剂对AZ31镁合金的焊接成型性有优化作用,在相同的焊接条件下,助焊剂起到增加AZ31镁合金的焊接熔深,减小熔宽的作用。在凝固过程中,熔池表面受到熔融助焊剂的保护,避免其与空气接触而氧化,提高了焊缝表面的质量。
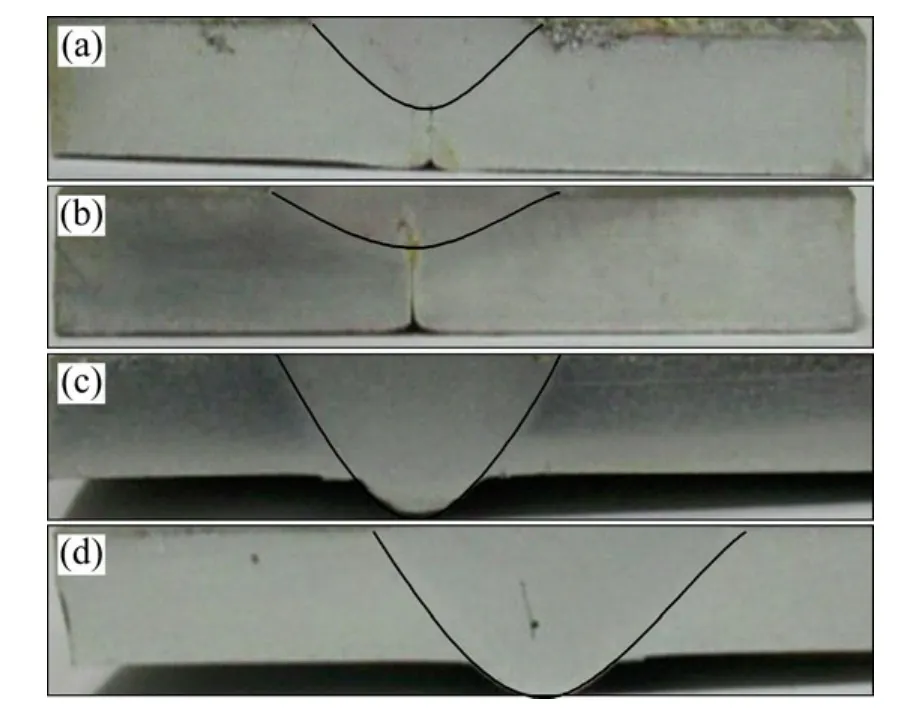
图1 助焊剂对焊缝熔深的影响Fig.1 Effects of compound flux on welding penetration: (a)With compound flux, welding current 100 A; (b) Without compound flux, welding current 100 A; (c) With compound flux, welding current 115 A; (d) Without compound flux,welding current 115 A

图2 助焊剂对焊缝熔宽及表面成型的影响Fig.2 Effects of compound flux on weld width and weld surface forming: (a) Morphology of weld; (b) Enlarged image of weld morphology
2.2 助焊剂对焊缝微观组织的影响
焊接接头由内向外可分为以下几个区域:熔合区FZ(Fusion zone)、热影响区HAZ(Heat affected zone)和基材BM(Base metal),如图3(a)所示,焊接电流为115 A时,焊接熔合区的组织与热影响区和基材的组织明显不同。由于镁的熔点较低(651℃),而且导热很快,在焊接过程中,大功率焊接热源使近焊缝区金属溶液熔化,然后快速凝固成典型的铸态α-Mg组织,而热影响区的晶粒较粗大,为过热组织。熔合区的晶粒尺寸明显比基材和热影响区晶粒尺寸小,可以看出明显的分界面。进一步观察焊缝区的组织形貌(见图3(d))发现,熔合区由细小的等轴晶及部分树枝晶组成,出现这一现象是因为:1) 在焊接过程中,熔合区的金属吸收大量的热而熔化,镁合金导热系数大,凝固时熔合区金属快速散热迅速凝固结晶,得到细小的α-Mg组织;2) 焊接脉冲电流使电弧对熔池产生搅拌力,在机械搅拌力的作用下,较大的晶粒被打碎,形成细小等轴晶组织;3) 镁合金的熔点低,导热快,吸收的焊接热迅速传递到热影响区,促使晶粒长大(见图3(c))。

图3 A-TIG接头不同区域的显微组织Fig.3 Microstructures of A-TIG welded joints in different areas: (a) FZ+HAZ+BM; (b) BM; (c) HAZ; (d) FZ
加复合助焊剂的焊缝熔合区晶粒明显比未加复合助焊剂的熔合区晶粒小。添加复合助焊剂能改变焊接热输入量的分布,从而优化焊接热循环,增加了熔合区与基材的温度梯度,使焊缝区散热更快,结晶速度加快,晶粒得到细化,同时第二相组织β-Mg17Al12沿晶界大量析出,如图4所示。

图4 电流为115 A时焊缝中心的显微组织Fig.4 Microstructures of weld centers at current of 115 A: (a) With compound flux; (b) Without compound flux

图5 添加助焊剂的AZ31镁合金TIG焊接接头FZ区的元素分布Fig.5 Distributions of elements in FZ area of welded seams of TIG welded AZ31 magnesium alloy joints with compound flux
