数字化工厂技术在电子制造领域的应用
2013-11-10 05:37平丽浩
中国电子科学研究院学报 2013年6期
孙 袁,刘 刚,严 伟,平丽浩
(南京电子技术研究所,南京 210039)
0 引言
制造业对一个国家的经济和政治地位至关重要,考虑到它在21世纪工业生产中的决定性地位和作用,很多国家尤其是美国等西方发达国家都把制造业发展战略列为重中之重。为了缩短产品制造周期,同时随着产品制造复杂度的增大,越来越多的企业考虑采用数字化工厂技术。数字化工厂(Digital Factory)技术是由德国和英国在1999年首次提出的[1,2],并在德国得到了快速的发展[3,4],之后欧美其他国家也进行了大量研究[5~7]。自2004年,国内多家机构也开展了数字化工厂技术研究,尤其在近几年研究进展迅速[8~12],军工企业如中航工业集团公司也进行研究将其应用于飞机制造中。
数字化工厂旨在整合产品设计、制造工艺、生产计划,以及资源管理等环节,在它们之间架设桥梁以弥补其中存在的信息断层,它不仅可帮助降低从产品计划到车间制造执行之间的不确定性,同时工厂规划方针[13]也可预先对生产设备投资成本及风险进行评估和控制。数字化工厂技术研究涉及面很广,包括虚拟制造技术[14]、能源效率仿真控制[15]、产品全生命周期管理[16]、供应链[17]、三维设计/制造信息模型[18],以及其它各类技术问题[12,19,20]。数字化工厂技术目前在国内外多应用于汽车制造等离散制造业[10,21],包括汽车车身焊接生产线[11]、变速箱生产线[8]等,也有研究希望将其应用于中小型企业[22]。
数字化工厂技术虽然发展迅速并得到了广泛应用,但目前在电子制造领域,尤其是军工电子产品中应用较少。电子行业在现代制造业中具有举足轻重的地位,数字化工厂技术在该领域的研究和应用具有广阔的前景,意义重大。与此同时,随着自动化技术的迅速发展和广泛运用,也将为数字化工厂提供坚实的硬件基础保障,以此为代表的先进制造技术将促进电子企业制造水平和核心竞争力的显著提升。下面介绍电子制造行业的数字化工厂技术研究情况,并结合信息化、自动化技术进行了应用系统验证。
1 电子制造数字化工厂
目前国内工业界对数字化工厂技术定义仁者见仁,一般来说,将广义的数字化工厂定义为以提供产品和服务的企业为核心的包括其合作企业、外协供应商、软件系统服务商和分销商等构成的,使产品制造、供应链、售后服务等一系列信息数字化的动态组织方式;狭义的数字化工厂是指以产品设计、制造资源、工艺流程、生产操作和硬件设备为核心,将数字化的产品设计数据、工艺数据和制造数据等贯穿于产品的全生命周期,实现制造企业的全流程数字化/信息化管理方式。另外,在数字化制造领域,存在三种数字制造观:以制造为中心的数字制造观,以设计为中心的数字制造观和以管理为中心的数字制造观。
电子制造行业相比传统离散制造工业,其制造工艺过程相对复杂,原材料及零器件品种多,来源及物料特性多样。军用电子制造相对于民用行业又具有多品种、变批量的特点,更增加了生产制造管理的难度。这里根据电子制造行业特点着重研究以制造为中心的企业内即狭义数字化工厂技术。
电子产品制造主要涉及产品设计、工艺、生产计划、制造执行管理和硬件设备运行等方面,分别对应设计虚拟样机、PDM、ERP、MES和生产线硬件管理等应用系统。电子制造数字化工厂总体架构可分为设计层、工艺/资源层、执行管理层、硬件控制系统层和硬件设备层,它们之间的关系,如图1所示。
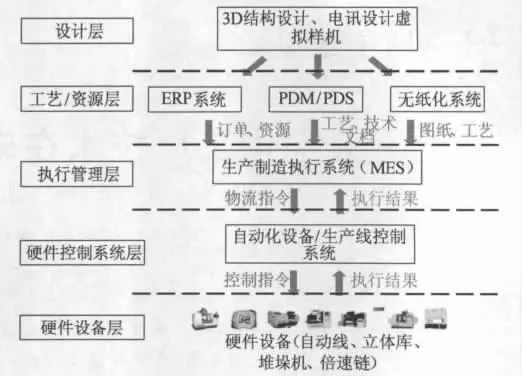
图1 电子制造数字化工厂层级架构
自动化技术是先进制造技术的重要方面,在数字化工厂技术中也是不可或缺的。运用自动化技术实现物流自动输送、自动化流水式生产及制造工艺过程的自动化,不断提高电子产品制造的自动化、智能化水平,实现提高生产效率和批生产产品质量,缩减生产人员和人力成本的目标。
2 制造执行系统(MES)
2.1 MES主要功能
MES是面向车间生产管理的中间层,向上与ERP交互,将ERP生产订单和物料齐套计划分解下发至制造车间,同时与PDM/无纸化系统通讯,获取产品工艺、物料齐套表和接线图等;向下与生产班组、自动化仓储、自动化物流和自动化生产线等软硬件系统集成,对一线生产实行统一管控,同时将生产状况、质量信息和生产统计数据集中存储,实现各类生产统计分析。
MES系统主要功能包括基础资料管理、工艺路线维护、生产计划管理、物料及配送管理、自动线任务管理、现场作业和综合统计查询等,如图2所示。

