
电机引线螺栓硬钎焊工艺研究
2013-12-13 04:05:32孟繁齐
机械管理开发 2013年3期
孟繁齐
(佳木斯电机股份有限公司,黑龙江 佳木斯 154002)
0 引 言
高压三相异步电动机引线螺栓接头的焊接,采用低温软钎焊(即锡焊)工艺。但由于Pb及其化合物的剧毒性对人类健康和生活环境的危害,且铅锡焊料抗蠕变性能较差、热强度低、不耐温等缺点不能满足电机可靠使用的质量要求,为此将部分电机引线螺栓接头的焊接采用高温硬钎焊取代现有的低温软钎焊。
通过对多种加热硬钎焊的工艺试验分析比较,采取有效的工艺措施把各项参数稳定地控制在合理的范围内,三相电阻不平衡率符合GB/T 1032 和GB 50150 要求;引线螺栓焊接热影响区范围小于50 mm,保证了引线螺栓焊接质量符合设计产品的要求。
1 引接线螺栓尾部钎焊结构设计
按引接线螺栓的使用要求并结合使用经验进行设计,结构示意图,见图1。焊接时钎料自上向下流并产生一定的压力,实践证明,此钎焊结构科学合理。
引接线螺栓内孔直径的规定:根据电缆规格确定接线螺栓内径,其内径大于电缆直径1 mm 左右,内径如果太大既浪费钎料,又造成壁薄在加热时易损伤接线螺栓,并使整体的连接强度降低。

图1 引接线螺栓结构简图
2 钎焊料选择
从电机产品性能方面考虑,电缆线与接线螺栓的焊接要具有高的导电性和耐温强度。通过参数对比,银钎料和铜磷钎料具有熔点高、导电性好、强度较高等特点。按钎料的化学成分及物理性能,选用HL204(牌号BCu80AgP)和HL312(牌号BCu80AgP)钎料,并对上述两种钎料进行试验对比分析:两种钎料的熔点温度高,强度适中,可焊性好;HL312比HL204钎焊温度低,相对热影响区小;但HL312 比HL204 钎料价格高,试验数据证明,两种钎料都能满足产品要求。
3 引线螺栓硬钎焊工艺方案
3.1 方案一:火焰钎焊
火焰钎焊利用可燃气体与空气或纯氧点燃后的火焰进行加热[1]。其工艺过程:钎料用HL312 和HL204,钎剂用Q102,焊枪一把。将钎剂加入少量的水调制成糊状,涂抹在接线螺栓内孔壁上,并在底部加入深1 mm左右的钎剂,电缆线焊接部位去皮并涂抹钎剂插入接线螺栓内孔中,用工装把接线螺栓立起。然后用焊枪预热接线螺栓侧面,当接线螺栓加热暗红色时,加注 1.0~ 2.5 条状钎料,加满为止。注意掌握钎焊温度使钎料处于液态即可,不能过热,并在电缆上部25 mm 处用湿石棉绳对电缆线进行冷却,待钎料溶液不溢出气泡再保温约1 min为止。
结论:用火焰钎焊加热时,引线螺栓温度不易控制,容易烧断。从试验过程可看出,虽然焊接质量逐步提高,但热影响区较大,钎焊时空间较小,容易破坏接线螺栓和绝缘。以火焰为热源进行钎焊难度较大,操作技能高,质量波动大,所以不建议使用此工艺方案。
3.2 方案二:感应钎焊
感应钎焊是依靠工件在交流电交变磁场中产生感应电流的电阻热来加热的钎焊方法[1]。这种方法克服了局部急速加工的缺点,与红外线测温枪结合使用,能控制焊接温度,可以保持原有工件的机械性能、纤维组织和化学成分,可得到光洁而牢固的连接,从而大大提高焊接质量。其中感应圈是传递感应电流的关键部件,感应圈设计的好坏对加热影响极大。按接线螺栓形状,新设计的感应圈为半圆型,分大、中、小三种。工件套在感应圈里面,与接线螺栓外圆的间隙在4 mm左右,高度30 mm,感应圈包上耐高温的绝缘带,具体结构,见图2。
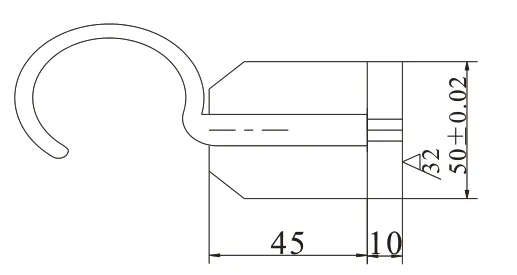
图2 感应圈结构简图
感应钎焊工艺过程:工艺准备与火焰钎焊相同,完成准备后将感应圈套入接线螺栓中并保证两者同心后,才可加热工件。感应钎焊工艺参数:功率4~12 kW,接线螺栓的加热温度钎料HL204 为780~820 ℃,钎料HL312 为580~620 ℃,并用红外线测温枪实时监测钎焊温度使钎料处于液态即可,以免温度过高损伤接线电缆,待钎料溶液不溢出气泡再保温约1.5 min。
为了减少热量对电缆的不利影响,本方案改进了冷却方式,用压缩空气(风冷)取代湿石棉绳冷却,湿石棉绳在加热时随着表层水蒸气,冷却效果迅速下降,而风冷可以对电缆表面大面积不间断冷却。引线螺栓硬钎焊各种性能试验结果,见表1

表1 引线螺栓硬钎焊后各种性能试验数据
按GB/ T1032《三相异步电动机试验方法》[2]和GB 50150《电器装置安装工程电器设备交接试验标准》[3],对直流电阻不平衡率进行测试,二路Y接线直流电阻不平衡率实测值0.130 7 %,一路Y 接线实测值0.175 7%,都低于国家标准值小于2%的要求[3]。
结论:感应钎焊加热温度易控制,热影响区较小,接线螺栓内孔与电缆间隙的钎焊填充率能达97%以上,从试验结果可知,钎料HL312 和HL204 的焊接都合格。但从加热温度、电机产品性能及稳定性等多种因素考虑,钎料HL312更适合于产品。
4 结束语
通过工艺试验数据和电机产品的实际应用,电机引线螺栓采用感应钎焊(钎料HL312、钎剂Q102)的产品,质量稳定可靠,各项性能指标合格,三相电阻不平衡率控制在小于2%。
[1] 中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2005.
[2] 全国旋转由机标准技术委员会.GB/T 1032—2005,三相异步电动机试验方法[S].北京:中国出版社,2005:63.
[3] 中华人民共和国建设部.GB 50150—2006电气装置安装工程电气设备交接试验标准[S]. 北京:中国计划出版社,2006:30-32.
猜你喜欢
发明与创新(2018年17期)2018-08-09 09:24:22
制造技术与机床(2017年3期)2017-06-23 08:11:30
幼儿教育·父母孩子版(2017年1期)2017-04-05 02:15:47
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
现代制造技术与装备(2015年4期)2015-12-23 10:20:20
焊接(2015年10期)2015-07-18 11:04:46
