
广西某铅锌矿优先浮选实验研究
2013-11-20 05:05朱宾,陆智
中国矿业 2013年3期
朱 宾,陆 智
(1.桂林理工大学南宁分校,广西 南宁530001;2.广西冶金研究院,广西 南宁530023)
铅、锌金属是重要的金属材料,广泛用于电气、机械、军事、冶金、化学、轻工、医药、核工业、石油工业等领域。广西某铅锌矿原矿含铅0.63%,锌2.38%,Ag 14g/t,铅、锌为主要回收对象,同时综合回收银。为掌握该矿石的分选特性,充分利用资源,最大限度地回收矿石中的有价组份,提高分选指标,从而获得最佳的经济效益,我们对该矿石进行分选工艺的研究。该实验流程和参数,可以作为选矿厂设计的参考资料。
1 矿石性质
试样的多元素分析见表1。由表1知:试验原矿含铅0.63%,锌2.38%,Ag 14g/t,铅、锌为主要回收对象,同时综合回收银。该矿石金属矿物主要有方铅矿、闪锌矿、黄铁矿,其次有微量毒砂、赤铁矿、褐铁矿等;脉石矿物主要为石英,其次有少量长石、白云石、方解石等。
2 分选工艺实验的研究
根据原矿性质分析,我们采用优先浮选流程回收铅锌组份。试验研究内容包括浮选条件试验和流程试验,最终拟定最佳分选流程。整个试验研究工作均在实验室完成,条件试验及闭路试验所用试验设备为实验室型挂槽浮选机。
2.1 磨矿细度试验
在磨矿浓度为61.54%,药剂用量不变条件下(石灰 5000g/t,硫酸锌 400g/t,DY 80g/t,2#油20g/t),进行了磨矿细度试验,实验结果见表2。
由表2可知:随着-0.074mm含量的增加,铅粗精矿铅品位和铅回收率逐渐提高。当-0.074mm含量达70.68%时,铅回收率为78.31%;再进一步增加磨矿细度,铅回收率提高的幅度不大,且磨矿细度越细生产成本越高,故综合考虑磨矿细度选在-0.074mm含量70%左右比较合理,生产上一段磨矿就可实现。
2.2 铅浮选试验
2.2.1 铅浮选药剂方案试验
铅浮选采用捕收剂:DY、丁铵黑药、苯胺黑药进行了对比试验。试验按图1进行,试验结果见表3。

表1 试样多元素化学分析结果

表2 磨矿细度试验结果
由表3可知:方案1粗选+扫选铅回收率78.31%;方案2虽然选择性较好,但铅回收率75.28%稍低;方案3铅回收率79.50%最高,但杂质上浮较严重,锌损失率7.12%也最高;方案4铅回收率77.38%稍低,锌损失率6.30%也稍高。综合考虑:铅浮选决定选择方案1(DY浮铅)方案。

图1 铅浮选药剂方案对比流程

表3 铅浮选药剂方案对比试验结果
2.2.2 铅浮选药剂用量试验
根据捕收剂种类对比试验,铅浮选决定选择DY浮铅方案,分别进行了石灰、硫酸锌、DY用量试验,试验按图1进行,试验结果见表4、表5、表6。
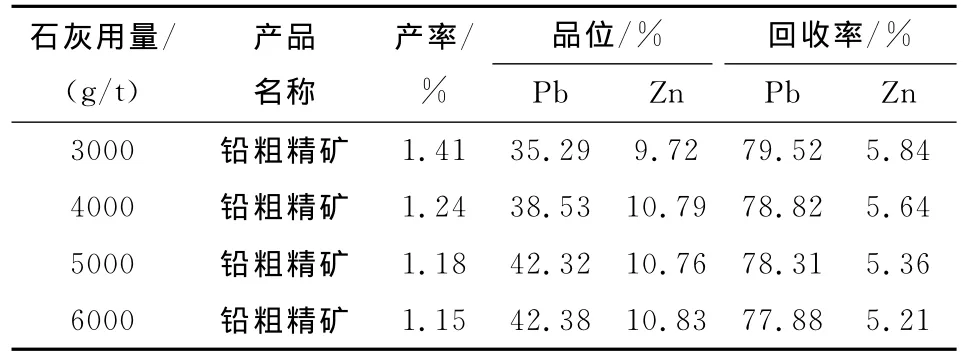
表4 铅浮选石灰用量试验结果
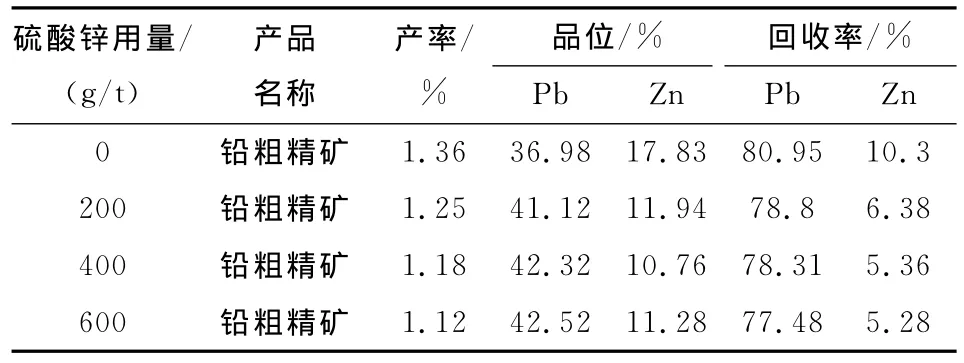
表5 铅浮选硫酸锌用量试验结果