图2 MES主要功能
2.2 MES运行组织
MES系统新产品上线须经过工艺路线编制、生产线设定及计划派工等步骤,之后进行物料齐套配送及工位现场作业,最终可对生产过程数据进行统计分析,及时反映实际的生产状态。各阶段MES系统对应的主要功能及人员/角色划分,如图3所示。
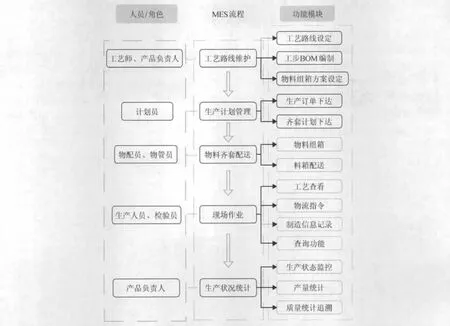
图3 MES运行组织
3 电子产品自动化生产
3.1 自动化仓储物流系统
电子产品元器件品种多、齐套配发复杂,为保证电子产品的高效率制造,要求物料齐套、配送快速、差错率低,为此建立了自动化仓储物流系统。自动化仓储物流系统包括立体库、暂存库、U形工位流水线,库与库、库与工位线之间通过堆垛机和穿梭车等进行物料周转。物流系统局部图,如图4所示。

图4 自动化仓储物流系统
物料/在制件周转以料箱或工装板作为载体,工位线内即工位间使用工装板,入库存储则使用料箱存放物料。
3.2 自动化流水式生产
电子产品制造全流程采用拉动式流水生产模式,流水化生产要求工序节拍匹配度好,这就对产品工艺设计、工序拆分提出了较高的要求。
MES系统中提供产品工序节拍计算和统计的功能。首先,定义自工件进入工位时始至工件完工放行时止的时间差为该工序的单次节拍时间;然后,可根据产品名称、批次号、生产线和时间段等信息统计出符合条件的工序平均节拍时间。工艺师在产品本身制造工艺特点的基础上,结合工序节拍时间,对工艺进行优化设计,得到最优匹配度的工序拆分办法。
对于工序节拍有显著差异的,如筛选、拷机等工序,在制件周转可通过暂存库/立体库中转。
3.3 自动化装配焊接生产线
为提高产品的生产效率和产品质量、缩减生产人员和人力成本,可将传统人工方式为主的制造工艺改进为使用自动化设备实现。如对某装配焊接工艺过程进行改进,设计并运用自动化专用工装,实现了全工艺过程无人自动化生产,生产过程采用流水作业,如图5所示,缩减生产人员的同时提高了生产效率。

