
蚕蛹蛋白纤维混纺织物的开发
2013-12-03 05:47:56王美红王文元瞿才新
山东纺织科技 2013年4期
王美红,王文元,瞿才新
(1.盐城纺织职业技术学院,江苏 盐城224000;2.江苏明源纺织有限公司,江苏 盐城224233)
蚕蛹蛋白纤维是我国近年来开发的一种双组分再生纤维,它以蚕蛹蛋白和天然木浆为原料经湿法纺丝而成[1],其外层是蛹蛋白、内层为纤维素[2]。蚕蛹蛋白纤维对皮肤具有营养保健作用,能有效地促进新陈代谢,防止皮肤衰老,并有止痒、抗阳光辐射的功效。蚕蛹蛋白纤维既有可再生性,又具有良好的可降解性,符合当今“绿色环保”的消费潮流。为了适应市场需求,我们在ZAX-340型喷气织机上开发出蚕蛹蛋白纤维/Modal/棉混纺缎条织物。
1 原料及产品设计
1.1 原料选用
织物经纬纱都采用9.72tex蚕蛹蛋白纤维/莫代尔/棉(20/50/30)混纺纱,原纱质量:断裂强度≥12.4cN/tex,纱线条干CV%≤18,1g内棉结粒数≤35。
1.2 织物规格与结构
织物为9.7/9.7 716.5/464.5 274蚕蛹蛋白纤维/莫代尔/棉混纺缎条,织物采用五枚二飞经面缎纹和五枚二飞纬面缎纹联合组织,一个组织循环中有经面缎纹经纱25根、纬面缎纹经纱15根。其上机图见图1。
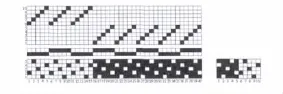
图1 蚕蛹蛋白纤维混纺缎条织物上机图
1.3 织造工艺流程
整经→浆纱→穿经→织造→整理→打包→入库。
2 各工序主要工艺要点
2.1 整经
蚕蛹蛋白、莫代尔纤维混纺纱易因静电产生毛羽,与机件摩擦易损伤表面的蛹蛋白,同时莫代尔纤维回弹性差,故整经工序应做到张力、卷绕、经纱排列三均匀,遵循“低速度、小张力”的工艺原则,分段配置张力,努力保证纱线通道清洁光滑,以防刮毛纱线。整经工序的主要工艺:KYD6041分批整经机,车速500rpm,张力杆2格,经轴卷绕密度0.45g/cm3,车间相对湿度适中掌握,控制在65%左右。
2.2 浆纱
2.2.1 浆料配方
浆纱工序是纺织企业中对环境造成严重污染的工序之一,避免浆纱对环境的污染最主要的是浆料中应不含有《环境标志》中规定的禁用物质或含量低于其中的限量。
新型纤维上浆应尽量遵循低污染的原则,本产品用纱成分多为纤维素,只有蚕蛹蛋白纤维中含有一定比例的蛋白(蛹酪素PC),并且蛹酪素分子上具有-COOH、-NH、-OH,而纤维素中也含有大量的-OH,它们都是亲水性基团[3],根据“相似相容”原理,本产品的浆料采用JF99P、TM-8010、丙烯等作粘着剂。JF99P采用优质淀粉为原料,经多元复合、深度变性而成,具有抗老化、浆液不凝冻的优越上浆性能;TM-8010以进口高支链马铃薯淀粉为原料,经特殊工艺缩合而成,具有低粘度、高粘附性、浆膜柔韧、生物降解性好等特点[4];丙烯酸类浆料粘着力强,易于退浆,对环境污染小;蜡片可提高浆液的混溶性、有效降低浆纱表面的摩擦系数,减少织造过程中的经纱断头。蚕蛹蛋白纤维、莫代尔纤维都易产生静电,配方中应加入适量的抗静电剂,使浆纱表面毛羽贴伏、光洁,梭口清晰。浆料配方见表1。

表1 浆料配方及浆液质量
2.2.2 浆纱工艺
上浆难易程度主要取决于上浆时经纱的覆盖系数。上浆覆盖系数大,经纱间隙小,浆液浸透与被覆效果差,织造时经纱易开口不清甚至断头。

一般浆纱覆盖系数应低于50%较好,故应选用经轴宽度2400mm、双浆槽浆纱机。
由于经纱号数较细,蚕蛹蛋白纤维易产生毛羽、湿强度下降较大,应注意控制浆纱的张力和伸长,浆纱工序宜采用“轻张力、小伸长、重渗透、求被覆”的工艺原则,实施“两高一低”的工艺路线[5],即高浓度、高压力、低粘度。浆纱工序主要工艺:GA-308浆纱机,浆槽温度90~95℃,浆槽内浆液粘度5~6s,上浆率13%~14%,浆液含固率控制在13%~13.5%,第一压浆辊压力10 kN,第二压浆辊压力24kN,回潮率8%~10%[6],伸长率控制在0.7%~0.9%,浆纱速度40~50m/min,为避免高温损伤蛹蛋白,应严格控制浆纱温度并偏低掌握,浆槽温度90℃左右,烘房温度应低于100℃。
2.3 穿经
2.3.1 筘号