目前,助焊剂增加焊缝熔深的机理被认同的主要有两种。为研究助焊剂的作用形式,本实验对焊缝区上部、中部、下部进行成分检测,结果均能检测到助焊剂所含成分,图5所示为焊缝中部的检测结果。在上、中、下3个部分的检测中,Na的含量都远远高于K的含量,而助焊剂初始成分K高于Na。出现这一现象的原因是:高温条件下,NaF使助焊剂沸点大大降低,KCl、NaCl蒸气以原子态进入电弧中。本实验新型助焊剂的作用机理是复合作用形式:一方面,助焊剂蒸发并以原子形态包围在电弧外围区域,并不断捕获该区域的电子形成负离子逃离电弧区,这一过程使电弧导电性降低,最终造成电弧自动收缩,使电弧热更集中作用于焊缝,即“电弧收缩”效应;另一方面,熔融助焊剂进入熔池,作用于焊缝凝固的全过程,LiCl、NaF通过影响熔池表面的张力梯度,来实现改变熔池Marangoni对流方向,加深熔池金属对熔池底部的冲刷作用,熔池深度增加,即“表面张力”理论。在这种复合机理的作用下,焊缝熔深增加,熔宽变窄。
2.3 助焊剂对焊接接头力学性能的影响
焊接电流为115 A时,焊接接头沿垂直焊缝方向的硬度分布如图6所示。从图6中的曲线变化可以看出,焊接接头的硬度以焊缝中心线为轴呈近似对称分布;在该焊接实验条件下距焊接接头中心约4 mm以内的区域硬度值较低,涂敷助焊剂的焊接接头焊缝中心硬度值大约为60.5HV,而未添加助焊剂焊接接头焊缝中心硬度值大约为55.5HV。两种焊接条件下焊接接头的硬度值都是从焊缝中心向两侧的区域的逐渐增大,最后达到母材的硬度值,母材的平均硬度值约为62HV。而添加助焊剂的焊缝平均硬度值明显高于未添加助焊剂焊缝平均硬度值。新型助焊剂的加入使熔池的形核质点增多,焊缝晶粒得到细化,同时第二相沿晶界析出。细小的晶粒和呈网状分布的第二相提高了焊缝区的硬度值。
对AZ31镁合金母材和焊接接头进行拉伸试验,抗拉强度和断裂位置如表4所列。AZ31镁合金母材的平均抗拉强度约为255.3 MPa,添加复合助焊剂的焊接接头断裂位置在熔合线靠近母材处,抗拉强度为242.3 MPa,达到母材强度的94.9%。而未加复合助焊剂的焊接接头断裂位置在靠近焊缝中心处,抗拉强度为208 MPa,达到母材强度值的81.5%。未加助焊剂的焊接接头熔合区为铸态组织,力学性能低于母材和热影响区,所以断裂的位置在焊缝中心处。而加入新型助焊剂后,焊接热循环得到优化,溶入熔池中的助焊剂通过影响熔池表面张力改变熔池流向,熔池的机械搅拌力将较大的晶粒击碎;助焊剂还能增加熔池形核质点,细化铸态区晶粒,呈网状分布的第二相能有效地增加铸态区的抗拉强度。新型助焊剂的加入使熔合区组织细化,力学性能得到提升并优于热影响区,在外加载荷作用下,焊接接头在熔合线附近的热影响区发生失效断裂。

图6 焊接接头的硬度分布Fig.6 Hardness distribution of welded joint

表4 AZ31镁合金母材及焊接接头的力学性能和断裂位置Table4 Mechanical properties of base metal and welded joint of AZ31 magnesium alloy
3 结论
1) 新型助焊剂的加入能使AZ31镁合金焊接接头在较小的电流下实现连接,通过减少热输入量,改变焊接热的分布,优化焊接热循环,从而细化晶粒。
2) 新型助焊剂在AZ31镁合金焊接过程中以“电弧收缩”和“表面张力”的复合作用机理作用于焊缝。KCl、NaCl起到电弧收缩的作用,而LiCl、NaF通过改变熔池的表面张力来增加焊缝熔深,减小熔宽。
