
车载三维激光测量仪单臂扫描系统的设计
2013-11-22 07:51谭永明
微特电机 2013年9期
谭永明
(青岛市光电工程技术研究院,山东青岛266101)
0 引 言
精密机械加工和精密测量密不可分,加工及测量精度及可操作性代表着一个国家的工业发展水平。几十年前,传统激光测距技术出现并运用于军事方面,近几年来,随着非接触式三维激光测量自动控制技术的迅速发展,并由于其具有非接触式测量目标、扫描速度快、点位精度分布均匀、直接实现三维建模软件对接等特点,其在建筑测绘、电网设施测量、地形测量、文物保护、工业设计、灾害监测,以及交通设施质量检测等民用行业得到广泛应用,三维激光测量技术上日趋成熟,并逐渐成为测绘技术和方法革新的方向标[1]。
随着信息技术的飞速发展,用户对多种数据采集以及数据处理业务需求与日俱增,给地理信息产业市场带来了巨大的机遇和挑战,城市数字化是中国经济社会发展的必然趋势,地理信息产业也被写入十一五规划纲要,城市空间信息技术产业市场存在着巨大的容量。国家测绘局提供的数据显示,现在地理信息数据服务应用增长迅速,2009 年服务应用测量的总产值已经超过了工程应用测量,占整个行业的51.6%,达到309.6 亿元,比2008 年增长30%。而随着数字化城市信息建设、城镇化建设、国内高速公路、高速铁路的建设的推进,对GIS 数据进行应用的需求越来越多,我国GIS 数据应用正在进入一个需求旺盛期[2]。
由于车载激光系统组成的重要部件IMU 和GPS 等原先都是军用设备,加上激光扫描仪光学系统和扫描结构设计复杂、加工、安装和测量调试要求高,又由于国内研发因为资金不足以及牵涉到与流行3D 软件接口研制等难题,国内至今对三维激光扫描系统的开发仍然处于研究初期,尚未形成规模,因此,国内市场上并没有真正意义上自主研制的成套产品。与之形成对比的是,国外产品中Focus 地面激光扫描集成系统和RIEGL 公司的车载扫描集成系统仍然是中国市场的主角。随着对城市空间信息及地理信息的巨大国内市场需求,国内如首都师范大学、中国测绘科学研究院以及中国科学院光电研究院等很多高校和研究机构开始了对激光测量系统的探索研究,并在三维激光测量仪开发、预处理软件和后期处理的点云自动识别着色方面取得了初步的成果。
三维激光扫描仪的核心部件是整个三维激光扫描仪中最为复杂的机械设计模块,它关系着三维激光扫描仪的测量精度和功能,扫描系统一直是激光扫描仪设计改进中的重中之重。设计初的扫描镜两端轴承支撑传动,到现在的单臂扫描系统,扫描实现了由原先的315°到现在的360°无盲区扫描,真正实现了全三维无遮挡数据采集。
1 激光测量仪的工作原理
三维激光测量技术是通过激光器发射激光信号与激光接触目标后反射信号的相位(时间)差获取激光测量仪到目标的直线距离,再根据发射激光信号时的方向和GPS 获取到的激光测量仪所在的空间位置,通过软件的数据演算,得到测量目标的空间位置[3],接连不断的扫描形成点云,最后通过后处理软件将相机实时拍摄点为其着色、定性,也可通过通用的三维设计软件将点云生成面或三维结构模型,为测量实体提供数字模型[4]。
激光测量仪的工作原理如图1 所示,激光由激光器发出,经由扩束镜调整光源,通过传收过渡镜中心光孔形成发射光斑。发射光斑进入扫描系统后由360°旋转成45°角的镀膜旋转镜发出,形成激光发射光源,在接触扫描物体表面反射后,重新返回到旋转镜表面,再次反射到传收过渡镜上,最后经过滤光澜到达激光的接收端。从上可以看出,扫描部分的设计部件尽量简单,安装后旋转稳定性高,径向跳动小,是实现三维激光扫描仪测量精度的关键所在。
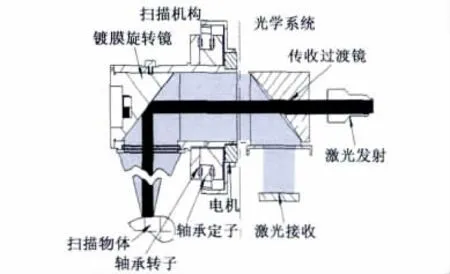
图1 激光测量仪的工作原理
2 单臂扫描系统的设计
单臂扫描系统主要是用在车载三维测量仪上,因为牵扯到360°无遮挡扫描,故要求只有旋转反射镜探出测量仪壳体,并且其性能参数应符合表1 要求。
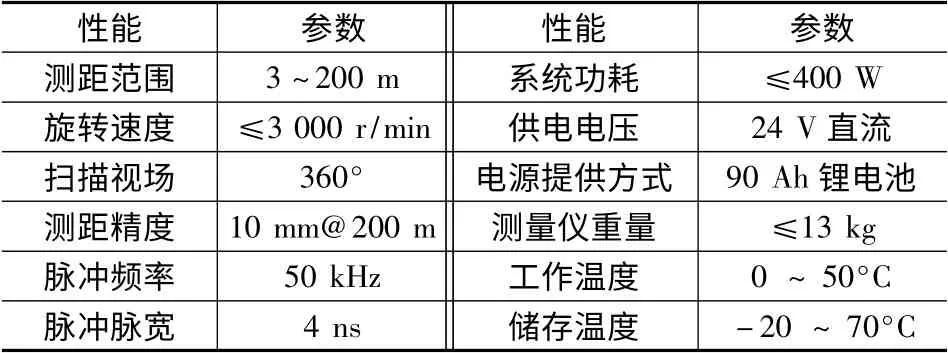
表1 车载三维激光测量仪性能参数
2.1 单臂扫描系统的组成及部件的设计选取
单臂扫描系统如图2 所示,由转台轴承、无框架无刷直流电动机、扫描镜机体及扫描镀膜镜体四部分组成。

