
核级热交换器管子管板胀接及质量控制
2013-12-11 00:33石曾伟高俊根刘世辉
电站辅机 2013年2期
石曾伟,高俊根,刘世辉
(中广核工程有限公司,广东 深圳 518124)
0 概 述
CPR1000项目中的核级换热器主要有余热排出热交换器、安全壳喷淋热交换器、再生和下泄热交换器等,这些换热器设备的可靠性对核电厂的正常运行和安全很重要。在这类换热器制造过程中,管子管板的胀接工序是重要的质量控制环节。胀接不仅可以起到保证一次侧和二次侧隔离密封的作用,还可以起到吸收二次侧带来的振动载荷等作用。
1 核级换热器
余热排出热交换器是典型的核2级换热器。该热交换器的主要功能是在电厂停堆期间,从堆芯和反应堆冷却剂系统RCP排出热量,使反应堆冷却剂温度降至冷停堆值,以便进行维修和换料操作。余热排出热交换器为立式U型管式热交换器,管侧为双程,壳侧为单程,设备的整体制造和验收,需符合RCCM2000+2002标准的要求。现以余热排出热交换器为例,介绍管子管板胀接工艺及其质量控制要素。
2 管子管板的液压胀接
余热排出热交换器的管子管板连接,采用了焊接加胀接的工艺形式。胀接和焊接的先后顺序对管子管板的焊接质量影响较大,如果先胀后焊,则在胀接过程中残留在间隙中的空气、湿气或油等杂质,不易被清理干净。在焊接时,这些杂质会发生膨胀,因已胀接,杂质气体不能从管板反面逸出,只能从管子管板的焊接熔池中冲出,容易造成熔池内流体金属翻腾,从而形成气孔等焊接缺陷,且焊缝处的高温使已胀接管子管板的局部区域发生松驰现象,影响了胀接效果。采用先焊后胀的工艺顺序,可明显降低管板焊接接头的焊接缺陷,并保证了焊口处于良好的应力状态[1]。
目前,管子管板连接采用的胀管工艺主要有机械滚胀、液压胀接、爆炸胀管、橡胶胀管等,由于液压胀接是在管子内表面施以静压,使管子产生塑性变形,胀接效果较好,胀接状态也较易控制,现已被众多制造商广泛采用。余热排出热交换器的管子管板胀接,采用O形环法液压胀接,将2个O形环作为密封介质,分别设置在胀管器芯轴两端,胀管压力直接通过芯轴的中心孔施加到换热管的内表面,使换热管发生塑性变形,达到与管板紧密贴合的目的。
管子管板的液压胀接可分几个阶段,开始加压后,管子的管壁受力发生屈服,产生塑性变形,消除管子与管板的间隙。继续加压后,管板孔壁部分或全部进入塑性状态。再加压至胀接工艺要求的最大胀管压力。当胀接压力达到预定值后,卸去胀接压力,管板产生弹性恢复力施加在胀后的管子外壁上形成接触压力,从而达到胀接密封的目的。
3 管子管板液压胀接影响因素
影响管子管板液压胀接质量的因素,主要存在于几个方面。
(1)胀接清洁度的控制
如果管子表面有硬质异物或划伤等问题,在胀接过程中就可能会损伤换热管,而一旦发生损伤,在后续工序中几乎不可能被发现,当核级设备运行一段时间后,在应力、腐蚀及高温作用下,换热管的缺陷会逐渐发生扩展造成设备停用,降低了设备运行的可靠性。
(2)管子与管板之间的间隙控制
余热排出热交换器的管板孔径与换热管的间隙,一般控制在0.0625~0.225mm,如果此间隙过小,管子未完全发生塑性变形及管板未充分发生弹性变形时就己完成胀接,在胀接区域产生的残余接触压力不够,达不到胀接密封的效果。如果间隙过大,就需要更大的胀接力,会引起胀接过渡区较大的残余应力及管子壁厚减薄率,降低了管子过渡区抗应力腐蚀的能力,过大的胀接力还可能造成管子与管板接触之前就被胀裂。因此,管子管板间隙应控制在一个合理的范围内。
(3)胀接力大小的选取
从胀接残余接触压力的分布来看,胀接会在管板两端形成两个峰值压力环带,峰值压力环带提高了液压胀接接头的密封性,而在管子与管板轴向中间区域,残余接触压力分布较均匀,为较稳定的压应力,随着胀接压力的增加,残余接触压力的峰值也会增加[2],胀接力的提高,会提高管子管板的拉脱力,增加密封效果。在管子胀接过渡区,应力腐蚀裂纹的萌生和扩展与胀接时所形成的残余应力密切相关。随着胀接力的增加,会造成管子过渡区内残余应力的增加。残余应力的存在,会使靠近管板的管子发生应力腐蚀开裂,造成管子与管板接头失效[3]。同时,随着胀接力的增加,管子壁厚减薄率也会增加,实际胀接中,并不希望过胀使管壁变得太薄而使接头性能下降。
