基于Minitab的生产过程质量特性分析与控制
2013-12-14 07:07:20龚立雄
重庆理工大学学报(自然科学) 2013年2期
龚立雄,刘 娅
产品质量是由生产过程中每一道工序执行的好坏决定到,因此,工序质量是产品质量的保障和基础[1-2]。对于一个工序繁多的生产过程,如何根据“关键的少数,次要的多数”原则对关键工序进行质量分析与控制,如何针对异常的关键工序质量进行实时监控、预警和纠正是制造企业急需解决的问题。
目前,对生产过程的控制方法主要是通过统计分析来区分产品质量的随机波动与异常波动,对异常情况提出预警和纠正措施,使得生产过程处于受控状况。统计过程控制(statistical process control,SPC)在生产过程中得到了大量的应用。姜兴宇等[3]将生产过程相似工序中不同工序的质量特性进行数据变换,然后将样本在同一控制图中绘制,以实现对生产过程的质量判定与控制。牛占文等[4]分析了多品种小批量的生产方式以及该生产方式在SPC的应用现状,提出了结合通用控制图、累积和控制图联合的控制图处理微小偏差的过程质量控制,但数据统计困难,计算量较大,适用性不强。SPC不是单纯的图解,需有可靠数据作支撑,实施SPC需要丰富的经验来判定,而掌握这项技术的质量管理人员十分匮乏,影响了SPC在制造企业的推广和应用。本文针对实施SPC所面临的困境,提出运用Minitab实施SPC技术,通过Minitab的工具箱自动计算生产过程的工序能力指数,根据控制图实现智能判定,并应用于某制造企业,取得了较好的效果。
1 生产过程质量特性分析与控制方法
1.1 工序质量控制原理
工序质量控制是指为把工序质量的波动限制在规定的界限内所进行的活动,其原理是采用数理统计方法,通过对工序一部分检验数据进行统计,来判定整个公司质量是否稳定、正常,并对异常情况采取技术措施和对策,其控制步骤为[5-6]:
步骤1 实测:采用必要的检测工具和手段,对抽出的工序子样进行质量检验。
步骤2 分析:对检验所得的数据通过直方图法、排列图法或管理图法等进行分析,了解这些数据所遵循的规律。
步骤3 判断:根据数据分布规律分析的结果进行判断,如数据是否符合正态分布曲线,是否在控制线间,公差(质量标准)是否在规定范围,是偶然性因素引起的质量变异,还是系统性因素引起的质量变异等,确定该道工序是否达到质量标准。