图2 单臂扫描系统的组成
2.1.1 转台轴承的设计选取
转台轴承是由一个推力/向心座圈、一个推力/向心轴圈、一个推力垫圈、两个保持架及两组滚球组成,该轴承对与之相配的设备零件的要求高,安装时需使用力矩扳手安装螺钉。其具有低摩擦、高旋转精度、转速高等特点,可以承受轴向、径向及复杂载荷,采用单臂支撑方案,与传统意义上的两侧使用轴承相比,设计安装更为简便,体积更小。其轴向和径向的跳动精度可到2 μm,转动精度也有保证。
跳动误差导致的测量精度计算:

式中:S 为200 m 处误差;L 为极限距离;ω 为转台轴承跳动极限误差,选用转台的实际极限误差为2 ×10-6;t0为转台轴承定静分界点,选用转台系数为0. 042。
经计算得S = 9.523 8 × 10-3m,小于200 m 距离要求的设计误差10 mm,满足设计测量精度。
转台轴承因为间隙小,一般半年到一年就需补充特种润滑油脂,由于三维激光测量仪为高精度测量设备,部件需高度清洁,不宜经常拆卸,因此,测量仪壳体上需考虑加润滑油孔,并保证加油密封和路径的绝对安全性。
2.1.2 无框架无刷直流电动机的设计选取
无框架无刷直流电动机可以实现空心轴方案,从而实现激光从芯穿过,完成激光发出、回收的单臂路径。与传统带轴的电机性能相比,省去连轴节,保持扫描镜机体与电机的同步性更强、同心度更高、受力方式更好;唯一的缺陷在于对安装要求高,去除了本应该成套组装的中心轴,由扫描镜机体取而代之,不仅要求扫描镜机体强度高、硬度好、研磨到位,而且要求精密安装,保证配合精度。
当电机转速分别为3 000 r/min、2 400 r/min 和1 800 r/min 时,从电机零位开始计时,到电机转过500 线为止,经过的时间为t。

根据扫描测量公差,在极限距离200 m 误差为10 mm 和滞后数据测算电机转速稳定性为0.26%。
电机的扭矩主要是用来克服自身摩擦阻力和转台轴承的摩擦阻力,其扭矩的要求如下:

式中:T 为电机的常规扭矩;Tf1为电机自身的摩擦扭矩,选取电机自身系数0.0212 N·m;Tf2为转台轴承的摩擦力矩,选取转台摩擦力矩1.6 N·m。
电机功率计算:

式中:J 为转动惯量;J1为电机转子部分惯量;J2为轴承转子部分惯量;J3为扫描镜机体惯量;J4为扫描镜膜镜体惯量。计算得到J = 0.003 66 kg·m2。

式中:β 为角加速度;Δω 为转速;Δt 为提速时间;β= 314 rad /s2。

式中:M 为惯性力矩。

式中:N 为转动功率;n 为电机转速,取值3 000 r/min。
考虑到电机转速高、稳定性好、尺寸要求严格及电机本身的供电电压(24 V)、力矩及功率要求特殊,目前采用的还是特制无框架无刷电动机。
2.1.3 扫描镀膜镜体的设计
因为扫描镜旋转速度在3 000 r/min,所以扫描镜的刚性必须强,并且对镀膜表面的光洁度要求更为苛刻,故扫描镀膜镜体采用的是硬铝金属镀膜,其功能是将作为激光发射回收的过渡平台,并实现360°旋转发射,如图3 所示。而对于安装后的角度误差要求则不高,加工时的45°面和安装时与扫描镜机体都不需要很精确,因为设备组装完成后都会通过全站仪等相关测量设备对每台设备数据矫正,校正后的数据会通过软件对各自设备进行数据纠正,实现后期的精确测量。

