钛-二氧化铅阳极电解次磷酸钠制备高纯次磷酸*
2013-10-17 02:52郭爱红唐雪娇张宝贵
无机盐工业 2013年11期
郭爱红,唐雪娇,张宝贵
(1.河北联合大学化学工程学院,河北唐山 063009;2.南开大学环境科学与环境工程学院)
次磷酸(H3PO2)又名次亚磷酸,是精细磷化工的一个重要产品。传统的次磷酸的合成是将黄磷和氢氧化钡反应,用硫酸根去除钡离子,因为钡盐的溶解度很低,所以难以得到高浓度的次磷酸溶液,生产时需要重结晶。离子交换树脂法生产次磷酸的生产周期长,得到的次磷酸中杂质离子的含量高,而且生产成本比较高。随着电化学的发展,电渗析法制备次磷酸引起研究者的关注。使用电解法以次磷酸钠为原料生产次磷酸,目前国外仅有专利报道。采用钛涂钌作为阳极,具有电极寿命长、无污染、电流效率高等优点,但是钛涂钌电极价格昂贵,而中国的钌资源稀缺,因此该电极材料无法在中国实现大规模工业应用。目前,中国生产次磷酸的方法主要为离子交换树脂法和电渗析法,制备得到的次磷酸产品中杂质离子的含量较高,难以满足尖端制造业的要求。因此,选择一种成本低、纯度高、杂质少的合成工艺对推动次磷酸工业化生产至关重要。
以往的实验中主要研究了三室、四室电解槽,石墨和钛涂钌电极作为阳极材料电解次磷酸钠制备次磷酸的工艺[1-2]。但得到的次磷酸中杂质离子含量较高,低于电容器试剂要求,难以满足电容器生产的需要。为了提高次磷酸的纯度,笔者研究了以六室电解槽为反应槽,钛-二氧化铅电极作为阳极,不锈钢电极作为阴极,电解次磷酸钠制备次磷酸的新工艺。
1 实验部分
1.1 实验设备
目前,电解法生产次磷酸多采用四室电解槽,但是阳离子交换膜的存在并不能100%阻止次磷酸根进入阳极室,导致被阳极室生成的氧气氧化。阴离子交换膜也不能完全阻止钠离子进入产品室,从而影响产品的纯度。部分氢氧根会穿过阳离子交换膜进入原料室,不仅消耗氢离子,还影响膜的选择性。因此,为了进一步提高产品的纯度,笔者将四室电解槽改进成六室电解槽。图1为六室电解槽的结构示意图。在原料室和产品室之间加一层阴离子交换膜,阻止钠离子进入产品室;在原料室和阴极室之间加阳离子交换膜,阻止阴极室生成的OH-消耗H+。

图1 六室电解槽结构示意图
阳极室、产品室和阴极室的主要反应:
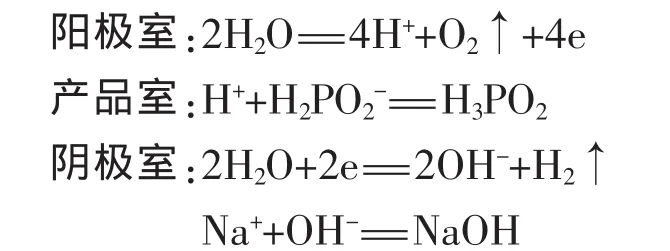
1.2 试剂和装置
试剂:次磷酸钠(AR);次磷酸(质量分数为50%的水溶液);氢氧化钠(AR);硫酸(AR);二次蒸馏水。
仪器:六室电解槽(自制);电极:阳极为石墨、钛-二氧化铅和钛涂钌电极,阴极为不锈钢电极;直流电源(自制);阴、阳离子交换膜[上海化工厂(No.3361、No.3362)];WFX-1 型火焰原子吸收光谱仪;78-1型SPM-10-A数字酸度计。
1.3 电解液初始浓度
阳极室:硫酸(0.1 mol/L);产品室:次磷酸(10 g/L);原料室:次磷酸钠溶液;阴极室:氢氧化钠(10 g/L)。
1.4 测定方法
采用原子吸收法测定 Na+、Ca2+、Fe2+和 Pb2+;采用电位滴定法测定Cl-;采用浊度法测定。
2 实验结果与讨论
2.1 钛-二氧化铅阳极性能
分别以石墨电极、钛-二氧化铅电极和钛涂钌电极作为阳极,电极面积为 40 cm2,电流密度为30 mA/cm2,电解3 h,以饱和甘汞电极作参比电极,在电解过程中,测量参比电极与阳极间的电位,结果见图2a。电解至12 h,测定3种电极产品室的产品浓度随电解时间的变化,并计算不同电解时间下的电流效率,结果见图2b、2c。

