CNG站脱水装置节能技术
2013-10-20 06:44:20李双双田家林朱小华张力文
天然气工业 2013年9期
梁 政 李双双 田家林 朱小华 张力文
1.石油天然气装备教育部重点实验室·西南石油大学 2.中国石油西南油气田公司销售分公司3.中国石油宝鸡石油机械有限责任公司
CNG加气站脱水装置的脱水效果对加气站的安全运行至关重要[1]。车用压缩天然气增压后的水露点应符合GB 18047的规定,CNG加气站脱水装置宜采用吸附法脱水[2-4]。为保证CNG加气站连续运行,至少需要2个脱水塔,一个塔进行脱水操作,另一个塔进行吸附再生和冷却,然后切换操作。按照脱水装置在CNG加气站工艺流程中的位置分为低压脱水、中压脱水、高压脱水3种方式[5-7]。
脱水装置是CNG加气站的主要耗能单元,其能耗主要体现在加热炉电耗、再生气用量上。目前脱水装置存在再生过程能耗较大、再生气用量大、再生时间和温度不合理、分子筛再生不彻底、再生频率较高、操作次数多等问题[8-14]。为此,结合CNG站脱水装置实际工艺流程,提出了再生气余热利用节能技术,使能量(热量和冷量)互补利用,实现脱水装置节能降耗与优化再生效果的双重目的[15-16]。试验数据表明:在不改变其他设备及参数的条件下,节能改造后再生时间缩短了3h,节能比为27.3%;单次再生气用量减少了60.7m3,节能比为18.4%;加热炉的电耗降低了28.6%。
1 脱水装置工艺流程
两塔脱水装置运行时,保持一个塔处于吸附状态,另一个塔处于再生状态。其单塔循环过程为:吸附→卸压→加热再生→冷吹→充压→吸附[17]。脱水装置工艺流程包括脱水操作和再生操作两部分,其高压脱水工艺流程如图1所示。现假设塔A进行脱水操作,塔B进行再生操作,对其工艺流程进行简述[18-19]。
脱水操作流程:被压缩后的高压天然气经前置过滤分离器分离可能存在的游离水、油和杂质,然后经A高进阀从塔A顶部进入,与塔内分子筛充分接触,分子筛吸附高压天然气所含的水和部分烃得到干燥的天然气,干燥后的天然气从塔A底部排出,经A高出阀进入后置过滤分离器分离后进入高压储气容器。后置过滤分离器主要滤掉气流中携带的分子筛粉末,以免堵塞后续设备。
再生操作流程:再生气(储气容器内的干气)经调压柜节流降压后进入加热炉加热,温度上升至210℃左右,经B热进阀从塔B底部进入,与分子筛接触传热,随着分子筛温度升高,分子筛吸附的水分及部分烃被再生气带走,逐步完成分子筛的再生。当脱水塔顶部温控仪温度显示为125℃左右时,标志加热再生阶段完成。随后进入脱水塔的冷吹再生阶段,关闭加热炉电源,继续通干气对分子筛进行冷吹降温,当脱水塔顶部温度降至40℃以下时,分子筛恢复吸附能力,停止冷吹,脱水塔再生完成。再生气经脱水塔顶部排出,经B热出阀进入冷凝分离器冷却分离后进入回收罐。

图1 脱水装置高压脱水工艺流程图
2 再生气余热利用节能技术
