Tencel牛仔布的设计与开发
2013-12-03 05:48朱祎俊邓秀萍
山东纺织科技 2013年6期
朱祎俊,邓秀萍
(1.三明职业技术学院,福建 三明365000;2.三明纺织有限公司,福建 三明365000)
Tencel纤维属于精制纤维素纤维,它既具有棉纤维的自然舒适性,又具有粘胶纤维优良的悬垂飘逸性和涤纶纤维的高强度,还兼有真丝般柔软的手感和优雅的光泽。其织物拥有独特的柔软和光滑感,富有弹性,悬垂感、硬挺度好、吸收性好、触感柔滑等优点,很适合生产石磨蓝、雪磨蓝等花色牛仔布用纱。Tencel纤维比传统的纤维素纤维具有更高的可染性、强力和湿强,开发出的高档牛仔服装面料更加挺括、粗犷,以天然抗菌性能优良、悬垂性佳、手感柔软、尺寸稳定、穿着舒适凉爽和免熨烫的优良性能,充分满足了消费者对面料的功能性、装饰性、保健性、舒适性和卫生性的需求[1]。
1 设计构思
将Tencel纤维通过浆染工艺靛蓝色染料上染,经纱呈现色彩深浅不一的效果,制成织物后,在织物基本纹理中,增添“雨丝纹”的机理效果。为了给织物增添粗犷风格,丰富织物纹理效果,在纬纱配置上,采用与经纱相同线密度结构的Tencel纱线;组织配置上,采用少量平纹线将斜纹牛仔布间隔成窄条,条纹宽度控制在0.3~0.7cm,赋予织物节奏感(见图1)。经石磨后,织物手感柔软,布面丰满有绒感。织物规格配置按轻型牛仔布设计,成品主要用于夏季布料[2-3]。

图1 混纺色织条纹牛仔布
2 Tencel纤维纱线及其性能指标
Tencel纤维成束状,不含杂质和短绒,只有少量并丝,且长度整齐度好,其主体长度为38 mm,线密度1.7dtex,非常适宜转杯纺加工牛仔布用纱。主要用靛蓝染料进行染色,经织造、退浆、皂洗、定形工序后缝制成半成品,再进行揉、压及酶处理,柔软飘逸,具有仿绸风格。
原料性能、原纱条件和织物结构是制定生产工艺的重要依据,入厂原纱性能的测试结果如表1所示。

表1 29.2tex Tencel纱线性能指标
从表1可看出,Tencel纱线的断裂强度虽然很大,但纱线的延伸度却较小,因而整个工艺路线的制定应着重保持Tencel纱线的弹性,保持其伸长[4]。
3 织物设计
3.1 产品规格
经纱:OE 29.2tex,Tencel纤维转杯纺纱;
纬纱:OE 29.2tex,Tencel纤维转杯纺纱;
经纬纱密度:经纱390根/10cm;纬纱255根/10cm;
经纬纱紧度:经纱78%;纬纱51%;总紧度89.2%;
