
中国象棋工艺品在数控加工中存在的主要工艺问题的分析与处理
2013-10-29 10:06:18孙鹏
制造业自动化 2013年14期
孙 鹏
(岳阳职业技术学院,岳阳 414000)
0 引言
从图1中我们看出中国象棋工艺品正面是象棋的字,反面是我校校徽图案。反面的图案只有扫描的图形,怎么样处理才能在我们的CAM软件中进行软件编程呢?中国象棋工艺品的数控加工包括数控车和数控铣,象棋的鼓形、正面和反面的槽用数控车加工,以保证基准的统一,使圆槽的圆心与鼓形的外圆同心。象棋反面在车削完后,用切断刀切下来,表面粗糙度是达不到要求的,反面的图案用数控铣床加工,那么反面就和图案一起用数控铣加工。工艺品不仅要求表面光洁还要求纹路漂亮,那么用什么铣刀加工才能达到这个要求呢,而且怎么样定位才能使反面边缘的两圆是同心圆呢?整个象棋的外圆最大的地方只有直径44mm,反面的图案那么小,我们的刀具和参数应该怎么选择呢,下面就这几个问题进行分析与处理。
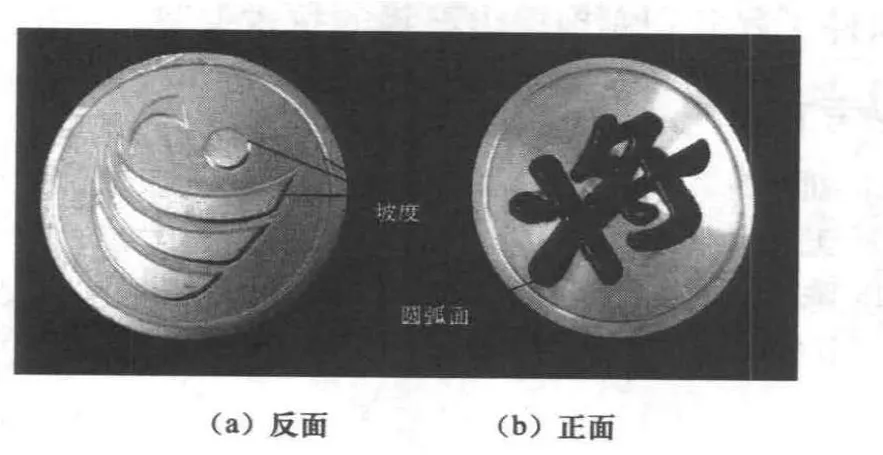
图1 象棋实物
1 工艺问题的分析与处理
1.1 扫描图案的处理方法
我们将扫描的图纸先调入AutoCAD中:
打开Au to CAD软件,点击菜单:插入→光栅图像参照,查找电脑中的图形文件,根据提示指定插入点和比例。
利用Au to CAD中的样条曲线照着插入到图形中的光栅文件进行描图,画好后删除光栅文件。
保存CAD图形。如何是用Master CAM 9.0进行加工,那么CAD图形保存的时候要用2000以下的版本进行保存,MasterCAM 9.0才能识别。保存方法:点击Au to CAD软件中的菜单:文件→另存为,打开图形另存为对话框,如图2所示,选择文件类型为AutoCAD2000版本进行保存。
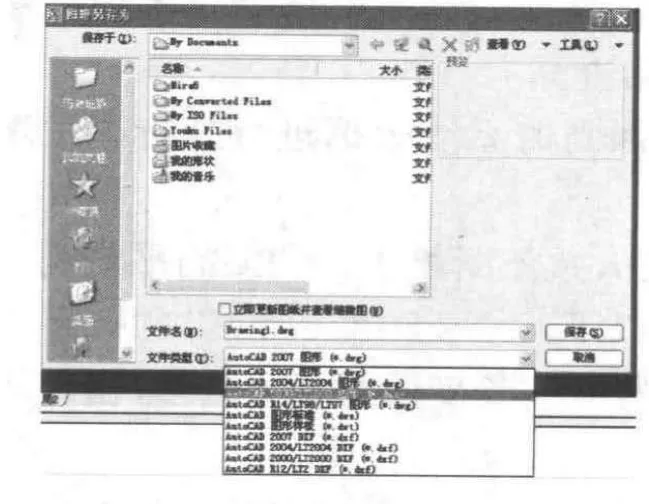
图2 图形另存为对话框

图3 适度化图标
打开MasterCAM 9.0软件,点击菜单:档案→
(a)反面 (b)正面档案转换→Au todesk→读取,选择保存好的CAD文件,点确定→是。在MasterCAM 9.0软件中选择图标适度化(如图3所示)。
1.2 定位方法
工件(象棋)在铣床上的定位方式如图4所示,把三爪卡盘安装在铣床工作台上,工件用三爪卡盘装夹,工件下放一圆柱体垫铁,垫铁的直径比工件小一点就行,垫铁的高度根据测量工件底面到工作台面的高度而定。垫铁的上下端面钻孔,以减少垫铁与工件、垫铁与工作台面的接触面积,从而提高平稳性。
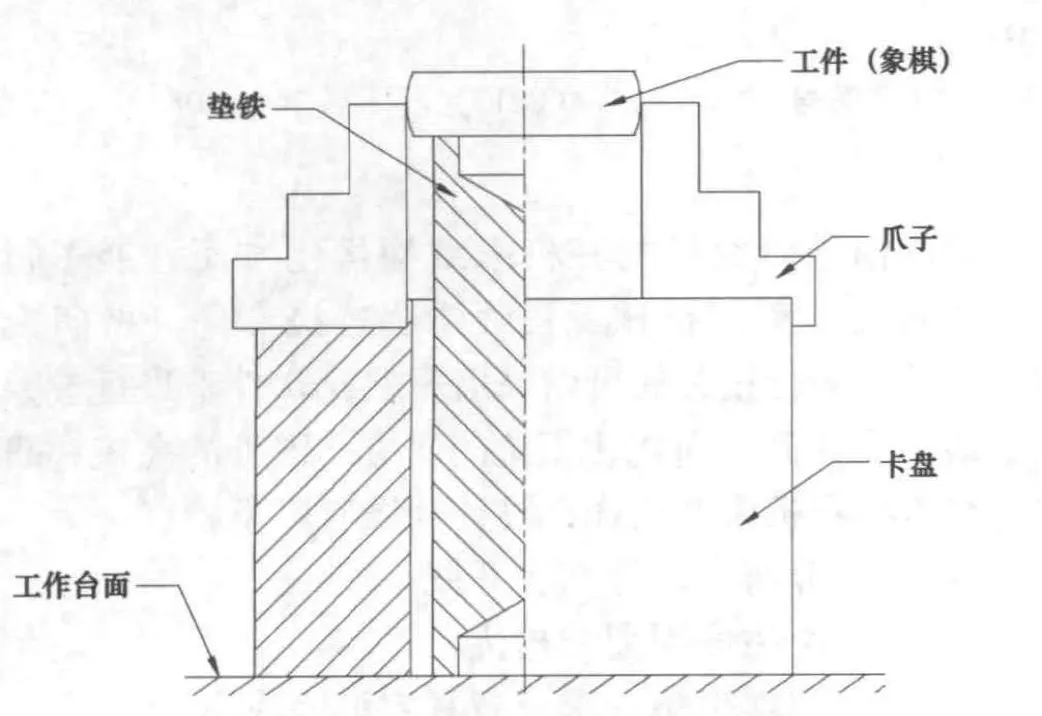
图4 定位方法