图5 自动化装配焊接生产线
自动化生产线内部实现制造工艺过程自动化,对外与自动化物流系统及MES系统集成,MES通过软件交互驱动物流系统及自动化线硬件实现包括物料齐套、配送在内的全流程闭环自动化,同时实现ERP生产订单的下发和生产任务统一管控。自动化生产线与MES集成的设计方案,如图6所示。
MES与自动化线管理系统借助数据库中间表进行通讯,通过作业任务接口表实现任务下达和任务状态交互,同时反馈自动化线生产状态,通过料箱信息和取料申请两类接口表实现自动化线上下料与自动化仓储物流系统的对接,MES运用物料自动配送服务实现生产任务驱动的多工位并行送料和单工位自动串行送料,全流程生产控制无需人工介入。

图6 自动化生产线与MES集成技术方案
4 电子车间的信息化管理
4.1 按工位划分的MBOM及质量追溯
传统的EBOM是一个整体的物料清单,为实现自动化/信息化条件下的物料精细化管理,在产品工艺设计中创立全新的MBOM编制方法,即在产品工序划分时将物料细分至工序级,生成工序级MBOM,同时依据物料尺寸、包装要求(如防静电等)设计物料组箱方案,组箱方案设计了版本管理功能以实现物料组箱方式的持续改进。
在物料齐套时依据MBOM及物料组箱方案将物料按工位组箱,组箱完毕后将料箱存放于仓储库中。根据生产任务时间节点定时将对应物料自动配送至各自工位,这个过程通过信息化手段实现,降低了物料管理的复杂度,同时节省了人力。
在工位级BOM基础上,研究了产品质量追溯问题,装配关键元器件质量记录管理流程,如图7所示。首先在工序BOM定时由工艺师或产品负责人界定产品的关键元器件;关键元器件在物料齐套组箱时须有物配人员初始化物料的批次信息;在生产过程中,作业人员首先将物料接收至工位,完成装配操作后,可将物料批次信息记录下来,这些信息可供生产统计和查询,为产品质量追溯的数据依据。

图7 产品装配质量记录
4.2 产品三维工艺
3D结构设计避免了大量的3D/2D转换工作和必须依靠实物进行判别、评估和确认的工作,同时预先精确的定义、模拟和优化产品,提前发现可能出现的错误,从而大大缩短研制周期、降低成本。在产品3D设计模型基础上进行工艺设计,可提供结构干涉检验等,同时运用3D动画形式演示完整工艺流程,抛弃了繁琐的纸质工艺文件,工艺过程直观、易懂。

图8 产品三维工艺模型
4.3 生产制造可视化管理
生产制造可视化是信息化管理的重要组成部分,包括设计虚拟样机技术、工艺无纸化技术、车间层硬件调度监控技术、生产执行统计看板等方面,可显著提高设计、工艺、制造、现场管理和生产统计的效率,具有准确、实时、直观和高效等特点。生产线可视化监控终端,如图9所示;生产看板,如图10所示。