1.2 统计过程控制技术
统计过程技术(SPC)对生产过程分析的主要工具是过程能力分析,其目的将传统的“事后检验”转变为“提前预测”,确保产品质量。SPC技术包括确定工艺、确定控制项目、优化并确定工艺条件、采集工艺参数、确定所采用控制图类型、绘制控制图、评估工艺能力及设施SPC控制,SPC技术流程如图1所示。
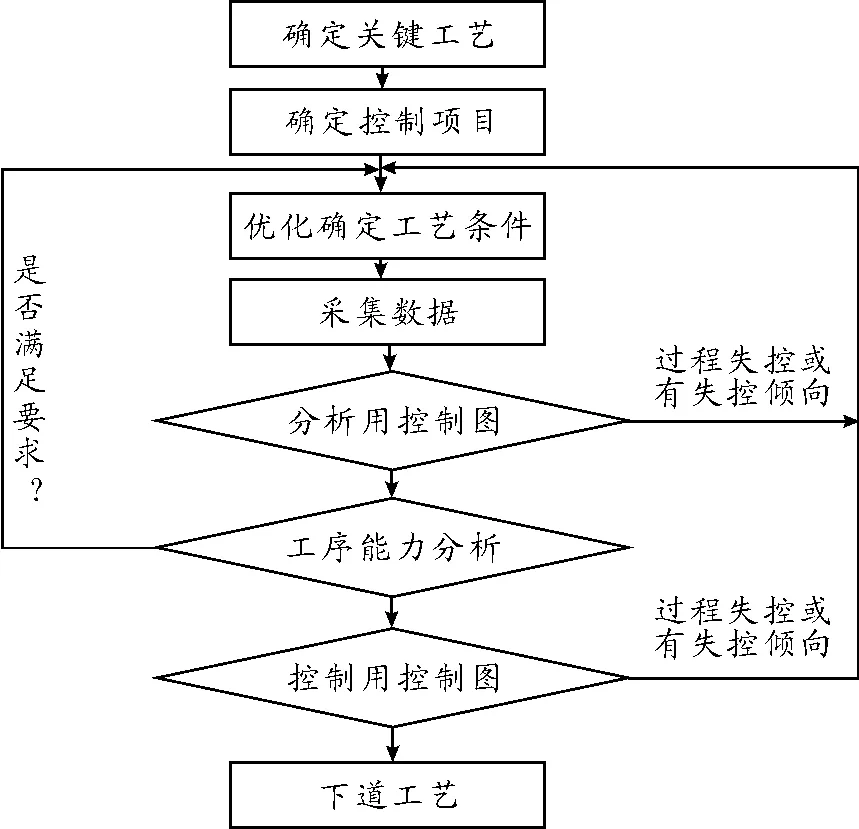
图1 SPC技术流程
SPC主要的工具是过程能力分析,在质量管理与控制中应用控制图进行分析。
1)过程能力:过程在一定时间内处于统计控制状态下的实际加工能力,用过程能力指数(CP)来衡量。通常过程能力指数越大就越能满足技术要求,产品质量就越有保障。但是,过程能力指数过高,则工序对技术、设备和人员素质等方面都会提出更高的要求。过程能力指数的判断标准如表1所示。
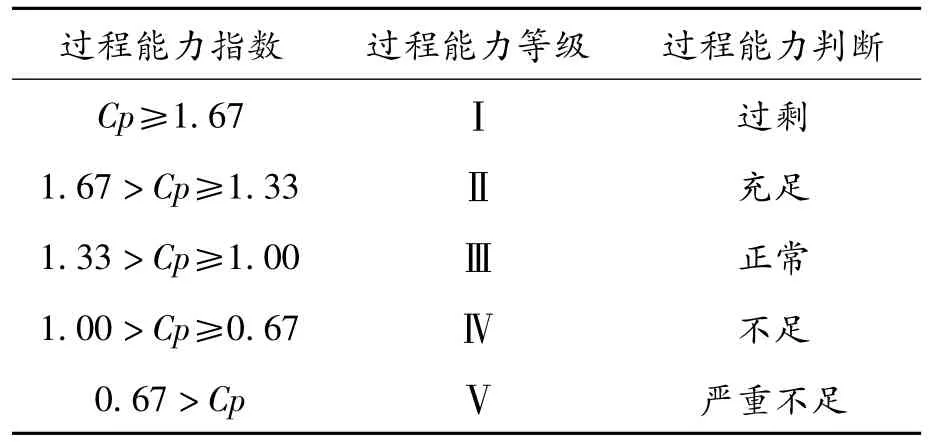
表1 过程能力指数的判断标准
2)控制图:将显著性统计原理应用于控制生产过程的图形方法,是对控制项目(工艺过程参数)加以测量、记录,并进行控制管理的一种用统计方法设计的图。
2 Minitab在生产过程质量控制中的应用
2.1 Minitab概述
Minitab于1972年成立于美国的宾夕法尼亚大学。Minitab软件是全球领先的质量管理和六西格玛实施软件工具,被广泛应用于全球100多个国家的4 800多所高校[7]。Minitab功能菜单包括假设检验(参数检验和非参数检验)、回归分析、方差分析、时间序列分析、图表、SPC、试验设计(design of experiment,DOE)、测量系统分析(measurement system analysis,MSA)、可靠性分析、多变量分析等,具有强大的运算功能和统计分析能力,是持续质量改进的良好工具。本文采用Minitab 16版本实施案例企业的生产过程质量控制。
2.2 案例分析
CHG公司是由重庆利龙汽车零部件有限公司和全球最大拉索系统产品制造商——日本 HILEX CORPORATION以及日本东工KOSEN株式会社共同投资组建的中外合资企业。公司生产的产品主要有各种机械控制用拉索、车用玻璃升降器、天窗系统、自动门系统等。下面以该公司为长安福特C307车型生产的制动拉锁实施SPC控制为例进行分析。