成品幅宽:160cm;
织物组织结构:组织为2/1右斜纹+平纹,布边组织为2/2经重平。
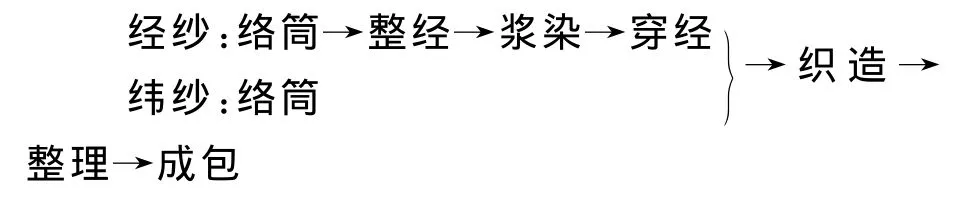
3.2 工艺流程
4 主要生产工序和技术关键
4.1 络筒工序
为了提高牛仔布质量,适应高速织机织造,采用奥托康纳238自动络筒机,卷装形式便于退绕、清除纱疵,改变纱线张力,均匀卷绕密度。络筒工艺参数确定如下:卷绕速度2000m/min;张力装置采用张力闭环控制;电清倍数1.5。因Tencel纱线的伸长率小,为防止纱线的弹性损失,在保证筒子的卷绕密度、成形良好的前提下,络筒张力应偏小掌握,络纱张力控制在纱线断裂强力的10%~12%比较合适。
4.2 整经工序
由于牛仔布生产工艺的特殊性,对整经工艺应特别重视,该工序采用GA121-80型高速整经机,因该整经机张力架设计合理,采用变频调速、红外线断经自停、液压刹车等机构,可以保证经纱张力稳定,卷绕密度均匀,提高经轴好轴率。
4.2.1 均匀整经张力
整经伸长率控制在0.8%左右,以降低经纱断头率;采用整批换筒方式,使整个经轴的张力一致,平整度好[5]。尽量减小上、下层经纱和前、后排经纱的张力差异,保证片纱张力均匀。整经工艺:张力圈重量,前排5g、中排4g、后排3g;控制整经张力中间30cN/根,边纱35cN/根。
4.2.2 整经速度
整经机车速450m/min。牛仔布经纱整经时若速度过高,在刹车时,纱线易扭结,当下次开车时,会引起张力不匀、断头增加,甚至扭结进入卷绕轴,给后加工带来严重危害,且速度过高,筒子退绕会产生直径较大的气圈,因相碰而使断头增加。为了减少断头、提高经轴质量,不宜采用过高的整经速度。
4.2.3 整经机上机工艺参数(见表2)
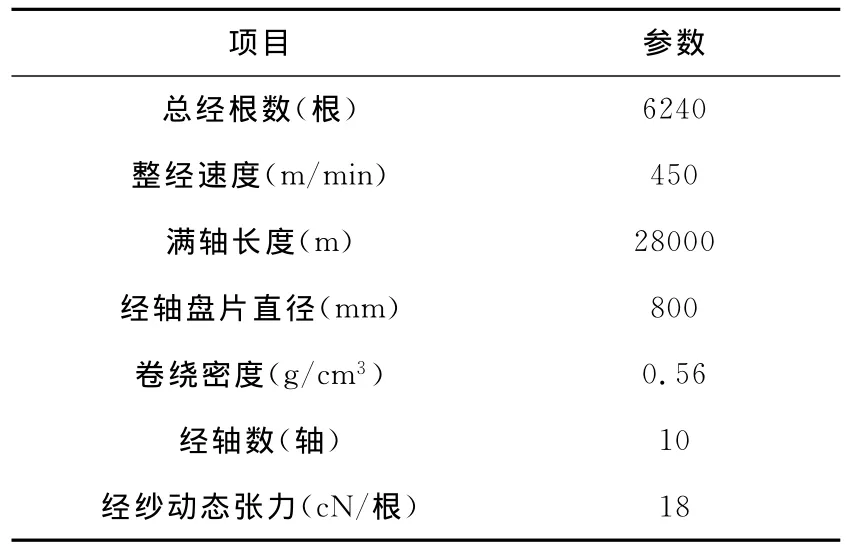
表2 整经机上机工艺参数
4.3 浆染工序
4.3.1 浆染要求
本道工序采用香港新利浆染联合机,用靛蓝染料染色。
4.3.2 工艺流程
原纱→煮练→水洗→染色→水洗→预烘→上浆→烘干→分绞→卷取。
(1)染色
Tencel纤维的吸色性能较棉纤维佳,染色时染液中的靛蓝染料浓度可比纯棉原料的品种略为低些。染浆工艺应贯彻“小张力、保伸长、贴毛羽”的工艺原则,具体工艺如下:采用靛蓝染料浸轧染色的轧染液染色配方:靛蓝染料浓度母液80g/L,其他助剂比例配制见表3,染色工艺参数如表4所示。
(2)浆纱