表6 铅浮选DY用量试验结果
由表4可知:石灰用量低于5000g/t时,硫抑制不彻底,铅精矿铅品位较低;石灰用量大于5000g/t时,铅回收率受到一定的影响。铅浮选石灰用量5000g/t较合适。
由表5可知:不加硫酸锌,铅精矿含锌17.83%较高;随着硫酸锌用量的增大,铅精矿含锌逐步下降。但硫酸锌用量达400g/t时,再进一步增加硫酸锌用量,铅精矿含锌下降已不明显。铅浮选硫酸锌用量400g/t较合理。
由表6可知:随着DY用量的增大,铅精矿铅回收率逐步提高,但锌损失率也逐步增加。综合考虑:铅浮选DY用量100g/t较合理。
2.3 锌浮选试验
锌浮选进行了石灰、硫酸铜、丁黄药的用量试验,试验按图2进行,试验结果见表7、表8、表9。
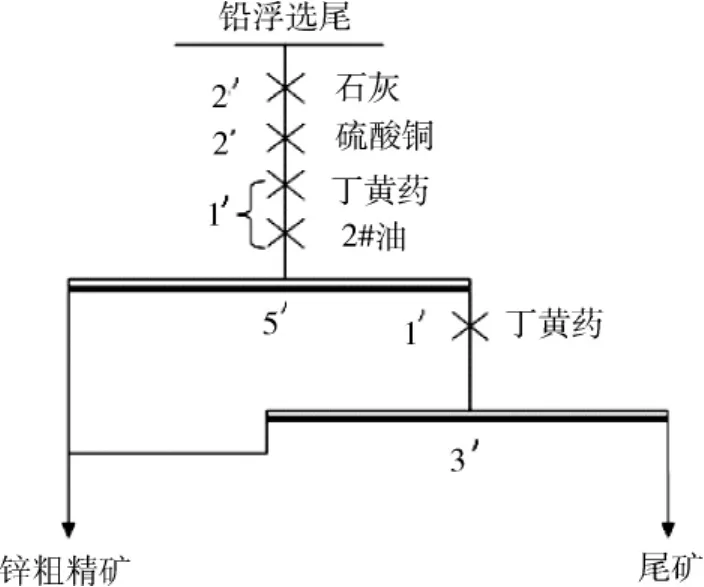
图2 锌浮选石灰用量试验结果
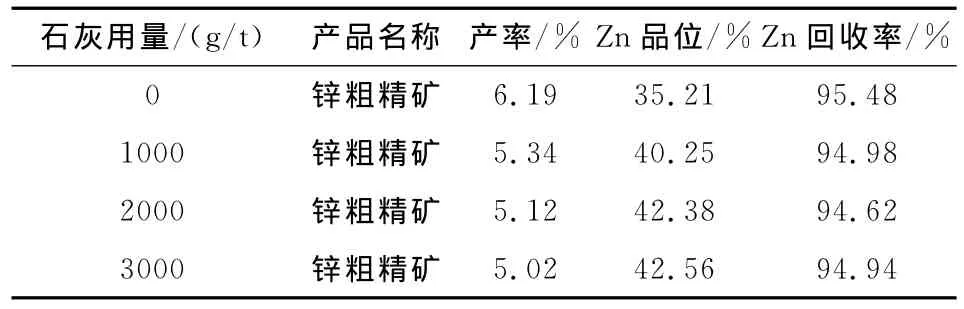
表7 锌浮选石灰用量试验结果
由表7可知:随着石灰用量的增大,黄铁矿抑制得越彻底,所以锌精矿锌品位逐步提高。石灰用量的增大,对锌回收率影响甚微。但从节约生产成本考虑,锌浮选石灰用量2000g/t较合理。