2.2.1 产品概述
长安福特C307制动拉锁的主要功能是传递制动手柄端的力和位移至汽车后制动器,实现汽车驻车后的制动。其产品质量问题主要有接头、套管帽尺寸不良,套管尺寸短,露长尺寸短,零件错漏装,管夹定位尺寸不良,护套定位尺寸不良,拉索密封不良,钢绳进水锈蚀等。这里主要以套管长度为例进行分析。
长安福特C307的生产工艺主要有铆合套管帽、铆合管夹、切线、剥皮等,生产工艺流程如图2所示。

图2 长安福特C307制动拉索主要生产工艺流程
2.2.2 基于Minitab的制动拉锁生产过程能力分析与质量控制
本文选取长安福特C307车型的制动拉锁,以切管长度来进行过程能力分析。拉锁生产为连续性的生产方式,生产一线为三班制,生产节奏为122根/h。在生产过程中确定的抽样方案为:每2 h抽样1次,每次抽取10根样品,即1天中共抽取120根套管样品进行长度精度分析。具体分析步骤为:
步骤1 绘制管壁直方图。长安福特C307前制动拉锁套管标准长度为29.94 mm,误差范围为-5% ~5%。将120个数据分为11组,极差R=2.74 mm,组距h=0.25 mm。在Minitab中绘制直方图,如图3所示。再用Minitab对数据进行正态性验证,如图4所示。
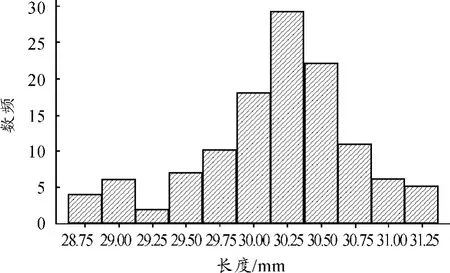
图3 套管长度直方图
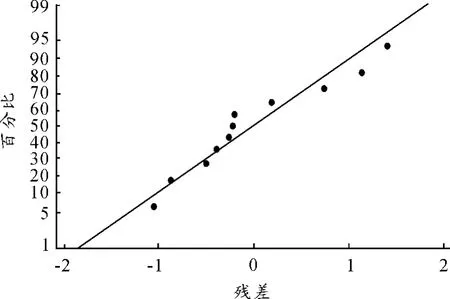
图4 正态概率图
由图3和图4可以看出,测试的套管“长度精度”特性值的分布特征为:①图形形状为单峰且近似对称;②分散程度基本近似符合正态分布。
因为管长属于计量值数据,其分布状态符合计量值分布规律,因此,套管长度直方图的形状正常,生产过程处于稳定状态,测试数据可以反映实际达到的生产能力。虽然直方图分布在公差范围内,但不难分析出分布中心和公差中心有较大偏移。在这种情况下,如果过程稍有变化,就可能出现不合格品。
步骤2 过程能力指数计算与分析。在Minitab中计算过程能力指数为0.72,过程能力分析图如图5所示。
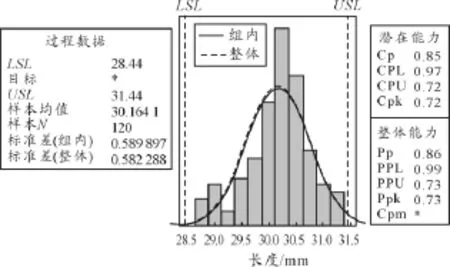
图5 过程能力分析图