图3 扫描镀膜镜体设计
因为转速高,且转动稳定性要求高,扫描镀膜镜体的设计必须考虑动平衡,单臂扫描轴向动力无法平衡,径向可以通过设计减重型孔来分布重心,让重心落入轴线上,实现径向动平衡。
2.1.4 扫描镜机体的设计
扫描镜机体是单臂扫描系统中最为关键的加工部件,材料刚度、安装配合公差、高速旋转动平衡都将决定着设备的测量精度。扫描镜机体采用刚性好、硬度高的高碳铬钢GCr15,保证与转台的合理安装配合面使用过渡配合下偏差-0.011 mm,与之相配的转台内径偏差为下偏差-0.008 mm,再通过内径安装上的紧固螺栓确保扫描镜机体和轴承的安装稳定。激光测量基准点是激光测量时进行的初定点,为数据的扫描提供坐标依据,起到一个基本标靶的作用,所以设计时雕刻深度要求不高,交叉中心需要和回收光路的中心相对应[5]。动平衡调整块使用的是大比重合金硬质铅材料,其目的是用来调整重心,实现扫描镜机体旋转动平衡。

图4 扫描镜机体的设计
扫描镜扫描部分单向对称,旋转动平衡仅考虑一个方向,如图5 所示,计算如下:

式中:| U| 为重径积累量;U1为滤光片重径积;U2为滤光片压盖重径积;U3为扫描镀膜镜体重径积;U4为扫描镜机体重径积。代入数值计算得| U | = 247.5 g·mm。

式中:m 为调整块重量;l 为力臂,取31.5 mm。计算得m = 7.857 7 g。
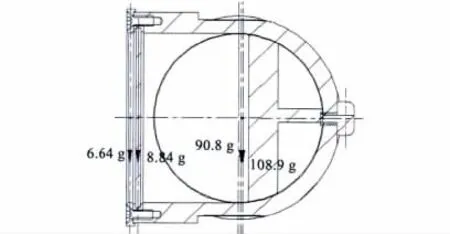
图5 扫描镜机体旋转动平衡
作为精密测量设备,单臂扫描系统各部件的精密组装、测试、设备维护、散热及防尘、防潮、防水、防静电等防护措施也是其设计必须考虑的重要部分。对高速旋转体与静态部分的密闭,除了使用密闭挡台,还需要在配合处增加防尘毛刷,加固防尘和防潮效果;防水则通过增加切入平面,设计导水槽来完成;为了防止静电干扰,三维激光测量仪电源板及机芯片都是采用局部增加屏蔽罩屏蔽磁波,整体外壳采用全封闭铝制金属外壳,避免激光损害非发射区人员健康。
3 结 语
三维激光测量仪是目前最先进的测量仪器,具有高自动化、高速度、高效率、高测量精度、应用范围广等特点[6],成为近几年来国家重点扶持的项目。有人将中国过去的十年比作是信息和交通提速的十年,未来的十年则是光电的十年,激光测量仪将成为光缆空中监测维护、道路裂痕检测、建筑测量数字建模、隧道隐蔽工程围岩安全监测、高铁轮轨磨损监测等方面不可缺少的监测设备。
随着三维激光测量技术的逐渐成熟和发展,原先成本价过百万的昂贵仪器开始规模化生产并大幅度降低成本,而国内相关产业的快速发展也为三维激光测量仪提供了巨大的市场前景。专家认为,三维激光测量仪将在不久的将来进入国内的建筑行业,替代现在通用的全站仪等普遍使用的测量设备。而作为三维激光扫描仪的核心组成部分,单臂扫描系统的研发为激光扫描仪的开发奠定了基础。希望在不久的将来,市场上可以看到中国自主研发生产的三维激光扫描仪。
[1] 刘旭春,丁延辉.三维激光扫描技术在古建筑保护中的应用[J].测绘工程,2006,15(1):48-49.
[2] 陈东华.基于车载激光扫描系统的三维数字建模项目[J].现代商业,2010,60(30):86-90.
[3] 李清泉,杨必胜,史文中,等.三维空间数据的实时获取、建模与可视化[M].武汉:武汉大学出版社,2008.
[4] Amenta N,Kil Y J.Defining point-set surfaces[J].ACM Trans.Graph.,2004,23(3):264-270.
[5] 李仁举,钟约先,由志福,等.三维测量系统中摄像机定标技术[J].清华大学学报,2002,42(4):481-483.
[6] Frohlich C,Mettenleiter M.Terrestrial laser scanning——new perspectives in 3D surveying[J].International Archives of Photogrammetry,Remote Sensing and Spatial Information Sciences,2004,36(Part 8):W2.
猜你喜欢
材料保护(2022年9期)2022-12-07
建材发展导向(2021年18期)2021-11-05
建材发展导向(2021年13期)2021-07-28
影像视觉(2020年5期)2020-06-30
诗潮(2019年8期)2019-08-23
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
意林·少年版(2018年10期)2018-05-30
现代机械(2018年1期)2018-04-17
诗潮(2017年4期)2017-12-05
