凝汽器管板隔板加工专用机床分析
2013-12-11 00:33:30黄立峰奚超龙
电站辅机 2013年2期
黄立峰奚超龙
(1.上海交通大学,上海 200030;2.上海电气电站设备有限公司电站辅机厂,上海 200090)
0 概 述
在电站系统中,凝汽器可将汽轮机的排汽冷凝成水,并在汽轮机排汽处建立真空和维持真空。凝汽器性能的优劣直接影响机组运行的安全性和经济性。
近年来,国内凝汽器技术已有长足的进步,1 000MW核电凝汽器技术已经完全自主化。不锈钢、钛等新材料也已成熟使用在凝汽器管板和管束上。但凝汽器管、隔板的加工手段却没有明显的改变,许多厂家还在使用摇臂钻床,仍采用引孔、钻孔、扩孔、绞孔等传统加工方法。
随着凝汽器技术的进步和单机功率的剧增,凝汽器设备也巨型化了。以某1 000MW凝汽器为例:管板面积4 280mm×5 200mm,厚度为45mm(包括5 mm钛层);隔板面积4 120mm×5 450mm,厚度为12 mm,单块管板孔数接近14 000个。管板、隔板的尺寸和钻孔精度,如图1所示。用传统方式加工如此众多的孔数,并需达到较高的加工精度,显然已不适应当前电站建设的需求。因此,使用先进高效的专用机床,是凝汽器管隔板加工的发展趋势。

图1 某型1000MW凝汽器管板和隔板的钻孔要求
1 大型热交换器专用钻孔机床的类型
大型热交换器专用钻孔机床的发展很快,采用数控龙门多轴钻床是许多生产厂家的共识。龙门多轴钻床的生产主要分布在欧洲、美国、日本等地。按专用机床的结构形式,可分为队列式、独立驱动式、混合式等。各种结构形式均有优缺点,现对各种结构的设备类型进行分析和比较。
2 队列式多轴钻床
队列式数控龙门多轴钻床兴起于上世纪70~80年代。机床特点是钻轴数量多,通常为25~41根,通过多轴钻的同时钻削提高加工效率。某型27轴专用钻孔机床,如图2所示。

图2 某型队列式27轴钻床
2.1 队列式多轴钻床结构
机床的加工范围在长为8m、宽为5~6m的区域内。钻轴被安装在机床的托板上,托板可在Y轴方向作整体移动。各钻轴之间的距离由间距块控制,间距不能自动调节。若要改变钻孔的孔距,则需更换钻轴的整套间距块。如有多种孔间距的管板、隔板,就需要准备多套间距块。机床加工孔间距的精度完全取决于间距块精度,由于间距块数量多,容易产生累计误差,对间距块安装调整的要求较高,更换调节块的工作量大。某型35轴队列式多轴钻床的间距块重达12kg,如图3所示。
图3 某型35轴队列式多轴钻床的间距块
由于队列式多轴钻床的钻轴多,布置的密度较大,若为每根钻轴配置独立电机,机床结构的设计和系统控制将会非常繁复,从机床运行的稳定性和便于检修考虑,这种布置方式不太可取。队列式多轴钻床一般由2~4台大功率电机提供动力,每台电机可带动多根钻轴转动。较少的电机简化了机床结构和电气控制部分,但对轴间传动系统的设计提出了更高的要求。为使电机的动力分配到多根钻轴上,一般采用伞齿轮、万向联轴器或进行组合的连接方式。某型队列式27轴钻床上的伸缩连轴及万向联轴器,如图4所示。这种传动结构的缺点是机械损耗大,扭矩输出时有波动现象,且分配至每根钻轴的扭矩和转速均有限,切削转速一般不可高于500r/min。