根据工序能力评价标准,属于能力不足,又从套管长度直方图可以看出,套管长度的分布中心偏离公差中心,为此,需要对影响过程质量的人、机、料、法、环等因素进行分析,找出造成分布中心偏移的原因,并采取措施使分布中心和公差中心尽可能重合,从而提高过程能力指数。
步骤3 影响套管精度、过程能力不足的原因分析。为提高过程能力指数,对影响套管长度精度的“4M1E”进行分析。在CHG公司拉锁的生产过程中,其原材料是由邻近的集团公司提供的,所以进行分析时可以不用考虑材料(materials)这个因素。因此,主要从机器设备(machines)这方面入手,结合操作者(man)和方法(methods),找出了生产过程中的套管长度、精度的影响因素。图6为套管长度精度因果图。通过4M1E法则,影响套管过程能力不足的主要因素有技术操作水平不均、质量观念落后、定位不准、作业方法不足、安装方法不对、车间管理不足等。要提高过程能力指数,需从这几个方面着手,加强质量观念、引进先进设备、提高管理水平。
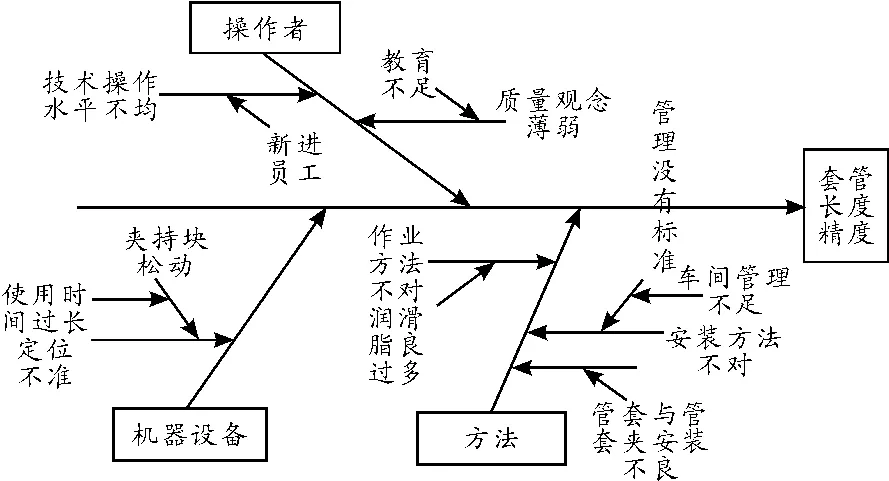
图6 套管长度精度因果图
步骤4 生产过程控制图绘制。通过因果分析图找出影响生产过程的主要因素并加以改进,重新采集120组数据,计算样本均值和极差。运用Minitab绘制套管长度-R控制图,如图7所示。
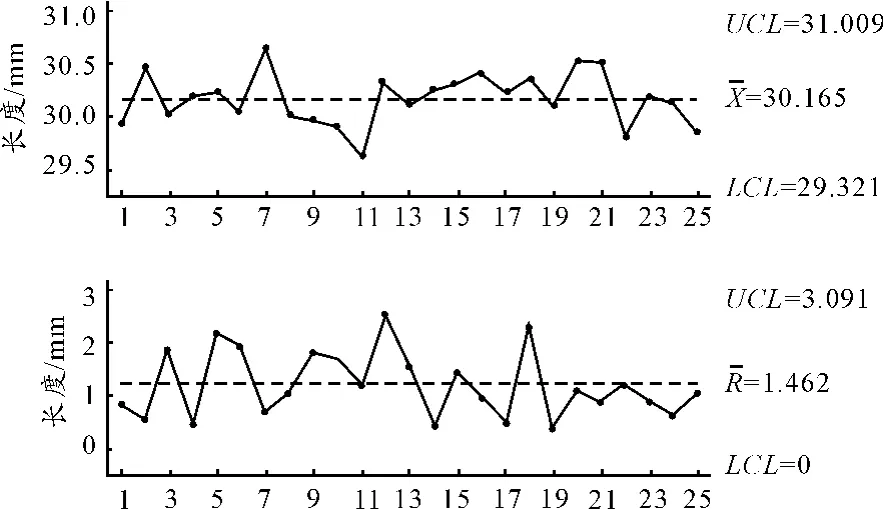
图7 套管长度-R控制图
步骤5 控制图分析。根据GB/T4091—2001《常规控制图》标准套管生产过程的判异,在Minitab中设置判定和检验模型。如图8所示。
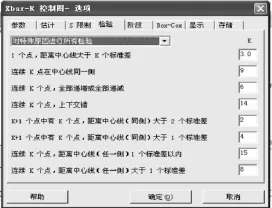
图8 Minitab判定和检验模型
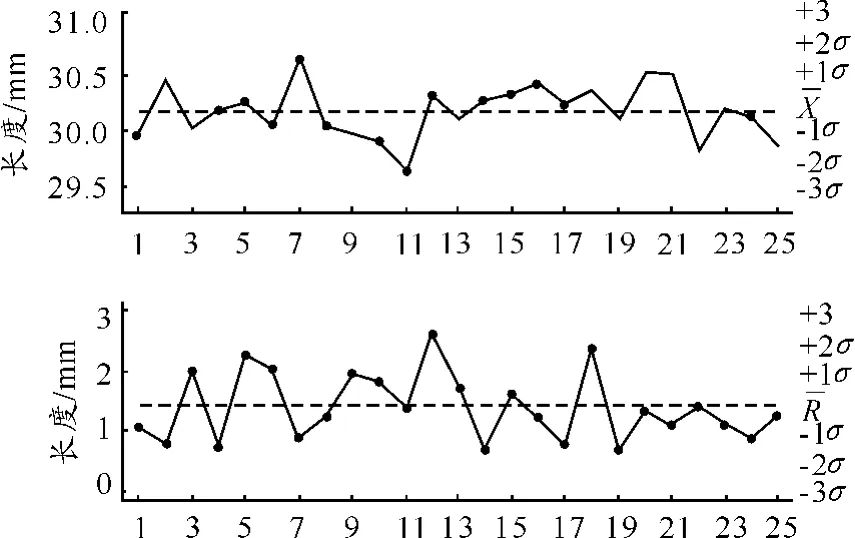
图9 检验后的-R控制图
由判定准则以及由图9输出的Minitab检验模型可知,数据判断所有的点都落在在控制线内,且不存在异常情况。因此,当前(测试时)的生产过程处于稳定的受控状态。
3 结束语
本文详细介绍了统计过程控制的原理、方法以及适用场合。针对SPC技术直观表达不足、计算困难等缺点,利用Minitab软件设计了SPC的实施方法与控制过程,并应用于案例企业。从实施效果来看,该公司在实施了基于Minitab的生产过程质量控制后,废品率大大降低,提高了产品质量,同时也降低了成本。因此,对生产制造企业实施基于Minitab的生产过程质量特性分析与质量控制是十分必要和可行的。