表8 锌浮选硫酸铜用量试验结果
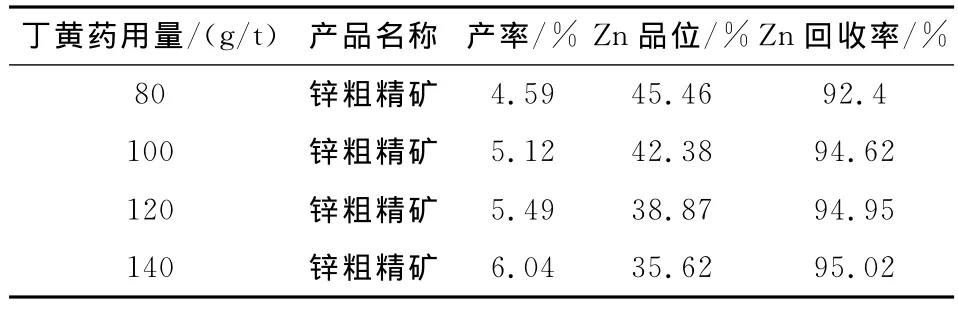
表9 锌浮选丁黄药用量试验结果
由表8可知:随着硫酸铜用量的增大,锌精矿锌回收率逐步提高。但当硫酸铜用量达200g/t后,再进一步增加硫酸铜用量,锌回收率提高幅度己不大。从节约生产成本考虑,锌浮选硫酸铜用量200g/t已足够。
由表9可知:随着丁黄药用量的增大,锌精矿锌回收率逐步提高,但锌精矿锌品位逐步下降;当丁黄药用量达100g/t后,锌回收率提高幅度己不大,因此锌浮选丁黄药用量100g/t。
2.4 闭路试验
在条件试验基础上进行闭路试验。闭路试验采取中矿顺序返回的方法进行,闭路试验铅锌均采用一粗二扫二精工艺流程,实验结果见表10。

表10 闭路试验最终结果
3 结论
1)广西某铅锌矿原矿铅品位0.63%,锌品位2.38%,银品位14g/t,主要矿物为方铅矿和闪锌矿,银主要赋存于方铅矿中,脉石矿物主要为石英。铅、锌、银具有回收价值。
2)选矿试验在磨矿细度-0.074mm占70.68%的条件下,铅浮选采用一粗二扫二精浮选工艺流程,使用石灰+硫酸锌+DY+2号油药方;锌浮选采用一粗二扫二精浮选工艺流程,使用石灰+硫酸铜+丁黄药+2号油药方。试验获得的指标:铅精矿产率0.78%、铅品位65.56%、银品位1050g/t,铅回收率80.22%,银回收率68.25%;锌精矿产率3.68%、锌品位58.35%、锌回收率90.91%。试验指标理想,流程结构合理、成熟、生产中易于操作、管理。
3)实验结果为该矿石的开发、利用提供了理论依据。
[1]胡为柏.浮选[M].北京:冶金工业出版社,1993.
[2]胡熙庚,黄和慰,毛钜凡.浮选理论与工艺[M].长沙:中南工业大学出版社,1991.
[3]熊文良.某高硫铅锌矿选矿工艺研究[J].矿产综合利用,2010(5):8-10.
猜你喜欢
昆钢科技(2022年2期)2022-07-08
广西大学学报(自然科学版)(2022年2期)2022-07-06
今日农业(2021年12期)2021-10-14
山东理工大学学报(自然科学版)(2021年6期)2021-07-02
煤炭工程(2021年4期)2021-05-08
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
商品与质量(2020年23期)2020-11-26
矿产综合利用(2020年1期)2020-07-24
中国金属通报(2020年5期)2020-06-02
河南畜牧兽医(2020年1期)2020-01-11
