减少圆形拉伸冲压件废料工艺
2013-11-12 13:11刘世群宋云霞
科技视界 2013年32期
刘世群 宋云霞
(中航飞机股份有限公司 汉中飞机分公司,陕西 汉中 723200)
一般来说,冲压原材料成本占据冲压零件总成本60%左右,有些工艺简单的零件甚至可占到80%以上。原材的用量对冲压件的生产成本有着非常显著的影响。因此,尽量减少单位原材的用量,采用无废料或者少废料排样一直是冲压工艺设计中最重要的考量要素。特别是近几年,劳动力成本上升及原料价格上涨进一步压缩企业利润。以减少原料单位用量的节流工作更显得尤为重要。
一般冲压教材中也经常会讨论一些常见产品类型的无废料排样方式,但是对拉伸件却很少讨论,本文以笔者近年所做的拉伸件的省料案为例,介绍浅拉伸与深拉伸冲压零件的无搭边排样工艺,抛砖引玉,以便同行业的朋友们参考。
冲压生产中常见的浅拉伸零件工艺排列一般为:
第一步,开料,在料带上下出一个圆饼胚料,料带保有1.5倍料厚的搭边废料。
第二步,轧型,依照产品要求对圆饼胚料轧出需要的形状,根据产品不同,可能需要多次轧型。
第三步,整形,保证产品精度,如果产品精度要求不高,可省略。
第四步,飞边,依照产品外形要求,切除多余废料。
从上面的工序可以看出,因为材料经过轧型变形后,因材料流动,材料边缘将会变得不平整,并且和产品实际外形要求不一致,因此飞边工序不可避免。但是第一步开料成圆形料饼就显得浪费,因此只需要将料带直接切成方形料饼,从而避免开料的搭边浪费。作为浅拉伸产品,因为拉伸系数很大,周边多出的一点材料并不足以引起产品拉裂,完全可以满足实际生产中的生产和品质要求。如果是有朱咀的产品,可以在切料的同时在材料中间预打一个凸包,从而保证有足够的材料流动完成朱咀成型。
例如:需要开一个直径为A的料饼,变更前料带宽A+2b,步距为A+b。变更后料宽为A,步距为A。
材料节省为(A+2b)×(A+b)-A×A,一般可节约材料用量3%~6%。并且不需要直接作模。只需将开料模的排骨做成可调节式的,便可用于不同料宽的开料。不仅节约原料,甚至可以共用开料模,从而节约一笔模具费用。在生产过程中,还可以减少转型号时间,可谓一举多得。
以上简易变更只适合一些浅拉伸的产品,对于深拉伸产品,如果将料饼直接开成方料,由于方角料相对于到圆心的距离。远远大于中间部位,因此,在拉伸时,四角的材料变形量也将大于中间部位,从而达成小拉伸系数拉伸一样的效果,并且在与四角料到中心距离相同的中间部位没有原料,拉伸时四角的材料与中间部位材料流动速度不一致,将不可避免的造成拉裂现象。
另外,这些产品拉伸系数比较小,一般需要3、4道拉伸工序才能满足产品要求,加上朱咀工序,至少在六道工序以上。生产过程中,材料多次流动,变形剧烈。极易造成中间部位拉伸后开裂。并且为防止四角部位起皱,必然要加大压料力,从而使拉深条件更加恶劣,影响产品正常生产。那么应如何避免这些问题,为深拉深产品进行无搭边下料呢,本文以一个带法兰深拉深铁壳为例,介绍深拉深的无搭边下料。
