
基于MPC和CCC的XY平台鲁棒跟踪控制*
2013-10-24 13:09赵希梅孙显峰戴朝辉
制造技术与机床 2013年2期
赵希梅 孙显峰 戴朝辉
(沈阳工业大学电气工程学院,辽宁沈阳 110870)
随着数控机床加工技术的提高,对其加工精度的要求也日益提高,轮廓精度现在已经成为多轴进给系统中重要的性能指标之一[1]。XY平台是数控机床中的重要部件,通过X、Y两个轴的协调运动来实现平面轮廓加工[2]。然而在实际的加工过程中系统会受到外部扰动、摩擦力、参数不确定以及时间延迟效应等因素的干扰[3-4]。因此,控制器的设计目的就是要减小这些因素的影响,提高系统的轮廓精度。
本文采用的是将CCC和MPC相结合的控制方法,在分别控制XY两轴电动机运动过程中存在由参数不确定以及延迟等原因造成的两轴间运动的不协调[5],CCC的原理就是根据XY两轴的位置参数的变化来对轮廓误差进行补偿,进而加强了两轴间的协调,提高了系统的定位精度[6]。为了进一步提高系统跟踪精度,利用MPC来实现对XY平台单轴的跟踪控制。MPC是基于预测控制算法进行设计,采用多步测试、滚动优化和反馈校正等控制策略,适用于控制不易建立精确数字模型且比较复杂的工业生产过程。最后通过仿真实验证明了所采用的控制方案的有效性。
1 XY平台轮廓误差分析
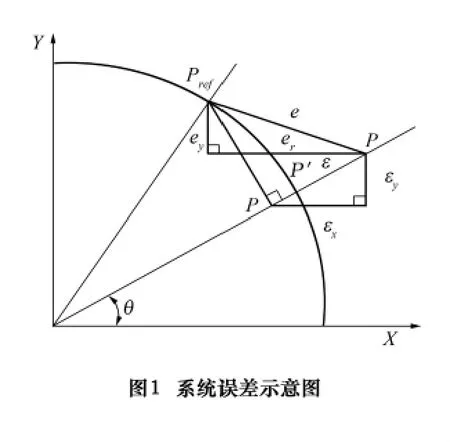
XY平台的系统误差示意图如图1所示。在图中圆弧为给定的运动轨迹信号,Pref为输入信号指定的位置,P为被控系统实际的所在位置,那么点P到圆弧的最短距离PP'就定义为系统的轮廓误差。为了便于计算,通常用P¯P近似为系统轮廓误差,图中用ε表示。其中εx为轮廓误差在X轴方向的分量,εy为轮廓误差在Y轴上的分量。系统的跟踪误差e、ex和ey分别为跟踪误差在X轴和Y轴的分量。
2 控制系统设计
为了提高系统的跟踪性和鲁棒性,基于MPC和CCC的XY平台系统框图如图2所示。图中rx、ry分别为X、Y轴的输入信号,yx、yy分别为两轴的输出信号。预测控制器根据系统的单轴进行设计,然后通过交叉耦合控制器解耦,将轴间耦合所产生的轮廓误差再分别补偿到两轴上。

2.1 交叉耦合控制器设计
XY平台是由两台运动方向相互垂直的直线电动机构成,通过输入给定信号将被控对象沿着其轨迹驱动到指定位置。而在两个轴的相对运动过程中会互相干扰,这种干扰被称为XY轴之间的耦合,它严重影响系统的轮廓精度。为了解决这一问题,本文引入了交叉耦合控制器。
交叉耦合控制器首先对实时跟踪误差进行估计,然后用几何的方法计算出其轮廓误差。从图1中可以看出轮廓误差

这样轮廓误差ε在X轴和Y轴上的分量分别为

这样就根据系统两轴的跟踪误差ex、ey求出了对系统的补偿量[-εx-εy]T为

交叉耦合控制器结构框图如图3所示。

首先通过对输入信号进行实时估计,估计出系统跟踪误差,然后在控制器Cc中对跟踪误差进行计算,求得轮廓误差在两轴上的分量。再分别将他们通过增益放大器补偿到两轴上,这样轮廓误差就相应地被减小了。
2.2 预测控制器设计
在XY平台单轴直线电动机的控制中,采用预测控制器进行设计。首先建立系统的预测模型,假设系统在k+i时刻的传递函数为