3) 新型助焊剂在AZ31镁合金焊接过程中具有增大熔池机械搅拌力,增加铸态区α-Mg组织的形核能力,细化晶粒,优化焊缝成型性的作用,同时使第二相组织β-Mg17Al12沿晶界析出。细小的α-Mg组织和呈网状分布的第二相β-Mg17Al12优化了熔合区的组织,使熔合区力学性能得到提升并优于热影响区,整个焊接接头的综合力学性能也随着增加。
[1]MORDIKE B L, EBERT T.Magnesium: Properties applications-potential[J].Materials Science and Engineering A,2001, 302: 37-45.
[2]冯吉才, 王亚荣, 张典忠.镁合金焊接技术的研究现状及应用[J].中国有色金属学报, 2005, 15(2): 165-177.FENG Ji-cai, WANG Ya-rong, ZHANG Zhong-dian.Status and expectation of research on welding of magnesium alloy[J].The Chinese Journal of Nonferrous Metals, 2005, 15(2): 165-177.
[3]LUCAS W, HOWSE D.Activating flux increasing the performance and productivity of the TIG and plasma processes[J].Welding and Metal Fabrication, 1996, 64(1):11-17.
[4]LUCAS W.Activating flux improving the performance of the TIG process[J].Welding and Metal Fabrication, 2000, 68(2):6-10.
[5]SIMONIK A G.The effect of contraction of the arc discharge upon the introduction of electronegative elements[J].Welding Production, 1976 (3): 49-51.
[6]HEIPLE C R, ROPER J R.Mechanism for minor element effects on GTA fusion zone geometry[J].Welding Journal, 1982, 61(4):97-102.
[7]LIU Li-ming, ZHANG Zhao-dong, SONG Gang, WANG Lai.Mechanism and microstructure of oxide fluxes for gas tungsten arc welding of magnesium alloy[J].Metallurgical and Materials Transactions A, 2007, 38: 649-658.
[8]ZHANG Zhao-dong, ZHANG Fan.Spectral analysis of welding plasma of magnesium alloy using flux coated wire[J].Materials Transactions, 2009, 50(8): 1909-1914.
