75dtex/72f涤纶低弹丝生产工艺探讨
2013-12-03 05:48陆锦明
山东纺织科技 2013年6期
陆锦明
(南通纺织职业技术学院,江苏 南通226007)
涤纶低弹丝(DTY)具有质轻、韧性强、手感柔软滑爽、透气舒适、悬垂飘逸性好等特点,比较适合于仿真丝织物、桃皮绒织物等。本文就75dtex/72f涤纶低弹丝生产工艺进行探讨。
1 工艺流程
采用日本TMT公司生产的ATF-1500FOUR全自动加弹机。其工艺流程如下:
POY→原丝架→预网(根据生产需要可加可不加)→切丝器→第一喂入罗拉→止捻器→变形热箱→冷却板→假捻器→张力传感器→第二罗拉→网络喷嘴→辅助罗拉→定型热箱→输出罗拉→探丝器→油轮→卷绕机构→DTY
2 POY制备DTY原理
制备DTY的过程就是假捻,其假捻变形原理如图1所示,固定丝的两端,握住其中间加以旋转,在握持点上、下两端的丝条捻向相反而捻数相等,所以整根丝捻度为零并且丝条以一定速度运行。虽然丝条不存在真正的捻度,但卷曲形状和蓬松性却被保留了下来。
3 加弹工艺设计
3.1 车速
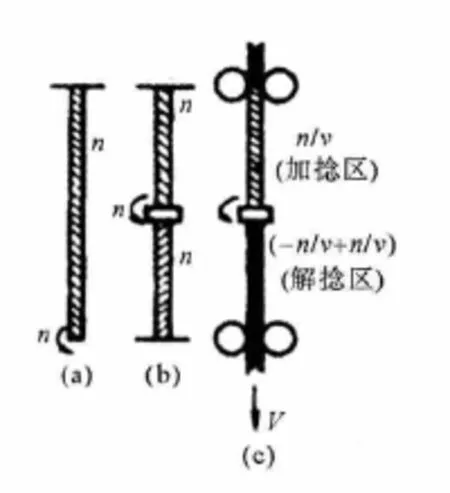
图1 假捻模型
在生产中,适当地降低加工速度可提高假捻过程的稳定区域。本产品车速设为900m/min。
3.2 拉伸倍数DR
由于POY结晶度和取向度较低,强度、断裂伸长都比较低,在通过后加工的拉伸和热定型时,可使纤维的大分子再取向和结晶,从而具备一定的物理机械性能。在后纺加工时如拉伸倍数过大或加工速度过高,都会造成假捻张力增大,使毛丝和断头率增加,但拉伸倍数过低,会造成拉伸不匀,并形成僵丝,从而使染色M率下降,DTY染色均匀性差。本产品设计DR为1.816。
3.3 D/Y
D/Y是指摩擦盘圆周速度与被加工丝条离开假捻器时的丝速之比,它的选择与原丝的总纤度和张力比有关。它保证了DTY的假捻效果,使其具有一定的卷曲和蓬松,同时也决定了DTY的捻数,D/Y大,假捻度越大,则卷缩力愈大,卷缩愈细密而多,外观也越丰满。可通过它对DTY的外观、密度、毛丝、紧点等进行调控。D/Y比不是固定不变的,必须根据张力进行调节,因为车间的温湿度会发生变化,温度高,张力就会下降,此时就必须把D/Y往下调,否则染色就会偏浅,反之亦然。此品种设计D/Y为1.780。
3.4 变形热箱温度
由于纤维的拉伸应力(屈服强度)较高,丝条如果在低温状态下硬性拉伸,单丝表面容易破裂,内部也可能出现空洞,产生毛丝和断头。只有在具有一定温度条件下拉伸,才能使纤维得以充分变形。设定变形温度时,要综合考虑变形丝的性质,原丝的纤度、单丝数(dpf)、热箱长度及加工速度等因素。当温度偏低时,丝条假捻变形不良,缺乏弹性。当温度过高,则会导致丝条粘连,出现紧点、僵丝,纤维的手感也会变得粗糙。变形热箱分长区和短区,此品种设计变形热箱长区温度为375℃,变形热箱短区温度为260℃。
3.5 冷却板
经过变形热箱后的丝条温度较高,刚性不足,须将丝条经冷却板冷却至80℃以下,把丝条的塑性形变固化下来,并使之具有足够的刚性,保证加捻的正常进行。冷却效果由车速、POY油剂性能及含油率、冷却板长度、车间环境温度、通风条件、气候等因素息息相关。SCP即负压,直接控制冷却板,此品种设计负压为1.0±0.2。
3.6 定型热箱温度H2