由脱水装置工艺流程知,再生气从塔A顶部排出时携带了大量的热量直接进入冷凝分离器,存在如下问题:①冷凝分离器进口温度较高,不利于气液分离,影响分离效果;②再生气的热量大量浪费,没能得到再次利用,同时也提高了回收罐的温度。再生气调压后存在节流降压积霜现象(图2),导致加热炉的进气温度很低,而脱水塔顶部出口温度较高,致使冷凝分离器进口温度较高,不利于CNG分离,由此提出了再生气余热利用节能技术,即利用再生气的余热预热调压后的低温再生气,同时利用调压阀节流降温后的冷量冷却脱水后的高温再生气,两者的能量(热量与冷量)互补利用,实现节能降耗的目的。节能技术有如下效果:①提高再生气进入加热炉的进气温度,降低加热炉的电耗;②减少再生气加热时间,减少再生气的用量;③降低冷凝分离器进口温度,提高分离效果。

图2 再生气调压积霜现象图
再生气余热利用节能技术的工艺流程如图3所示,增加了再生气换热器及其相关转换流程。现仍然假定塔A进行脱水操作,塔B进行再生操作,对其工艺流程进行简述。脱水操作流程保持不变,再生操作流程略有变化,换热器与加热炉处于同步状态(图4)。加热再生时,打开阀1,关闭阀2,调压后的低温再生气进入新增加的换热器壳程,塔A出口的高温再生气进入换热器管程,实现换热,从而提高加热炉再生气的进口温度、降低冷凝分离器的进口温度。冷吹再生时,打开阀2,关闭阀1,调压后的低温再生气经过加热炉旁通(避免换热器把热量再次带入塔B),直接进入塔B冷吹分子筛,使分子筛快速冷却,完成分子筛再生。
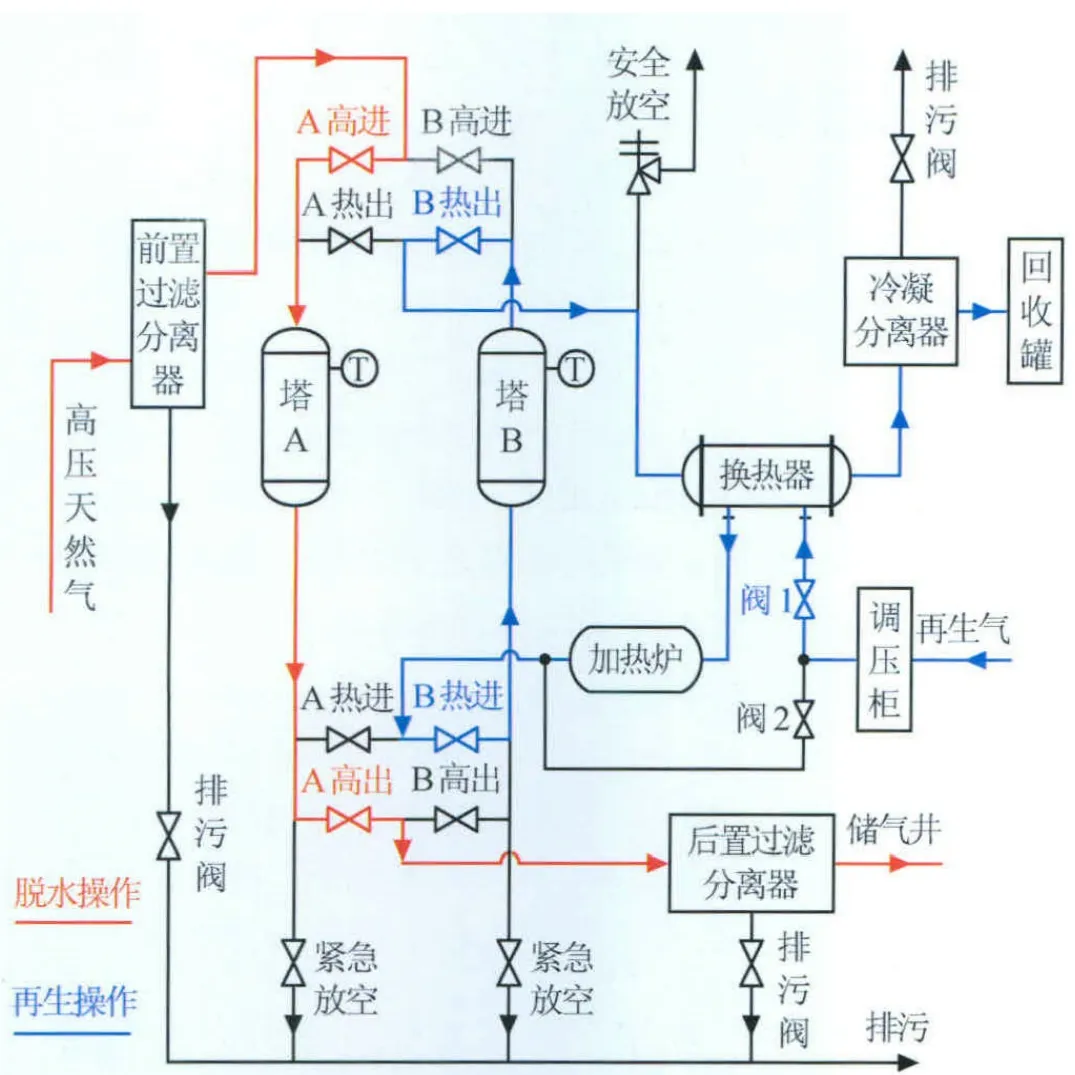
图3 再生气余热利用节能技术工艺流程图

图4 换热器与加热炉的工作关系图
3 节能技术效果分析
为分析节能技术的可行性和节能效果,按图3的工艺流程,结合脱水装置的工艺流程,完成了脱水装置的节能技术改造,脱水装置节能改造前后现场见图5。为完成节能技术的效果分析,分别统计了节能技术改造前后,在不改变其他设备及参数的条件下,完成一次分子筛再生所需要的气量和电耗量。改造前后脱水装置再生操作时的试验数据(加热再生时间、电耗量、再生气用量)见表1,改造前后加热炉进口管壁温度变化曲线、加热炉单位时间电耗量变化趋势见图6、7。

图5 脱水装置节能改造前后现场图

表1 脱水装置再生操作时统计数据表
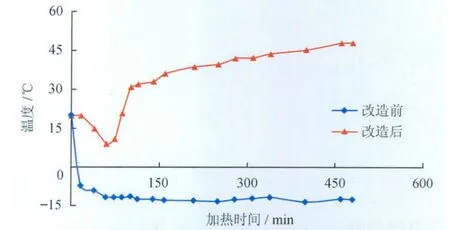
图6 加热炉进口管壁温度变化曲线图

图7 加热炉单位时间电耗量变化趋势图
分析上述图表数据可以得出:①改造后加热时间减少了27.3%,再生气用量减少了18.4%,加热炉电耗量减少了28.6%;②由于再生气余热利用是一个自身循环预热的过程,大约1h之后,换热炉才开始对再生气预热,随后加热炉进口温度缓慢升高,最后管壁温度稳定在47℃左右;③再生气余热利用存在滞后,随着换热器逐渐换热,加热炉单位时间电耗量相比改造前电耗减小,充分说明再生气余热得到利用,达到了节能运行的目的。
4 结论
1)应用再生气余热利用的节能技术提高了加热炉的进气温度,减少了加热时间和电耗量,降低了脱水装置的能耗,技术上可行。
2)利用再生气节流降压的冷量冷却脱水塔出口的再生气,降低了冷凝分离器进口温度,改善了CNG分离效果。
3)能量互补利用的模式可用于类似的工艺流程,实现节能降耗、经济运行的目的。
[1]宋玉红,王少杰,王川红,等.加气母站前置脱水装置运行需注意的问题[J].油气储运,2012,31(1):75-77.SONG Yuhong,WANG Shaojie,WANG Chuanhong,et al.Problems in the operation of pre-dewater in CNG filling station[J].Oil & Gas Storage and Transportation,2012,31(1):75-77.