[1]Pacellaa Massimo,Semerarob Quirico,Anglani Alfredo.Manufacturing quality control bymeans of a fuzzy ART network trained on naturalprocess data[J].Engineering Applications of Artificial Intelligence,2004,17(1):83-96.
[2]杨慕升,张宇.基于STA/SPC/EPC的集成方法质量控制技术研究[J].机床与液压,2011,39(7):11-14.
[3]姜兴宇,王世杰,赵凯,等.面向网络化制造的智能工序质量控制系统[J].机械工程学报,2010,46(4):186-194.
[4]牛占文,陈天骏,刘笑男.多品种小批量生产的SPC应用研究[J].工业工程,2010,12(4):100-103,123.
[5]王佩,张定华,陈冰,等.基于SPC与EPC集成的制造过程质量监控与调整[J].中国机械工程,2011(18):2203-2208.
[6]王丽颖,孙丽,王秀伦.基于虑拟工序的小批工序质量控制方法研究[J].计算机集成制造系统,2006,12(8):1263-1267.
[7]何军,方凤青.基于控制图和Minitab软件的某公司SPC 应用研究[J].大众科技,2011(11):31-34.
猜你喜欢
高中数理化(2024年1期)2024-03-02 17:52:40
湘潭大学自然科学学报(2022年2期)2022-07-28 05:26:40
昆钢科技(2022年2期)2022-07-08 06:36:14
云南化工(2021年10期)2021-12-21 07:33:34
海洋石油(2021年3期)2021-11-05 07:43:02
建材发展导向(2021年7期)2021-07-16 07:09:00
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
摄影之友(影像视觉)(2018年12期)2019-01-28 09:01:02
工程建设与设计(2016年1期)2016-02-27 10:50:23