图4 某型队列式27轴钻床上的伸缩连轴及万向联轴器
2.2 队列式多轴钻床刀具选用
队列式多轴钻床常使用麻花钻进行引孔或钻孔,也可以使用扩刀、铰刀等刀具进行高精度的加工。受钻轴转速和扭矩的限制,选用的刀具均为低转速刀具。
由于队列式多轴钻床转速低,一般不需要使用内冷却钻头,故这种设备大多不具备内冷却功能。
2.3 队列式多轴钻床机床精度
队列式多轴钻床定位精度一般为:X轴0.1 mm,Y 轴0.1mm,Z 轴0.05mm(均为加工区内任意位置)。
在钻削加工中,因受间距块精度、各轴体的差异以及钻孔精度的影响,实际加工精度一般在:孔径D+0.2-0,孔间距±0.5mm,粗糙度Ra6.3(均为绞孔后精度)。据此可知,采用队列式多轴钻床进行孔加工,可利用多道工序保证加工精度,也能满足1 000 MW核电凝汽器管板的加工要求。
2.4 队列式多轴钻床加工方式
由于队列式多轴钻床的轴数多,其转速和扭矩均受限制,无法进行高转速大进给量切削。受机床本体加工精度的限制,需采用多道工序以确保孔加工精度,所以,机床的实际加工效率并不高。1 000 MW凝汽器管板的加工需用时约96h。如果更换调节间距块,还需增加额外工时进行间距精度的调节。
加工隔板时,由于隔板多为叠钻,不适宜大进给量的切削加工,且加工精度低于管板加工精度,所需工序相对较少,所以,队列式多轴钻床比较适宜隔板的叠钻加工。待叠钻加工的凝汽器隔板,如图5所示。

图5 待叠钻加工的凝汽器隔板
当企业生产能力不足时,可对管、隔板进行引孔定位后,再使用其他钻孔机床进行加工。由于引孔切削量小,工件装夹较为简单。从加工效率方面考虑,因队列式的钻轴数量众多,致使引孔加工的效率极高。同时,由于钻轴数多,进给量小,加工时,板材在较大范围上的受力均匀,即使简单装夹也不会对加工精度和钻削进程产生影响。利用麻花钻的材质特性,采用较低的加工转速,也减少了麻花钻头的损耗。
2.5 队列式多轴钻床设备特点
根据分析,队列式多轴钻床的加工特点主要有:
(1)钻轴数量多,加工效率较高。
(2)钻轴间距不可自由调节,轴间距使用间距块调节。加工多种间距管板需要多套间距块,钻轴间距存在累计误差,安装及调试的人工耗时多。
(3)机械结构较复杂,易磨损,检修成本高。
(4)受机床结构限制,钻轴的转速较低,分配至钻轴的扭矩不大,不能使用高速钻头进行加工。一般不具备内冷却功能。
(5)加工精度一般,为满足凝汽器管板加工要求,需要采用多道工序,致使实际加工效率不高。
(6)叠钻加工的适应性强,适合加工凝汽器隔板,引孔效率高。
3 独立驱动式多轴钻床
随着大型机床制造技术的成熟以及数控系统的发展,上世纪90年代,开发了1种新型数控龙门多轴钻床。这种多轴钻床经过不断改进,已成为大型热交换器管板和隔板孔加工的专用加工机床。
这种多轴机床的钻轴结构采用了模块设计,在Y方向上的移动、进给、旋转均设计成独立模块。在机床结构强度允许的情况下,理论上可以在龙门上安装任意数量的钻轴,所以,具有这种结构的多轴机床也被称为独立驱动式多轴钻床。某型独立驱动式6轴钻床,如图6所示。
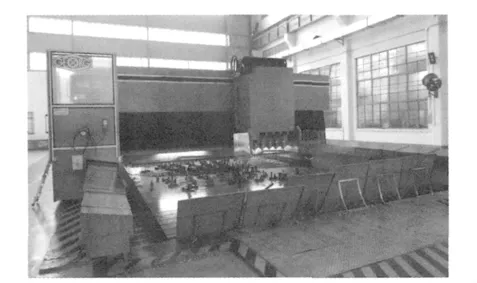
图6 独立驱动式6轴钻床
3.1 独立驱动式多轴钻床结构
独立驱动式多轴钻床的加工范围约为10m×6m。虽然在龙门架上可安装任意根钻轴,但考虑到使用效率、机床龙门结构强度、设备价格等因素,钻轴数常选为6~10根。
每根钻轴可在Y轴方向上独立移动,可自由调节轴之间的间距,适应各种管孔间距的管板与隔板加工。每根钻轴的位移均受机床数控系统的控制,利用光栅检测技术,钻轴位移的定位精度较高。
由于钻轴数少,钻轴布置的密度小,每根钻轴均有独立的驱动电机,电机功率超过28kW,附一组皮带轮传动以防止电机过载,再无其他传动机构,因此,电机输出的动力基本无损的传送至钻轴。钻轴的最大扭矩能达到250N·m,转速可高达3 000 r/min。
独立驱动式多轴钻床与队列式多轴钻床相比,钻轴数少,进给量大,加工时的进给反力也较大而集中。如果横梁刚性不足,横梁就容易产生变形,会影响加工精度甚至损伤钻头,所以对龙门横梁结构有很高要求。克服横梁变形的主流方式有2种,一种是使用铸铁材质的龙门架,采用HT350材料。这种材质的龙门结构简单,龙门架的强度和耐磨性高,铸造后的残留应力小,不易因长期使用引起横梁变形,从而影响加工精度,但铸造成本高。图6中的独立驱动式6轴钻床就采用了铸铁龙门。另一种是采用结构件龙门,在龙门上方再安装1根顶梁,用顶梁的自重和刚性以抵消进给力,避免进给力过大而使龙门架的横梁变形。这种结构件龙门的优点是成本低,但龙门结构复杂,焊接结构件的应力会缓慢释放,有可能造成龙门架变形而影响加工精度。使用了顶梁龙门结构的多轴钻床,如图7所示。这种龙门结构及顶梁的受力分析,如图8所示。