[2]国家发展和改革委员会.SY/T 0076—2008.天然气脱水设计规范[S].北京:石油工业出版社,2008.National Development and Reform Commission.SY/T 0076-2008Code for design of natural gas dehydration[S].Beijing:Petroleum Industry Press,2008.
[3]张沛.CNG汽车是天然气利用的重要发展途径[J].石油与天然气化工,2008,37(1):23-27.ZHANG Pei.Developing way of using natural gas by CNG vehicle[J].Chemical Engineering of Oil & Gas,2008,37(1):23-27.
[4]李明,魏志强,张磊,等.一种特殊气质分子筛脱水方案设计[J].石油与天然气化工,2011,40(2):141-145.LI Ming,WEI Zhiqiang,ZHANG Lei,et al.Molecular sieve dehydration scheme of particular natural gas composition[J].Chemical Engineering of Oil & Gas,2011,40(2):141-145.
[5]郑大振.LNG工厂的天然气净化工艺及其新发展[J].天然气工业,1994,14(4):67-70.ZHENG Dazhen.Natural gas purifying process and latest development of LNG factory[J].Natural Gas Industry,1994,14(4):67-70.
[6]胡晓敏,陆永康,曾亮泉.分子筛脱水工艺简述[J].天然气与石油,2008,26(1):39-41.HU Xiaomin,LU Yongkang,ZENG Liangquan.Description of molecular sieve dehydration process[J].Natural Gas and Oil,2008,26(1):39-41.
[7]王协琴.车用压缩天然气脱水[J].天然气工业,1999,19(6):75-78.WANG Xieqin.Dehydration of compressed natural gas used as vehicle fuel[J].Natural Gas Industry,1999,19(6):75-78.
[8]田家林.CNG加气站节能降耗技术研究[D].成都:西南石油大学,2009.TIAN Jialin.Energy conversation research of CNG fueling station[D].Chengdu:Southwest Petroleum University,2009.