因此要综合考虑管子管板材料特性、管子管板拉脱力、界面残余接触压力、过渡区残余应力及管子减薄率等因素,经计算和验证才能确定胀接力的大小。余热排出热交换器管子管板胀接压力经胀接评定和计算,一般控制在约240MPa。
(4)管子相对管板屈服强度的大小
如果管子材料的屈服强度小于管板材料的屈服强度,需要的胀接压力较小。胀接完成时管板能够保持较好的弹性,管板材料的回弹能力较好,便于达到胀接效果。如果管子比管板的屈服强度大,管子与管板接触后增加管子的屈服会更难,而管板的屈服变得相对较容易,这样管板回弹能力比管子弱,残余接触压力会减小[4]。余热排出热交换器管子管板均采用同种材料00Cr19Ni10,材料塑性较好,对屈服强度要求也一样,即Rp0.2≧175MPa,两者实际情况下屈服强度相差很小,对胀接效果影响较小。
(5)其它影响因素
其它影响因素如胀接长度等。一般来讲,胀接长度越小,胀接两端残余接触压力受影响越大,相反,胀接长度越大,胀接两端残余接触压力受影响越小,而中间段残余接触压力受影响很小,胀接拉脱力主要受胀接中间段影响。核2、3级换热器管板厚度一般不超过200mm,如余热排出热交换器胀接长度为194mm,由于均采用了全深度胀接,故胀接长度对胀接影响很小。
4 管子管板液压胀接质量控制
4.1 胀接前检查
管子管板焊接后及胀接前均需进行气密性试验,试验压力为0.3MPa,一定要在气密性检查无泄漏后再进行胀接。
管板钻孔尺寸检查。检查管孔尺寸是否超差,管孔尺寸和管子外径尺寸直接决定了胀接时的间隙尺寸,间隙尺寸偏小,可能造成穿管困难,间隙尺寸偏大,不能确保胀接质量。还需重点检查管板的孔桥尺寸,如果尺寸超差,可能给后续穿管工序造成困难,超差大了,还可能造成管子之间发生干涉。检查管孔表面及内壁表面质量,包括清洁度,如果有划伤等,要及时处理,避免在后续穿管及胀接过程中发生质量问题。
换热管的质量检查。在使用换热管前要完成管子的入厂复验工作,在管子制造过程中要注意管子无损检测情况,如果超声波或涡流检测有超标缺陷,甚至发生有漏检现象,在后续胀接过程中随着缺陷扩展,可能造成的质量隐患是比较严重的,而且不易及时发现。穿管前须检查管子外观质量,余热排出热交换器清洁度等级为A22,根据RCCM F6331关键性表面的检查要求,如换热管表面及管板表面应做A检查,同时表面不应有划伤,氧化色等,穿管后注意检查管端与管板表面的平齐度。
在胀接前,应进行胀接工艺评定,以验证胀接工艺参数的合理性。胀接工艺评定时,需检测管子胀后壁厚的减薄量,一般控制在0.05~0.1mm,假定胀接时管子发生塑性变形,管板发生弹性变形,胀接前后管子收缩忽略不计,其计算公示为:
e=0.5(e0-(D0-D1)),其中e0为胀接前管子壁厚,D0为管板实际孔径,D1为胀接后管子内径。
在管子胀接的过渡段应保证无几何不连续区域,控制好过渡段长度。在泄漏试验验证时,通过二次侧施加5%有机红除盐水并在一定压力下(至少为二次侧最高工作压力的1.5倍,但不超过5 MPa),用指示器对试样一次侧进行检验。在拉脱力试验验证中,按照RCCM F4423要求,分别为:
管子的拉脱力应至少为基本力的2倍:

其中:F为拉脱力,P为第2类工况下,即只有管程设计压力,壳程设计压力为零时的最大压差,D为管子内径。
按名义横戴面积确定的应力,应大于管子20℃最小屈服强度的0.5倍:

其中:F为拉脱力,S0为管子的名义截面积。不同换热器的换热管和管孔尺寸不同,检查时应注意要求值的区别。以余热排出热交换器为例,管侧和壳侧设计压力分别为4.65MPa和1.1MPa。设备所用换热管和管板的力学性能,如表1所示。采用YZJ-350D型胀管机,胀接长度为200mm时,所得5组胀接测量数据,如表2所示。
