
空管输送装置及控制
2013-12-03 05:47陈俐坊
山东纺织科技 2013年4期
陈俐坊,王 华
(青岛宏大纺织机械有限责任公司,山东 青岛266101)
络筒工艺在纺织工艺流程中处于纺纱的最后一道工序,能够去除纱疵,对提高纱线质量起到关键作用,在纺织领域具有重要地位。
空管输送装置是自动络筒设备的一个具备独立功能的组件,可将单锭排出的空管自动输送到管纱分拣箱内,便于纱管的收集。
在人力资源缺乏的纺织行业,空管输送装置作为高度自动化的设备,不仅节省人力,也是市场需求的必然选择。
1 空管输送装置介绍
纱库式自动络筒机空管输送装置由减速电机传动,带动单根皮带进行空管输送,将单锭上排出的空管全部输送到指定容器内。该装置贯穿整个自动络筒机首尾,通过皮带相连,分为头、尾两部分。
空管输送装置的控制部分主要是通过PLC处理空管输送传感器检测到的信号以及PLC与上位机之间的通讯来实现。
1.1 装置头部
空管输送装置头部位于自动络筒机的首锭位置,包括被动轮、机架、传感器等部分。传感器安装在机架的传感器支架上,调节传感器感应区与皮带轮轮缘的距离A=2~3mm,然后通过螺母进行紧固(见图1)。
在输送过程中,PLC根据传感器检测到的信号以及上位机上的设置情况来判断传送带是否出现皮带卡死情况,在规定的时段内检测不到皮带轮的转动信号,机头报警灯亮红灯,上位机弹出报警信息,提示挡车工处理故障。
1.2 装置尾部
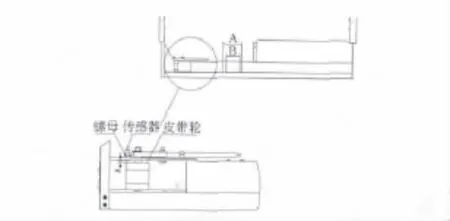
图1 传感器安装示意图
空管输送装置尾部位于自动络筒设备的机尾,主要由传动部分、导轮部分、引导架部分、机架部分等组成(见图2)。装置的传动部分位于空管输送装置上部,通过电机的转动带动皮带输送纱管。导轮、引导架和电机都具有调节机构,用以调节防止皮带跑偏。支架部分由前、后挡板及连接板组成,确保管纱沿着轨道输送。空管在斜坡底部汇集,依靠皮带上的挡块带动,沿着引导架向上爬行,在顶端通过导板掉进管纱分拣箱内。
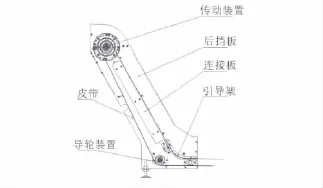
图2 空管输送装置示意图
2 空管输送装置的电气控制原理
空管输送装置的运转主要是通过PLC控制空管电机运转,并带动皮带进行纱管输送;通过传感器检测信号来防止皮带被纱管卡住;故障报警通过报警灯进行提示;故障内容通过PLC反馈到上位机并进行显示。电气原理图及电机接线图如图3、图4所示。