[9]张兆栋, 刘黎明, 沈 勇, 王 来.镁合金的活性电弧焊接[J].中国有色金属学报, 2005, 15(6): 912-916.ZHANG Zhao-dong, LIU Li-ming, SHEN Yong, WANG Lai.Activating flux for arc welding of magnesium alloy[J].The Chinese Journal of Nonferrous Metals, 2005, 15(6): 912-916.
[10]徐 杰, 刘子利, 沈以赴, 陈文华.AZ31镁合金活性TIG焊接头分析[J].焊接学报, 2005, 26(10): 54-58.XU Jie, LIU Zi-li, SHEN Yi-fu, CHEN Wen-hua.A-TIG weld analysis of AZ31 magnesium alloy[J].Transactions of the China Welding Institution, 2005, 26(10): 54-58.
[11]黄 勇, 樊 丁, 樊清华.活性剂增加铝合金交流 A-TIG 焊熔深机理研究[J].机械工程学报, 2006, 42(5): 45-49.HUANG Yong, FAN Ding, FAN Qing-hua.Mechanism of activating fluxes increasing weld penetration of A-TIG welding for aluminum alloys[J].Journal of Mechanical Engineering,2006, 42(5): 45-49.
[12]黄 勇, 樊 丁, 邵 锋.铝合金活性 TIG 焊熔池表面化学反应分析[J].焊接学报, 2010, 31(5): 41-44.HUANG Yong, FAN Ding, SHAO Feng.Analysis of chemical reaction on weld pool surface in activating TIG welding of aluminum alloys[J].Transactions of the China Welding Institution, 2010, 31(5): 41-44.
[13]SIRE S, MARYA S.New perspectives in TIG welding of aluminums through flux application FBTIG process[C]//Proceedings of the 7th International Symposium.Kobe, Japan, 2001.
[14]何丽君, 林三宝.单一成分活性剂对铝合金作用效果的研究[J].电焊机, 2011(7): 43-46.HE Li-jun, LIN San-bao.Effect of activating flux with single component on TIG welding of aluminum alloy[J].Electric Welding Machine, 2011(7): 43-46.
[15]黄 勇, 樊 丁.SiO2增加铝合金交流A-TIG焊熔深机理研究[J].焊接学报, 2008, 29(1): 45-49.HUANG Yong, FAN Ding.Study of mechanism of SiO2increasing weld penetration of AC A-TIG welding for aluminum alloy[J].Transactions of the China Welding Institution, 2008,29(1): 45-49.
[16]MARYA M.Theoretical and experimental assessment of chloride effects in the A-TIG welding of magnesium[J].Welding in the World, 2002, 46(7/8): 7-22.
[17]刘凤尧, 杨春利, 林三宝, 吴 林, 张清涛.活性化 TIG电弧光谱分布的特征[J].金属学报, 2003, 39(8): 875-878.LIU Feng-yao, YANG Chun-li, LIN San-bao, WU Lin, ZHANG Qing-tao.Spectral distribution characteristics of A-TIG welding arc[J].Acta Metallrugica Sinica, 2003, 39(8): 875-878.
[18]TANAKA M, SHIMIZU T, TERASAKI H, USHIO M,KOSHIISHI F, YANG C L.Effects of activating flux on arc phenomena in gas tungsten arc welding[J].Science and Technology of Welding and Joining, 2000, 5(6): 397-402.
[19]MARYA M, EDWARDS G R.Chloride contributions in flux-assisted GTA welding of magnesium alloys[J].Welding Journal, 2002, 81(12): 291-298.
猜你喜欢
金属加工(热加工)(2024年3期)2024-04-07 09:03:02
汽车实用技术(2022年13期)2022-07-19 12:41:04
现代制造技术与装备(2022年2期)2022-03-19 05:51:38
电子制作(2019年10期)2019-06-17 11:45:00
电子制作(2017年7期)2017-06-05 09:36:13
电子工业专用设备(2017年2期)2017-04-25 08:32:37
中国科技博览(2016年15期)2016-08-23 23:44:04
焊接(2016年10期)2016-02-27 13:05:32
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51