图7 某型独立驱动式10轴钻床

图8 独立驱动式10轴钻床龙门及顶梁的受力分析
3.2 独立驱动式多轴钻床刀具选用
独立驱动式多轴钻床主轴的转速高,扭矩大,可使用硬质合金钻头、镶嵌钻头、枪钻、麻花钻、镗刀等多种刀具,在主轴扭矩的允许范围内,机床具备铣削功能。独立驱动式多轴钻床具备内冷却功能,可以满足高速钻孔时排屑和散热要求。
3.3 独立驱动式多轴钻床机床精度
独立驱动式多轴钻床定位精度一般在:X轴0.05mm,Y 轴0.01mm,Z 轴0.01mm(均为加工区内任意位置),加工表面的粗糙度为Ra2。实际使用中,在刀具选用和工艺参数合理的情况下,孔的加工精度为D+0.1-0,孔节距精度为±0.15,加工表面的粗糙度小于Ra3.2,完全能满足1 000MW核电凝汽器管板的加工要求。如果再配合绞孔等工序,则可达更高的加工精度。
3.4 独立驱动式多轴钻床加工方式
独立驱动式多轴钻床的钻轴数少,但转速高、输出的扭矩大,常采用高转速的加工方式。这种设备的加工精度也较高,仅用钻孔工序进行加工,就能满足常规凝汽器管板加工的精度要求,如果增加绞孔工序,可满足高精度管板的加工要求。独立驱动式多轴钻床与队列式多轴钻床相比,可提高加工效率1倍以上,完成1 000MW凝汽器管板的钻孔工作仅需40h。
高速钻孔在隔板叠钻加工方面的优势不明显。由于隔板本身较薄,而且叠放后的隔板之间有空隙,钻削进给力会使隔板发生弹性变形,钻头穿通第一块板的瞬间,钻头对该隔板的进给力突然消失,隔板因恢复原状态而弹起,这种弹起将对刀具产生冲击,对质地硬脆的高速钻头容易造成损坏。此刻,第二块隔板仍受进给力而处于变形状态,2块隔板之间的间隙增加,使内冷的冷却液由此间隙流走,引起内冷液压力的降低,钻头排屑槽内的铁屑依靠内冷液的压力进行排屑,由此,会造成钻孔排屑困难,影响了钻孔的加工精度,钻头的损耗也会增加。如果使用低转速的麻花钻等,由于钻轴数量少,效率远低于队列式多轴钻床。可见独立驱动式多轴钻床对叠钻加工的适应性不强。钻心已损坏的引孔钻头,如图9所示。

图9 钻心已损坏的引孔钻头
独立驱动式多轴钻床在引孔时的工作效率明显不如队列式龙门钻床。引孔加工的切削量很少,无法充分发挥独立驱动式多轴钻床高速切削的优势,而且引孔时工件的装夹较简单,不利于高速切削和大进给量的加工模式,甚至产生冲击,损伤机床设备,引起刀具损坏。独立驱动式多轴钻床的刀具成本也明显高于队列式钻床的刀具成本。
独立驱动式多轴钻床的加工编程较复杂,需使用编程软件进行编程,所编程序的繁复程度直接影响机床的加工效率。所以,编程软件的后继开发是设备生产企业工作的重点,也是体现企业竞争力的所在。以某公司的编程软件计算,可为每根轴划分不同的加工区域,如图10所示。经计算,8轴钻床的轴使用率等效于7.53根轴,1台8轴钻床加工凝汽器管板的轴使用率为94%,钻轴的使用率相当高。