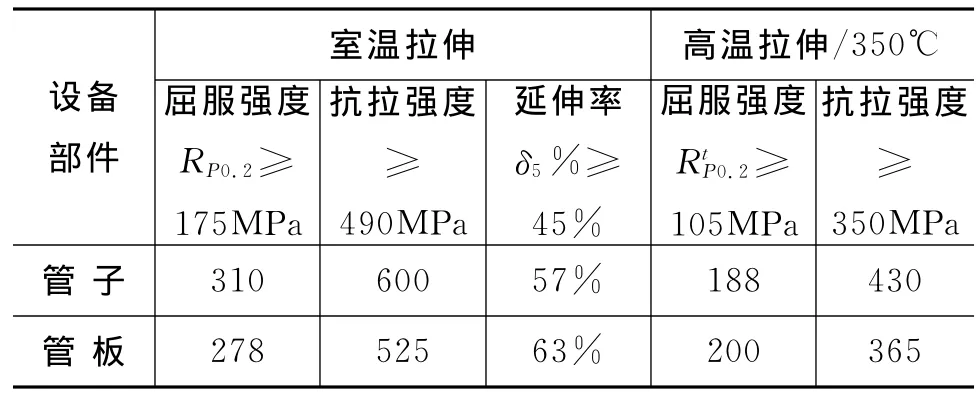
表1 U型管和管板力学性能数据表

表2 5组胀接测量数据
根据公式(1)和(2),所计算拉脱力数值分别为1 432N和4 123N。根据表2数据可知,在胀接长度为200mm的情况下,胀接力设定在240MPa左右是可行的。胀接评定的有效期一般为3年,从车间最后运用该工艺之日起计算,评定的使用可延长至相同期间。
在正式胀接产品前要进行试胀,试胀所用管板试样应按与产品设备制造相同的方法钻孔和清洗,管板试样和U型管试样要与产品为相同材料牌号和基本相同尺寸规格。试胀样品经尺寸和拉脱力检测合格后,才能在产品上胀接。在试胀件上进行试胀时,注意校对胀接压力,控制胀接的压力偏差在0~5MPa。
4.2 胀接过程中的质量控制
在胀接时,所涉及到的胀接规程、质量计划、胀接记录等文件应置于胀接现场,做到有据可查。胀接规程应规定操作流程及操作过程中的重要注意事项,规程编制后,工艺人员应向检查人员和操作人员进行培训和技术交底。
胀接操作人员和检查人员须持证上岗,操作人员应经过培训和考核合格后,才能进行相关的胀接操作。
液压胀管机的基本胀接顺序是注水 →胀接→抽水 →复位。胀接设备应经过标定合格后才能投入使用,操作者应检查胀杆是否符合工具尺寸的要求,不同直径的胀杆应标识清楚,分类放置,尤其是补胀用胀杆,在补胀时不能用错。
胀接的环境温度需在5℃以上,胀管工作应在专用的清洁棚中进行,胀接场地必须清洁,无铁屑、油污等杂物。胀接时,应随时注意管子内壁及焊缝表面等清洁情况。
操作人员应严格按胀接规程要求操作,胀接工作的持续时间较长,检查人员应注意随时巡检。开始胀接时,注意检查每班次开始胀接时的胀管压力。胀接后注意O型圈是否破坏。胀接时要固定好胀管器,防止胀接时发生振动,某公司在蒸发器管子管板胀接时,发生过因液压胀芯轴固定不好造成芯轴的应力集中,引发疲劳最后造成胀杆断裂的事件[5]。每次胀接后,须检查胀杆是否发生弯曲或出现折痕,一旦发生必须更换;注意检查每根胀杆的使用次数,如果达到使用次数限值必须更换。如发生胀杆断裂事件,可能要采取堵管措施,这样会降低换热器的效率。
胀接操作过程中,必须对已胀管孔和未胀管孔及需补胀管孔做好标记,以防止漏胀和重胀。有些检验人员通过目视检查管子端部内壁表面,以胀前和胀后的光泽差判断是否完成胀接,这种检验方法不可取,检查不仔细容易造成漏检。因此,对已胀管孔和未胀管孔做好明显标识才是最稳妥的。
胀接后的尺寸检查是对实际胀接质量符合性验证的主要手段,主要检查壁厚减薄量和胀接过渡段尺寸,针对余热排出热交换器等,检查胀接长度,胀接区不能超出管板壳侧表面,一般将胀接长度控制在管板壳侧表面内2~5mm,传热管胀接部分与非胀接部分应圆滑过渡,不应有棱角,胀接后管子的壁厚减薄量控制在0.05~0.1mm。
5 结 语
分析了管子管板的液压胀接过程和胀接质量的影响因素,总结了胀接前及胀接过程中的质量控制要点。胀接工艺评定、原材料质量、胀接设备可靠性、清洁度、胀接力波动等是影响胀接质量的重要因素,作为从事质量控制人员,应在胀管程序控制中进行严格的监督和检查。
猜你喜欢
低温与特气(2022年1期)2022-11-26
浙江农林大学学报(2022年1期)2022-03-01
能源化工(2021年6期)2021-12-30
设备管理与维修(2020年23期)2021-01-04
石油化工设备(2019年4期)2019-08-07
中国特种设备安全(2018年9期)2018-11-01
制造技术与机床(2018年8期)2018-10-09
中国船检(2017年3期)2017-05-18
焊接(2016年6期)2016-02-27
西部广播电视(2015年8期)2016-01-16