2.3.2 筘隙C及隙径比

式中:C为相邻两筘齿间隙(mm);K为筘号系数(40号筘以上时取0.96;40号筘以下时取0.93)。

一般隙径比≥70%,则纱线在筘齿中容易移动,织造容易。否则纱线与筘片摩擦剧烈,织造困难。

说明织造本产品有些困难。为了保证织造顺利,在保证筘号的前提下,可订制筘片厚度较薄的钢筘,以增加筘齿间隙。
2.4 织造
2.4.1 织机选用
本产品为细号高密织物,织造时摩擦剧烈,经纱易磨毛、断头。田驹公司推荐的织造难度系数经验公式如下:
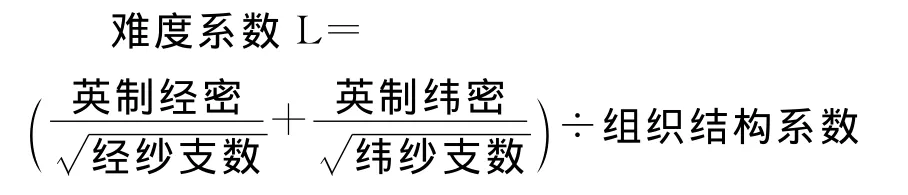
式中参数为英制,织机公称筘幅为1900 mm、3600mm时,L应分别小于39、37织造才会比较顺利。结构系数K:平纹为1;2/1或1/2为1.2;3/1或2/2为1.3;4/1或5枚缎纹为1.4。

根据织物幅宽和织物织造难度系数可选用ZAX-340型喷气织机,车速500rpm。
2.4.2 温湿度控制
蚕蛹蛋白纤维、莫代尔纤维湿强度较小,对车间温湿度较敏感,根据经验温度控制在25℃±2℃,湿度在66%左右时经纱断头少,织机效率较高。
2.4.3 梭口
由于织物幅宽较大,引纬时纬纱飞行时间长,对梭口清晰度要求高,这就要求开口量大,上机张力偏大掌握,开口时间宜早些;而细号高密织物经纱的强力较低,同时莫代尔纤维相对伸长较大,上机张力应以小为宜。由于织物为缎纹组织,为避免上下层经纱张力差异过大影响梭口清晰度,后梁高度以低为宜;另一方面,由于织物纬密也较高,为打紧纬纱,后梁应偏高掌握。综上所述,织造工序采用“中后梁,中张力,小开口”工艺路线,结合织物组织特点,采用反织工艺。主要开口工艺参数为:后梁高度50mm,后梁深度0格;经架高度3格、深15mm;开口时间为280°,上机张力3000N。
2.4.4 引纬
由于纱号较高,喷气织机喷嘴压缩空气压力过高会导致纬纱断头频发,压力过低又会引起引纬不良造成纬缩、停车;同时气压大小也与纬纱线密度相关,纬纱越粗,气压越高。故引纬采用“低气压、长喷射”工艺[7],引纬参数为:主喷嘴气压2.5×105Pa,始喷时间60°,终喷时间220°。辅助喷嘴气压3.5×105Pa,第一组辅喷始喷时间50°,最后一组终喷时间250°。
3 结束语
采 用 ZAX-340 型 喷 气 织 机 生 产 9.7/9.7 716.5/464.5 274蚕蛹蛋白纤维/莫代尔/棉混纺缎条织物,因纱号细、密度大、总经根数多(近两万根),织造过程中易出现横档、三跳、断头、毛羽、纬缩等疵点。通过优选浆料配方、合理配置浆纱工艺、实施恰当的织造工艺,采用“中后梁、中张力、小开口”工艺,并选用适当的钢筘,提高了经纱的可织性;同时优化引纬工艺,合理配置喷嘴气压和喷气时间,减少了纬纱断头、降低纬缩疵点;控制好各工序的张力及温湿度,可以减少纱线伸长和静电;注意保持好织机的机械状态,提高挡车操作水平。利用先进的设备开发出质地柔软、富有光泽的细号蚕蛹蛋白纤维混纺织物,织机效率达85%,为我们进一步开发高档面料提供了有益的经验。
[1]徐伟杰,闵洁.蚕蛹蛋白纤维的阳离子改性及其漂白性能研究[J].染料与染色,2006,43(1):28—30.
[2]黄小华,方宝磊,丁峰.蚕蛹蛋白纤维活性染料染色性能探讨[J].安徽工程科技学院学报,2007,22(3):1—4.
[3]徐伟杰.蚕蛹蛋白纤维阳离子改性及性能研究[D].上海:东华大学,2005.
[4]邓敬东,毛雷,王崇慧.莫代尔纤维大提花织物的生产实践[J].山东纺织经济,2012,(10):90—91.
[5]王美红,孙鉴丽.单织轴喷气织机生产宽幅织物的实践[J].棉纺织技术,2012,40(10):60—62.
[6]杨书梅,扈芳荣,王玲.大豆蛋白纤维织物浆纱生产实践[J].棉纺织技术,2006,34(7):55—56.
[7]田秀凤,李秀华,张进.纯棉高支高密特宽幅缎纹织物的生产实践[J].现代纺织技术,2002,10(4):25—26.
猜你喜欢
纺织高校基础科学学报(2021年4期)2022-01-26 06:55:28
作文小学中年级(2021年3期)2021-12-25 20:18:08
纺织科学与工程学报(2021年2期)2021-06-07 05:39:00
棉纺织技术(2020年8期)2020-08-24 03:11:32
棉纺织技术(2019年12期)2019-12-11 05:35:10
纺织科技进展(2018年8期)2018-08-29 07:11:48
纺织学报(2018年6期)2018-06-25 00:44:40
小溪流(画刊)(2017年6期)2017-07-10 18:11:40
纺织科学研究(2017年4期)2017-05-17 04:00:03
小天使·四年级语数英综合(2017年4期)2017-04-18 17:49:53