5 结语
数字化工厂技术是一项新兴的工业应用技术,数字化工厂技术的成功应用在电子制造企业的管理流程优化、产能提升、成本控制、质量管理、人力管理等多方面起到巨大的促进作用,发展前景广阔。
在未来几年中,将继续致力于推动电子产品制造的数字化、信息化水平,包括生产统计过程控制技术(SPC)、自动作业排程技术研究等;同时将进一步研究自动化制造工艺技术,不断提高企业先进制造技术水平。
[1]ROOKS B.Digital Factory Arrives at CIM’98[J].Assembly Automation,1999,19(2):109-115.
[2]DWYER J.Simulation-the Digital Factory[J].Manufacturing Computer Solutions,1999,5(3):48-50.
[3]ZAH F,PATRON C,FUSCH T.The Digital Factory.Definition and Areas of Action[J].ZWF Zeitschrift Fuer Wirtschaftlichen Fabrikbetrieb,2003,98(8):75-77.
[4]GIEBLER E.Focus on The Digital Factory.Simulation of Production Processes.Library of Simulation Models for Electroplating and Industrial Surface Manufacturing Processes[J].Mo Metalloberflache Beschichten Von Metall und Kunststoff,2003,57(1-2):21-26.
[5]MATSUDA M,KASHIWASE K,SUDO Y.Agent Oriented Construction of a Digital Factory for Validation of a Production Scenario[C]//Proceedings of 45th CIRP Conference on Manufacturing Systems,2012:115-120.
[6]BROWN J.Leveraging the Digital Factory:Enhancing Productivity from Operator to Enterprise[C]//Technical Paper-Society of Manufacturing Engineers.2009:1-14.
[7]BALASUBRAMANIAN K,CELLATOGLU A,AKDEMIR T.Remote Control of Digital Factory Through Web[C]//Proceedings of the Annual Southeastern Symposium on System Theory,2009:368-372.
[8]WANG D Q,LI J L,DING J H,et al.Application of Digital Factory Technology for Transmission Production Line[J].Applied Mechanics and Materials,2013,385-386:1 823-1 826.
[9]WANG D Q,LIU C,DING J H,et al.The Research and Development of Digital Factory Integrated Information System for Discrete Manufacturing Enterprise[J].Applied Mechanics and Materials,2013,385-386:1 831-1 834.
[10]JIN X,SU J,YANG C H.Reach on the Application of Digital Factory Technology in Process Planning and Line Teaching Field of Automobile Manufacture[J].Advanced Materials Research,2013,655-657:1 662-1 665.
[11]ZHANG S F,GAN Y G,ZENG K,et al.Study on Process Planning of Auto Body Welding Line Based on Digital Factory[J].Advanced Materials Research,2012(562-564):639-642.
[12]SHAN L,WANG Y M,CHEN B,et al.Study on Modeling and Simulation of Digital Factory Technology in Complex Production Development[J].Advanced Materials Research,2012,383-390:2 383-2 389.
[13]BRACHT U,SPILLNER A,REICHERT J.Stagewise Adoption of Three Dimensional Computer Aided Design(3D-cad)Factory Planning within the Framework of the Digital Factory[J].ZWF Zeitschrift Fuer Wirtschaftlichen Fabrikbetrieb,2008,103(1-2):12-16.
[14]QI E S,LI H,LIU L.Research on the Relationship Between Virtual Manufacturing and Digital Factory[J].Advanced Materials Research,2010,139-141:1 350-1 355.
[15]KULUS D,WOLFF D,UNGERLAND S,et al.Discrete-Event Energy Simulation in the Digital Factory[J].ZWF Zeitschrift fuer Wirtschaftlichen Fabrikbetrieb,2011,106(9):585-589.
[16]KIM G Y,JU Y,KANG H S,et al.Digital Factory Wizard:An Integrated System for Concurrent Digital Engineering in Product Lifecycle Management[J].International Journal of Computer Integrated Manufacturing,2010,23(11):1 028-1 045.
[17]POULY M,BERTHOLD S.Digital Factory for Collaborative Supply Chains[C]//Proceedings of the 2010 14th International Conference on Computer Supported Cooperative Work in Desgin,CSCWD 2010:579-584.
[18]JIAN C,YAN T L.The Information Model of 3D Design and Manufacture Facing Digital Factory[J].Advanced Materials Research,2013,631-632:1 431-1 435.
[19]PIRVU B S,SCHLICK J.A New Simulation Architectural Approach Designed to Close the Informational Gap Between the Digital Factory and the Real Factory[C]//Proceedings of the 14th IFAC Symposium on Information Control Problems in Manufacturing,2012:1 105-1 110.
[20]HEMMER H,SILBER M,KUHN W.A Multi-purpose Simulation Approach for Digital Factory Environments Based on Java EE[C]//Proceedings of the IASTED International Conference on Modelling,Simulation,and Identification,MSI 2011:282-288.
[21]ENGEL M,RIEGMANN T,SCHAFER A,et al.Ten Years of Digital Factory in the Automotive Industry Past and Future of the Digital Factory,DIFA Status Quo[J].ZWF Zeitschrift fuer Wirtschaftlichen Fabrikbetrieb,2010,105(3):178-183.
[22]DETTMERING H,NA A,REITER R.Methods and Tools of the Digital Factory for the Medium Size Business[J].ZWF Zeitschrift Fuer Wirtschaftlichen Fabrikbetrieb,2010,105(5):489-498.
猜你喜欢
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
小学阅读指南·低年级版(2016年1期)2016-09-10
杭州(2015年9期)2015-12-21
自动化博览(2014年6期)2014-02-28