其中:-表示估计,式(6)可表示为


通过上式可以直接求出(k+i),这样估计值中的误差被消除。估计值就等于实际值,用y(k)代替式(8)中的(k)得

将Diophantine方程两边同时乘以得

代入式(9)得


然后对系统模型进行滚动优化,其中引入最优化准则:

其中:w为已知的参考输入信号;Hp为预测的范围;ρ为权重因子。引入最优化准则的目的是实现跟踪误差的最小化以及控制信号的最小化。ρ正是改变这两个量的权重,当其增加时,控制信号的变化比最优化准则函数显得更重要,最优化准则函数的结果对输出的控制信号会减小;反之,轨迹的跟踪性能将会变差。
最后,要通过误差校正求出控制器的数学模型。本文中系统预测采用2步进行,即Hp=2。预测系统的输出可以表示为

将预测第一步的结果代入式(13)得

由于采用两步预测,最优化准则为

将式(13)代入(15)得

其中:

若要求得最优化准则函数最小,则

最后解得:

即为预测控制器模型。对于任何参考输入形式,此控制器都能使系统趋于稳定,并达到最小跟踪误差。
3 系统仿真实验分析
本文中XY平台所采用的直线电动机模型为

选择采样时间为0.005 s,将其转化为离散形式:

最后计算出的预测控制器数学表达式为

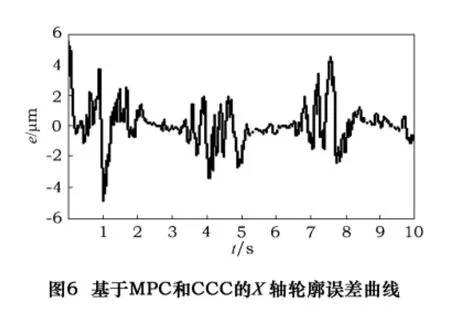
权重因子 ρ=0.000 000 1,X轴输入信号为y=sint,Y轴为y=cost,系统的仿真结果如图4~7。其中图4为基于PI控制器的X轴跟踪误差曲线,图5为基于MPC的X轴跟踪误差曲线。从图中明显可以看出采用MPC的跟踪误差比采用PI控制器的跟踪误差小得多。图6和图7为基于MPC和CCC的两轴轮廓误差曲线。此方法有效地减小了系统的轮廓误差。



4 结语
本文根据XY平台的位置定位精度,提出了将MPC和CCC相结合的方法,通过MPC提高XY平台单轴的位置定位精度以及鲁棒性,通过CCC进行解耦,对轮廓误差进行直接补偿,以消除两轴间的不匹配现象。仿真实验表明,所采用的方法对提高位置精度是可行有效的。
[1]Doo-Jin Shin,Hee-Seob Ryu,Uk-Youl Huh.Fuzzy logic control for the contouring accuracy of XY positioning system[J].IEEE,2001,2(1):1248-1252.
[2]Sungchul Jee,Hakchul Lee.An integrated approach to the analysis and design of a three-axis cross-coupling control system[J].International Journal of Precision Engineering and Manufacturing,2007,8(2):59-63.
[3]Yi-Ti Shih,Chin-Sheng Chen,An-Chen Lee.A novel cross-coupling control design for Bi- axis motion[J].International Journal of Machine Tools and Manufacture,2002,42(14):1539-1548.
[4]Yan Zugen,Sun Lining.Bo huaang research of a novel XY-table based on error compensation[C].Proceedings of the IEEE International Conference on Mechatronics& Automation Niagara Falls,2005(7):61-64.
[5]Barton Kira L,Alleyne Andrew G.A cross-coupled iterative learning control design for precision motion control[J].IEEE Transactions on Control Systems Technology,2008 ,16(6):1218-1231.
[6]Qin S J,Badgwell T A.A survey of industrial model predictive control technology[J].Control Engineering Practice,2003(11):733-764.
猜你喜欢
矿产勘查(2020年2期)2020-12-28
装备制造技术(2020年1期)2020-12-25
潍坊学院学报(2020年6期)2020-11-22
制造技术与机床(2019年11期)2019-12-04
黄河之声(2018年14期)2018-09-20
消费导刊(2017年24期)2018-01-31
中国交通信息化(2017年4期)2017-06-06
共产党员(辽宁)(2015年24期)2015-10-18
消费导刊(2014年12期)2015-02-13
中国交通信息化(2014年10期)2014-06-05