H2温度也叫定型温度。变形丝在定型热箱中处于低张力状态,假捻产生的卷曲丝圈有自由收缩的机会。卷曲力弱的丝圈会因收缩而消失掉,使变形丝的卷曲性能降低。但通过定型加热可进一步消除内应力,而使卷曲更加牢固,尺寸稳定性变好,残余扭矩减小,加之结晶的进一步完善,使其沸水收缩率降低。变形丝也由高弹态转为低弹态,称为低弹丝。此品种设计定型箱温度为165℃。
3.7 第二超喂率OF2
第二超喂率OF2即(第二罗拉表面速度-输出罗拉表面速度)与第二罗拉表面速度的比值的百分数。在定型热箱内丝条发生一定的收缩,它的大小与OF2有关,OF2越高,DTY愈接近松弛状态下的热定型,丝的收缩率越高,内应力松驰愈彻底,DTY的卷上缩率降低愈大。一般根据丝条在定型热箱里的张力情况来确定OF2的大小,对于网络丝来说,还要考虑到丝条在喷嘴进出口的张力大小。如果OF2太小,丝条在喷嘴里的张力较大,气流对丝条的开松和缠结作用程度下降,不利于网络成形。当OF2较大时,丝条在喷嘴进口处易喷丝,甚至造成第二罗拉缠丝,丝条在喷嘴里面,也会由于张力太小而易偏离喷嘴中心喷孔位置,出现网络不均匀。此品种设计OF2为2.0%。
3.8 第三超喂OF3
第三超喂OF3即(第二罗拉表面速度-黑棍表面速度)与第二罗拉表面速度的比值的百分数。OF3主要是控制丝的卷绕张力,保证丝锭具有一定的卷径、成型和硬度,还能调控上油量。OF3的大小一般按照成品丝卷装所需的张力大小来调节。OF3直接影响卷径的大小,也不是固定不变的,必须根据生产实际进行调节。此品种设计OF3为1.50%。
3.9 上油与油位
DTY上油可保证丝具有较好的平滑性、集束性和抗静电性。这样可以减少DTY丝的摩擦系数和上油率;丝锭的卷绕成型、退绕性能更加良好,更能满足织造的要求。DTY上油率偏低时退绕困难,影响后续工序的加工,所以成品含油一般控制在2.5%±0.8%为宜。此品种油轮转速设为0.55rpm,可根据生产实际的卷重进行调节,油剂为传化油剂。机台油槽油位设定在2.3cm±0.3cm范围内,长测油位,确保丝卷含油率的正常。
4 结语
4.1 在生产75dtex/72f涤纶低弹丝时,拉伸倍数DR为1.816,YS为900m/min。
4.2 采用D/Y为1.780,变形热箱长区温度为375℃,变形热箱短区温度为260℃,定型箱温度为165℃,第二超喂率OF2为2.0%,第三超喂OF3为1.50%,生产稳定,毛丝和断头率低,实测线密度为72.8dtex,断裂强度为4.0cN/dtex,断裂 伸 长 率 17.5%,网 络 数90个/m,含 油 率2.30%,卷曲收缩率9.3%,卷曲稳定性80.4%,沸水收缩率3.0%。
[1]方明礼.22dtex/24f细旦涤纶低弹丝生产工艺探讨[J].合成纤维工业,2008,31(2):54—55.
[2]马顺彬,蔡永东,葛龙德.涤纶包覆纱纬弹色织面料的生产技术要点[J].棉纺织技术,2011,39(3):60—62.
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
上海塑料(2021年3期)2022-01-06
小哥白尼·野生动物画报(2021年6期)2021-07-14
数学大王·趣味逻辑(2019年10期)2019-11-06
山东冶金(2018年5期)2018-11-22
汽车实用技术(2017年24期)2018-01-24
广州文艺(2017年8期)2017-09-13
诗林(2016年5期)2016-10-25
中国造纸(2015年7期)2015-12-16