图1为一个带法兰铁壳为典型深拉伸产品,产品外径26.30mm,高度 63.5mm,朱咀直径 11.20mm,朱咀高度 8.9mm。 本文不讨论拉伸系数的分配,直接给出工序如下图所示:
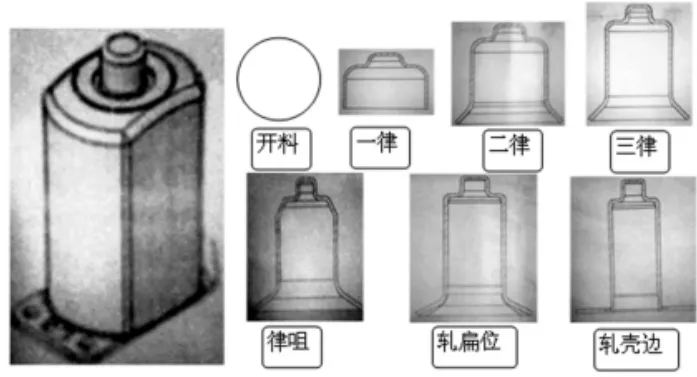
图1
正常开料模的料饼开成圆形,为了防止下料时原料翻入凹模内拉伤模具,一般都要求保留1.5倍料厚以上的搭边废料。如何能够省略这些搭边料,又保证废料不会拉伤模具为这次改善的重点。以图1产品为例,我将下料凹凸模结构改为图2所示:
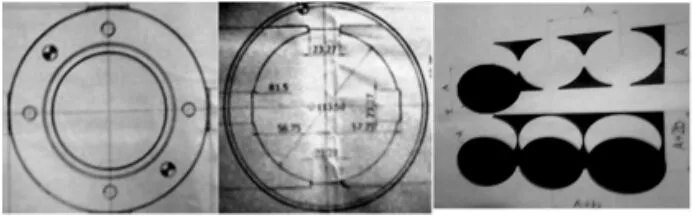
图2
即将下料凹模和凸模四周增加一个R3的凸台(产品料厚2mm),这样既保证了不会有废料拉入模具,多出的R3凸台料又很少 (长度23mm,宽度平均不足2mm),并且多出的原料紧贴着料饼直径,对拉伸系数无影响。平台材料宽度小,对拉伸时材料的流动也没有明显影响。以上产品为例,产品料厚2mm,料饼直径113.5mm,原工艺料宽117mm,步距115mm,现工艺料宽113.5mm步距113.5mm,节约原料0.04kg/Pcs,占原料比重17%。节约效果非常可观。变更前后料带参看上图。
需要注意的是,虽然改善后下好的料是四方R3凸耳均相同,但是模具设计时却不能相等。在左右方向,因为料宽本身存在公差,并且导料板与料带之间至少存在0.20mm间隙。因此在左右方向,凹模凸起平面应该至少高出料饼切线0.5mm以上。在前后方向,因为送料器送料同样存在误差,因此凹模前面的凸台为保证料饼精度,需与料饼直径相切,但是为能补偿送料误差,后面的凸台应至少高于料饼切线1mm。以上产品为例,料饼直径113.5mm。左右平台至中心的距离为57.25mm,前面平台至中心的距离为56.75mm,而后面平台至中心的距离为 57.65mm.。
搭边量是冲压生产中重要的工艺参数,以上两种类性产品在冲压件中也很常见,很多模具工程师在模具设计时也依照“惯性”一般会采用含搭边的常见下料方式。其实我们只需要在模具设计时稍微多加考虑,敢于打破常规,多作尝试,多问几个为什么,就可以节约数量可观的原料,为公司生产有竞争力的产品提供重要支持。由于冲压产品千差万别,本文不可能对所有的下料形状的产品进行介绍,只是抛砖引玉,以期引起同行业朋友的一些思考。
猜你喜欢
娃娃乐园·综合智能(2022年12期)2022-11-24
模具制造(2019年7期)2019-09-25
今日农业(2019年11期)2019-08-13
纤维复合材料(2018年4期)2018-02-18
制造技术与机床(2017年10期)2017-11-28
科学与财富(2016年32期)2017-03-04
世界制造技术与装备市场(2015年6期)2015-02-28
科技传播(2013年22期)2013-10-17
四川水泥(2010年3期)2010-09-13
轴承(2010年2期)2010-07-28