Tencel纱线的单纱强力高、延伸性小、毛羽长,故上浆应以贴伏毛羽为主,提高强度为辅,纱线表面形成一层完整的浆膜,贴伏毛羽,同时保纱线的弹性伸长。配方中以PVA、变性淀粉为主浆料,辅以丙烯酸类浆料,使浆膜完整,浆纱毛羽伏贴,无粘并,易分绞。同时采用较小的张力,控制纱线伸长率尽量不超1.0%。上浆工艺参数如表5所示。

表3 其他助剂比例配制
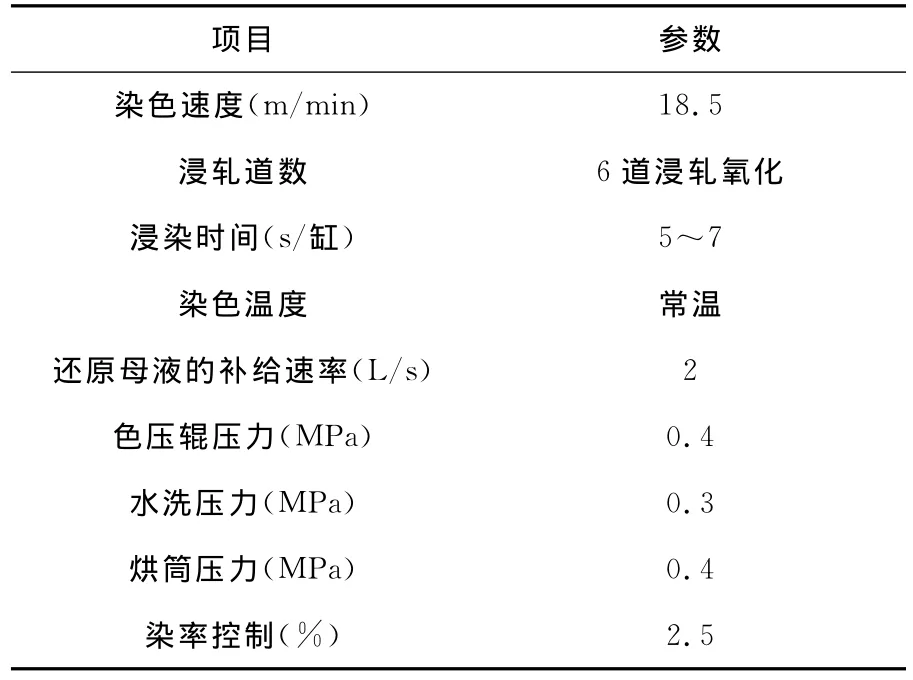
表4 染色工艺参数
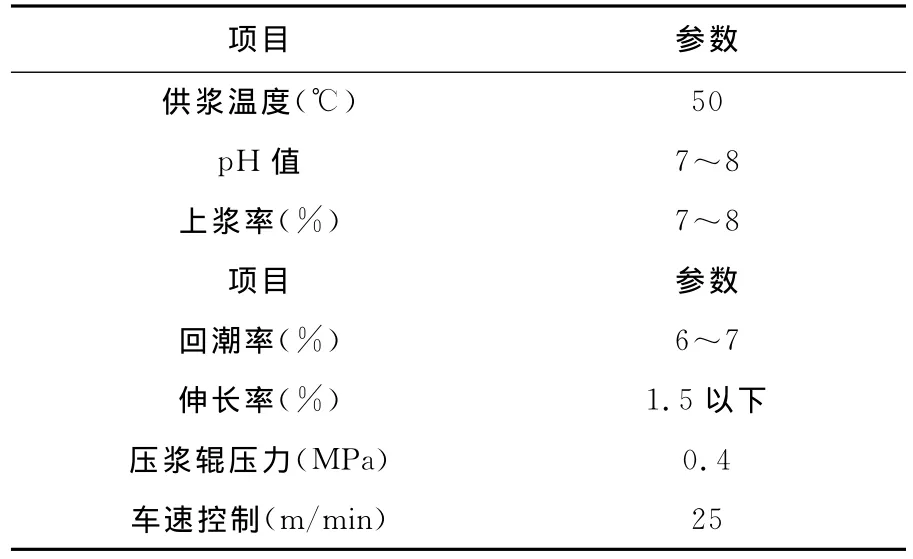
表5 上浆工艺参数
4.4 穿经工序
本道工序采用G177型三自动穿经架、日本丰田自动结经机,采用7页综框、顺穿法,地组织和边组织均为4入/筘,筘号149.5齿/10cm。
4.5 织造工序
Tencel纱线不适宜在高温、高湿环境下织造,相对湿度偏小掌握为好;温度控制在25~28℃,相对湿度制在75%~80%左右。为满足牛仔织物强打纬要求,保证在布面匀整的基础上达到条纹清晰,减少三跳疵点,需适当加大上机张力[6]。
本工序采用P7100型片梭织机织造Tencel牛仔布具有以下优点:
(1)采用混纬供纬,大大降低了Tencel牛仔布纬向疵点;
(2)采用共轭凸轮固定钢筘打纬机构,确保打纬力,满足Tencel牛仔布的制织;
(3)采用寻断纬机构,避免值车工操作失误而造成的开车稀密路疵点。片梭织机上,经纱断头后,转动操作手柄,可使开口、卷取及送经机构从传动系统中脱开,经操作手柄使综框升降变换,找出并拆除织口中的纬纱,投入新的纬纱后开车;
(4)采用电子控制送经机构,保证从满轴到空轴经纱张力始终保持一致。片梭织机上采用无接触传感器检测经纱张力。经纱张力变化由电动机驱动,通过对开车位置的设定,在接好经纱或纬纱断头后,自动调整经纱的张力,开车横档被控制到最低限度。电子控制送经机构极少需要维护,方便了操作,对保证织物质量有积极的作用。织造工艺参数如表6所示。
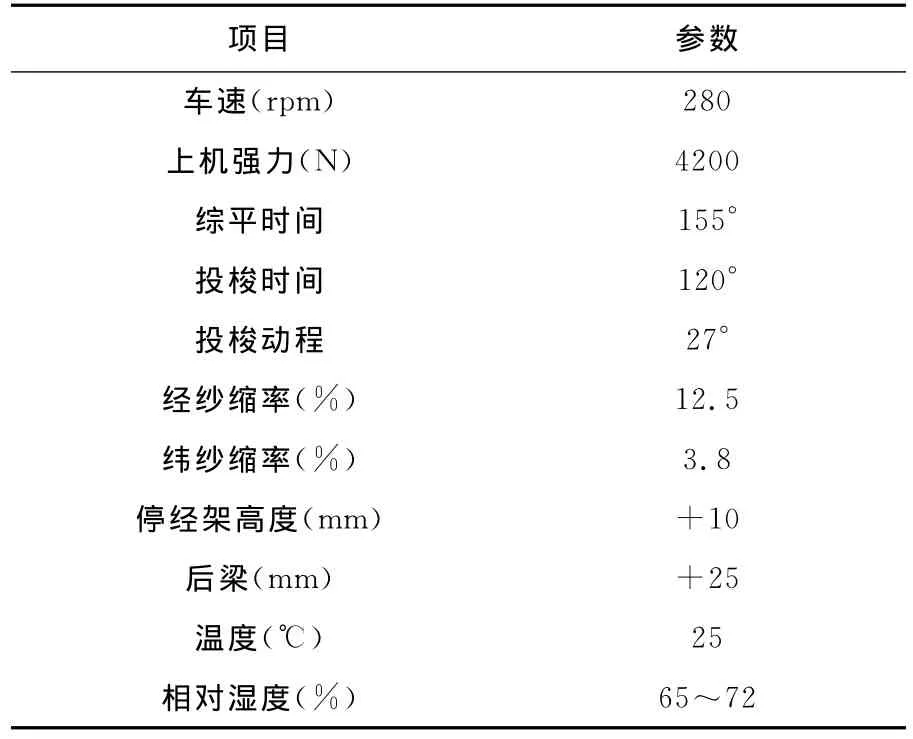
表6 织造工艺参数
因Tencel纱刚性大,停车档比一般品种严重,故应制定合理经位置线,上机张力适当以开口清晰为准,同时提高刹车灵敏度减少开车印。此外,边撑刺环用两个带钢针铜环且无倒刺,其余全是胶皮环,否则成品布边毛羽明显[7]。
4.6 后整理流程
坯布→烧毛→上浆→拉斜(整纬)→预烘→橡毯预缩→呢毯烘燥→成品检验→成包。