图2 3种电极的阳极电位(a)、产品质量浓度(b)和产品室电流效率(c)随电解时间的变化
由图2a可见,在电解开始时,钛-二氧化铅电极的初始电位最高,电解3 h后,3种电极的阳极电位达到稳定,钛涂钌电极是其中最省电的阳极材料,钛-二氧化铅电极消耗电量最大。从图2b可见,电解12 h后,3种电极材料中钛涂钌电极的产品质量浓度最高,且和钛-二氧化铅电极产品室产品质量浓度相近,石墨电极的产品质量浓度最低。由图2c可见,在整个电解过程中,钛涂钌电极的产品室电流效率始终保持最高,钛-二氧化铅电极与钛涂钌电极相差不大。可见,在获得的产品浓度和产品室电流效率这两方面,钛-二氧化铅电极要优于石墨电极,接近于钛涂钌电极。上述的比较结果表明,钛-二氧化铅电极是比较理想的阳极材料,有望在中国大规模推广应用。
2.2 钛-二氧化铅电极作为阳极最佳工艺条件
2.2.1 电解电流
为了得到以钛-二氧化铅电极作为阳极的最佳生产工艺,在实验中,以不锈钢作为阴极,制作面积为40 cm2的阴阳电极,电解温度保持在40℃以下,次磷酸钠电解溶液质量浓度为400 g/L,改变电流值,电解时间大于6 h,所得次磷酸浓度及电流效率随电流的变化如图3所示。由图3可知,当电流为3.0 A时,电流效率接近68%。当电流较小时,得到同等浓度产品需要较长的电解时间,在工业生产中会使生产周期变长;而电流较高时,电解相同时间,产品浓度较大,但是电流效率却在一定程度上下降。电解过程中,当电流超过4.0 A时,电解液的温度升高较快,温度的升高会减少离子交换膜的寿命。因此,实验选择3.5 A为最佳电解电流。

图3 电解电流对次磷酸质量浓度和电流效率的影响
2.2.2 次磷酸钠浓度
保持电解电流为3.5 A,将原料室的次磷酸钠溶液质量浓度由100 g/L增至500 g/L,电解时间大于6 h,所得产品浓度随原料浓度变化见图4。由图4可知,得到的次磷酸溶液浓度随着原料次磷酸钠浓度的增大而增大,但如果次磷酸钠溶液的浓度过大,不仅会影响离子交换膜的选择透过性,还会减少膜的使用时间。当次磷酸钠浓度由300 g/L增至500 g/L时,产品次磷酸质量分数仅由66%增至68%。因此,实验选择适宜的次磷酸钠质量浓度为300 g/L。

图4 次磷酸溶液浓度随次磷酸钠溶液浓度的变化
2.2.3 电解时间
当次磷酸钠电解浓度为300 g/L、电流为3.5 A、电解时间为24 h时,产品次磷酸浓度和电流效率随电解时间的变化如图5所示。由图5可见,随着反应时间的增加,次磷酸浓度逐渐增大,但是电流效率却随着电解时间的延长而降低,电解达16 h时,电流效率从最初68%降至45%。一般情况下,当次磷酸质量浓度达120 g/L左右后,就可以进行下一步富集操作,得到质量分数为50%的次磷酸溶液。综合考虑,最佳电解时间确定为15 h。
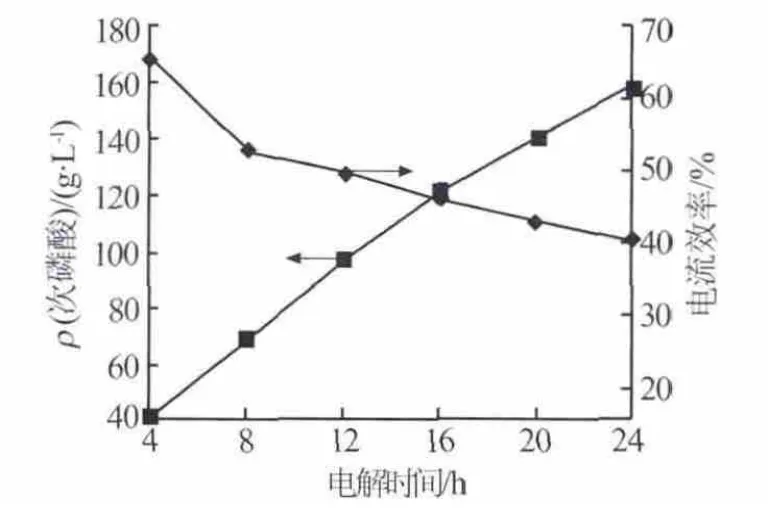
图5 次磷酸浓度及电流效率随电解时间的变化
2.3 产品质量
以钛-二氧化铅电极作阳极,不锈钢作阴极,阴阳电极面积各为40 cm2时,原料次磷酸钠溶液质量浓度为300 g/L、电流为3.5 A条件下,控制电解温度在40℃左右,电解15 h后,取所得的次磷酸溶液,减压富集,得到的次磷酸溶液质量分数为55%,密度为1.26 g/mL。富集次磷酸的检测指标见表1。

表1 富集后次磷酸溶液的主要测量指标
采用钛-二氧化铅电极作阳极,六室电解槽电解法生产次磷酸和课题组四室电解槽相比,产品中杂质钠离子、钙离子、氯化物、重金属和硫酸盐的含量得到降低,可满足电容器行业的技术要求。钛-二氧化铅电极没有固体沉淀,无其他杂质离子产生,也无需更换阳极液,只需定期补充电解消耗的水,因此具有很高的环保效应,属于清洁生产。
[1]张宝贵,张英喆,程建忠,等.电解法制备次磷酸的方法:中国, 1341779[P].2002-03-27.
[2]王福生,许芸芸,韩晓丽,等.使用钛涂钌电极作为阳极电解法制备次磷酸的研究[J].应用化工,2004,33(3):28-30.
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
世界有色金属(2021年8期)2021-10-31
石家庄学院学报(2021年3期)2021-05-23
化学与生物工程(2020年11期)2020-11-23
湿法冶金(2020年1期)2020-02-24
制造技术与机床(2019年8期)2019-09-03
江西建材(2018年1期)2018-04-04
科学与财富(2017年9期)2017-06-09
中国氯碱(2017年3期)2017-04-18
中国医药科学(2015年15期)2015-02-27