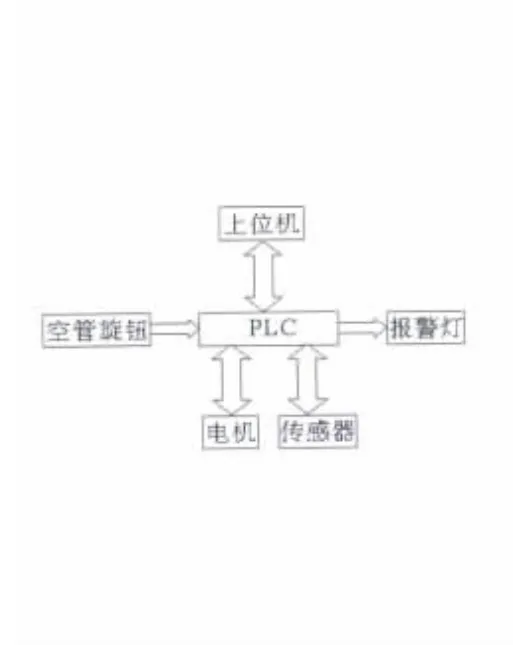
图3 电气原理图
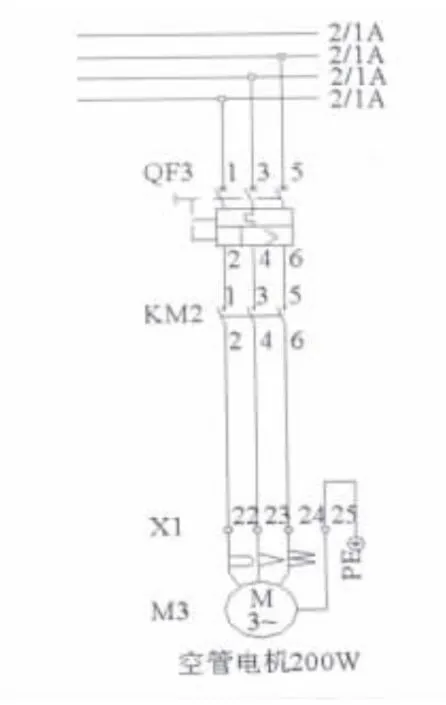
图4 电机接线图
2.1 上位机界面设置及显示
空管的输送方式也可在上位机上进行设置,用户可根据实际需要在上位机设置空管输送方式为连续式或间歇式。考虑到节能降效,我们增加了间歇式空管输送方式,在设定时间内空管电机是不运转的,当输送带上累积一定纱管后,电机自动启动,开始输送纱管,运转3min后自动停止,如此循环。
2.2 报警处理
该装置一旦出现故障,报警灯会亮红灯,且通过PLC将所有故障信息内容反馈到上位机上进行显示并可历史查询及统计,方便用户及时排除故障并追溯故障记录。
2.3 空管输送装置的启停方式
空管输送装置的启停方式有三种:可通过全机自动启停;可在机头控制面板上手动启停;也可通过机架上的旋钮手动启停。为便于装车调试以及挡车工操作方便,在空管输送装置的机架上增加了空管电机旋钮盒(见图5),安装调试过程中可根据需要启停空管输送装置。
3 逻辑图及部分程序示例
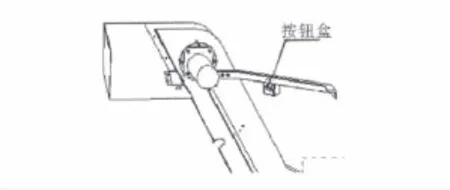
图5 按钮盒位置示意图
3.1 开车后上位机会自动发送保存的数据给PLC,配合传感器的检测信号,空管电机按照预定的方式运转,逻辑图见图6。
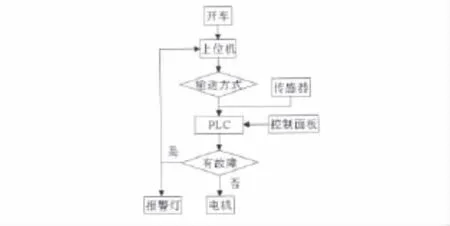
图6 逻辑图
3.2 部分程序示例(见图7)
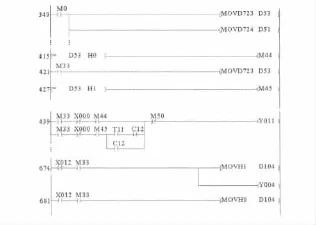
图7 部分程序图
4 结论
空管输送装置很好地实现了纱管的输送和收集,人性化的程序及界面设计便于用户使用操作,目前本装置在SMARO-NEW设备上运行良好。
猜你喜欢
纺织报告(2021年3期)2021-05-27
国际纺织导报(2021年11期)2021-02-14
机电设备(2020年3期)2020-06-28
家庭影院技术(2019年12期)2020-01-19
民航管理(2019年2期)2019-06-04
成都信息工程大学学报(2019年5期)2019-05-21
劳动保护(2019年3期)2019-05-16
纺织服装周刊(2016年25期)2016-07-25
工业设计(2016年4期)2016-05-04
中国纺织(2015年7期)2015-09-07