[9]王乐,贾立民,付孟贵,等.天然气脱水系统的技术改造[J].天然气工业,2005,25(8):123-124.WANG Le,JIA Limin,FU Menggui,et al.Technical reform of gas dehydration system[J].Natural Gas Industry,2005,25(8):123-124.
[10]陆剑波,张余,杨慧,等.CNG站能效对标指标体系的建立[J].石油与天然气化工,2012,41(6):616-618.LU Jianbo,ZHANG Yu,YANG Hui,et al.Foundation of energy benchmarking system for CNG station[J].Chemical Engineering of Oil & Gas,2012,41(6):616-618.
[11]阮中伟,兰书彬.大丰市CNG站优化操作技术分析[J].石油与天然气化工,2005,34(6):459-461.RUAN Zhongwei,LAN Shubin.The technical analysis of the operation optimizing of CNG station in Dafeng city[J].Chemical Engineering of Oil & Gas,2005,34(6):459-461.
[12]李明,魏志强,张磊,等.分子筛脱水装置节能探讨[J].石油与天然气化工,2012,41(2):156-160.LI Ming,WEI Zhiqiang,ZHANG Lei,et al.Discussion on energy saving of molecular sieve dehydration unit[J].Chemical Engineering of Oil & Gas,2012,41(2):156-160.
[13]王正才,刘生丽,高金桥,等.天然气深冷处理装置分子筛循环换热节能脱水工艺研究[J].石油与天然气化工,2006,35(4):264-266.WAGN Zhengcai,LIU Shengli,GAO Jinqiao,et al.Research on the dehydration process of molecular sieve with circulating heat exchange technology for energy conservation in cryogenic separation unit of natural gas[J].Chemical Engineering of Oil & Gas,2006,35(4):264-266.
[14]胡世鹏,吴小林,马利敏,等.基于BP神经网络和遗传算法的天然气脱水装置能耗优化[J].天然气工业,2012,32(11):89-94.HU Shipeng,WU Xiaolin,MA Limin,et al.BP and GA-based energy consumption optimization of gas dehydration plants[J].Natural Gas Industry,2012,32(11):89-94.
[15]梁政,李双双,田家林,等.一种天然气吸附剂再生节能工艺及装置:中国,201310006846.1[P].2013-01-09.LIANG Zheng,LI Shuangshuang,TIAN Jialin,et al.One regeneration energy saving technology and device of natural gas adsorbent:CN,201310006846.1[P].2013-01-09.
[16]梁政,李双双,田家林,等.CNG压缩机节能技术与试验分析[J].天然气工业,2013,33(2):95-97.LIANG Zheng,LI Shuangshuang,TIAN Jialin,et al.An experimental study of technical measures for energy saving of CNG Compressors[J].Natural Gas Industry,2013,33(2):95-97.
[17]宁成千,岑康,严宇,等.CNG加气站高、低压脱水工艺技术经济分析[J].西南石油大学学报,2007,29(增刊2):150-152.NING Chengqian,CEN Kang,YAN Yu,et al.Technical and economic analysis of low and high pressure dehydra-tion technique for CNG station[J].Journal of Southwest Petroleum University,2007,29(S2):150-152.
[18]周三平,樊玉光,陈兵.橇装式伴生气吸附脱水装置及吸附脱水工艺[J].石油机械,2007,35(7):59-61.ZHOU Sanping,FAN Yuguang,CHEN Bing.Skidmounted dehydration unit and process of associated gas[J].China Petroleum Machinery,2007,35(7):59-61.
[19]何策,张晓东.国内外天然气脱水设备技术现状及发展趋势[J].石油机械,2008,36(1):69-72.HE Ce,ZHANG Xiaodong.The present situation and development trend on natural gas dehydration equipment at home and abroad[J].China Petroleum Machinery,2008,36(1):69-72.
猜你喜欢
建材发展导向(2022年24期)2022-12-22 07:44:32
选煤技术(2022年1期)2022-04-19 11:15:02
能源研究与信息(2021年3期)2021-11-20 14:38:38
福建质量管理(2020年16期)2020-09-09 02:56:00
中国特种设备安全(2019年7期)2019-09-10 07:31:04
建筑热能通风空调(2018年5期)2018-07-09 03:16:44
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01 06:09:41
安全(2015年1期)2016-01-19 06:19:07
石油工程建设(2014年5期)2014-03-20 15:24:40
天津冶金(2014年4期)2014-02-28 16:52:54