1.3 刀具与参数的选择
1)工件反面先要铣削平面,但不能用平刀铣,原因是产生的纹路不漂亮,要用面铣刀铣削。
2)反面的图案和正面的字采用φ2的合金球刀铣。用平刀铣步进可以大些,效率会高些,但图案与反面及字与正面成90o,不漂亮。如果采用球刀铣削,内凹的字侧面成圆弧形,外凸的图案与反面形成一个斜度,这样图形就比较漂亮,如图1所示。
3)在软件编程时,R1的球刀太大,图案太小,铣不了,只能用R0.75的球刀。但在加工时,用R0.75的球刀,要求转速达到5000r/m in左右,否则刀的直径太小很容易断,这就对机床的要求较高,另外刀具直径小,效率也很降低。所以在编程时,采用R0.75的球刀,加工时采用R1的球刀。这么做可行吗?这是可以的。如图5所示R1的球刀,加工图案的深度在0.3mm里,球头刀深入工件的直径只有1.43mm,所以说是可行的。
4)对于直径小的合金刀转速要大些,进给要小些。如我们采用的R1的球刀转速可以取3000r/m in左右,进给速度可以取50mm/m in左右。
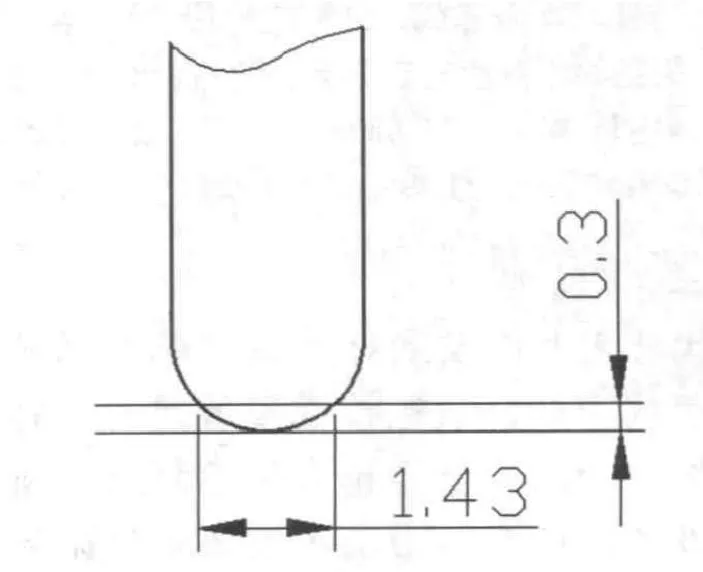
图5 R1的球刀
2 结束语
对中国象棋的数控加工进行工艺分析,大家在遇到上述情况时可以借鉴。此象棋为铝合金材料,加工完成后表面容易碰伤,如果能进行表面处理,效果会更好。
[1] 张永权.零件“手柄”数控加工工艺分析[J].机械工人(冷加工),2007.
[2] 李聪.薄壁零件数控铣加工工艺分析[J].科技信息,2009.
[3] 潘建新,周小红.典型零件数控加工工艺分析[J].机电工程技术,2010.
[4] 唐振宇.典型数控铣削零件加工工艺分析[J].广东轻工职业技术学院学报,2010.
猜你喜欢
装备制造技术(2020年9期)2021-01-26 00:15:16
制造技术与机床(2019年7期)2019-07-22 03:42:06
现代机械(2018年1期)2018-04-17 07:29:48
读写算·小学低年级(2016年12期)2016-12-21 20:09:48
读写算(上)(2016年12期)2016-12-13 10:50:39
现代工业经济和信息化(2016年12期)2016-05-17 05:37:51
现代工业经济和信息化(2016年3期)2016-05-17 05:35:00
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27 06:31:50
新教育时代电子杂志(学生版)(2015年31期)2015-12-20 08:29:42
焊接(2015年9期)2015-07-18 11:03:52