图10 某公司编程软件编制的加工程序
3.5 独立驱动式多轴钻床设备特点
根据分析,独立驱动式多轴钻床的主要特点有:
(1)钻轴数量一般为6~10根。
(2)每根钻轴在Y方向上移动、进给、旋转均为独立驱动。
(3)轴间距可自由调节,对产品加工的适应性强。
(4)采用模块化设计,机床结构简单。
(5)轴的转速和扭矩高,适合高速加工,有内冷却功能。
(6)加工精度高,仅使用钻孔工序即可满足凝汽器管板加工的精度要求。
(7)不适宜采用叠钻的加工方法。
(8)引孔加工的能力不强。
(9)刀具成本较高。
(10)对编程软件的依赖性高。
4 混合驱动式多轴钻床
混合驱动式多轴钻床是介于独立驱动和队列式驱动钻床之间的一种多轴钻床。混合驱动式8轴钻床,如图11所示。

图11 混合驱动式8轴钻床
混合驱动式多轴钻床具有8~10根钻轴,安装在1块移动拖板上,拖板在Y轴方向上可以自由移动,拖板上的钻轴可在小范围内自由调节间距。每根钻轴由1台电机驱动,最大转速可达3 000r/min。
混合驱动式多轴钻床可看作队列式多轴钻床向独立驱动多轴钻床发展的中间产物,基本克服了队列式多轴钻床间距不能调节以及钻轴转速和扭矩不高的缺点,借用队列式多轴钻床的拖板结构,用比较简单的办法解决多根钻轴加工的逻辑关系。混合驱动式多轴钻床的加工路径,如图12所示。以8根钻轴为例,加工凝汽器管板的轴使用率为74%,等效于5.92根轴,相比于独立驱动式多轴钻床仍有一定差距。
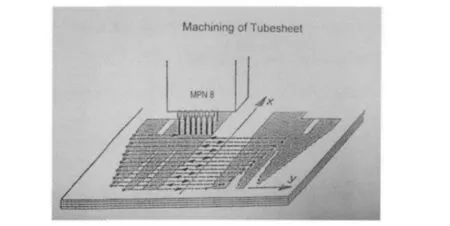
图12 混合式驱动式多轴钻床加工路径示意图
由于增加了1块拖板,钻削进给的反力分解情况更为复杂,为了抵消进给反力,所设计的龙门体积较为庞大。另外,钻轴的坐标需根据钻轴在托板的位置和托板在龙门的位置计算得出,存在累积误差。所以,机床的加工精度略差于独立驱动式多轴钻床。
随着独立驱动式多轴钻床技术的日趋成熟,混合驱动式多轴钻床已不是加工行业内的开发重点。
5 多轴钻床发展趋势
多轴钻床的适用范围小,技术含量高,其技术开发主要集中在美国、欧洲。
从机床的发展状况分析,独立驱动多轴钻床是未来多轴机床技术发展的方向。随着机床模块化技术和数控系统发展的日趋成熟,只要结构设计合理,生产独立驱动多轴钻床对于大型机床制造企业来说并非难事。但在控制多轴间的逻辑关系,并合理分配每根轴的加工范围,提高钻孔效率以及加工程序的编程方面,还有提升空间。
近年来,我国也在进行多轴钻床的技术开发,现也能制造独立驱动数控龙门多轴钻床和其他结构类型的多轴孔加工专用机床,但与国际上多轴钻床技术相比,还存在着一定的差距。
6 结 语
采用高效的多轴机床设备,对凝汽器管隔板进行加工,是凝汽器制造行业的发展趋势,但对于选用哪种型式的多轴钻床更为有利,则需要制造企业结合自身产品的加工现状进行分析,不能一味追求最先进的设备而盲目追加设备投资。要综合分析产品种类、产量情况、精度要求和设备成本等因素,仔细考虑多轴钻床与企业现有设备的互补性,选择适合企业的多轴钻床。这样,才能既提升生产水平,又不增加企业的负担,达到技术改进的目的。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:32
水泵技术(2022年2期)2022-06-16 07:08:18
启蒙(2020年11期)2020-12-21 03:53:50
启蒙(3-7岁)(2020年11期)2020-11-28 10:08:22
制造技术与机床(2018年8期)2018-10-09 08:27:34
制造技术与机床(2017年9期)2017-11-27 02:13:53
电站辅机(2016年3期)2016-05-17 03:52:29
焊接(2016年6期)2016-02-27 13:04:57
河南科技(2015年2期)2015-02-27 14:20:26
中国氯碱(2014年11期)2014-02-28 01:05:07