整纬拉斜操作时注意斜纹方向,不要搞错,以免导致服装变形走样。防缩整理前最好对防缩橡毯进行整磨,保证预缩率,同时应严格控制进布含水率,防止打滑。
5 结语
Tencel纱线吸色能力较强,染色时的靛蓝染料浓度可比纯棉低些。Tencel纱线较光滑,织成的织物经反复洗涤后易产生相对滑移,故组织设计时应注意经纬密度的配置合理;纱线尽量采用无结头纱,避免洗后脱节,保证布面美观。Tencel纤维在牛仔布中的运用,提高了牛仔布的保形性和抗皱性,以其吸湿性好、色泽鲜艳、飘逸柔软、仿绸风格的独特效果,突破了传统牛仔布厚重、粗犷、纹路清晰的特点,转向时装化、高档化[8],做成衬衣、长短裙、长短裤等批量生产投放市场,引起强烈反响,供不应求,并具有良好的经济效益,市场潜力很大。
[1]祝永志,崔玉环.竹亚麻毛弹力牛仔布的开发与生产[J].上海纺织科技,2005,33(4):30—33.
[2]眭建华,顾平.天丝/竹纤维牛仔布新品开发[J].丝绸,2004,48(12):12—13.
[3]罗小芹.竹原纤牛仔面料的开发[J].山东纺织科技,2008,49(2):11—13.
[4]张玉清.转杯纺加工 Tencel针织纱[J].上海纺织科技,2001,29(8):14—15.
[5]上海棉纺织工业公司.棉纺手册[M].北京:纺织工业出版社,1990.
[6]荆妙蕾.牛仔布生产工艺中的主要问题分析[J].上海纺织科技,2006,34(8):13—16.
[7]蒋玉花,许嘉宁.如何控制牛仔布后整理中的整纬[J].化纤与纺织技术,2003,(4):16—18.
[8]祝永志.竹纤维弹力牛仔布的开发与生产[J].山东纺织科技,2004,45(8):10—13.
[9]钟军.莫代尔/精梳棉/金丝提花牛仔布的开发与生产[J].山东纺织科技,2001,52(3):12—14.
猜你喜欢
棉纺织技术(2022年3期)2022-11-21
疯狂英语·新阅版(2021年10期)2021-12-08
疯狂英语·新悦读(2021年10期)2021-11-23
国际纺织导报(2019年5期)2019-11-14
纺织学报(2019年5期)2019-05-30
山东纺织科技(2015年2期)2015-08-18
现代纺织技术(2015年3期)2015-06-15
时代英语·高三(2014年5期)2014-08-26
山东纺织科技(2014年3期)2014-04-06
丝绸(2014年4期)2014-02-28