
江陵凹陷深层卤水提溴工艺研究*
2013-10-17 02:51:22谭秀民张秀峰张利珍
无机盐工业 2013年5期
谭秀民 ,张秀峰 ,张利珍
(1.中国地质科学院郑州矿产综合利用研究所,河南郑州, 450006;2.国家非金属矿资源综合利用工程技术研究中心)
位于湖北省中南部的江陵凹陷地层深部蕴藏富钾卤水,该卤水中其他微量元素(如溴、碘、锂、铷、钾)的含量也较高,均超过工业开采利用品位,构成湖北荆州颇具优势的液态矿产资源。据最近一次卤水普查数据可知:当地卤水储量达1×109m3,卤水平均含溴量为156 mg/L,溴离子总储量约为15.6万t。随着溴价格的逐年攀升,以及国内外市场的供不应求,对深层卤水溴的提取就显得尤为重要,并日益成为研究的重点。
溴素的生产工艺有水蒸气蒸馏法、空气吹出法、离子膜法、树脂吸附法、萃取法等[1-2]。其中空气吹出法和水蒸气蒸馏法在工业上的应用较多,其他方法仅处于实验状态,不适用于大规模制溴。目前,中国溴素生产能力的90%左右采用空气吹出法。在该方法中,酸法吸收工艺占全国总能力的85%左右,而空气吹出碱法制溴由于成本和冬季生产消耗高而限制了其进一步的应用。中国从1967年开始用“空气吹出法”进行海水提溴的研究,1968年获得成功。几乎同时进行了水蒸气蒸馏法的研制,但由于水蒸气蒸馏法适用于溴含量高的盐田卤水,因而生产规模受到了限制,根据江陵凹陷深层卤水溴含量的实际情况,笔者采用酸化、氯气氧化、空气吹出、亚硫酸钠吸收、粗溴蒸馏分离等方法获得精制溴的工艺路线。
1 实验部分
1.1 提溴料液组成分析
考虑到卤水资源综合利用工序,提溴工作安排在提钾、硼之后,提钾、硼后原料液主要组成见表1。由表1可见,经过前期的富集,Br质量浓度已达2250 mg/L,有必要采用空气吹出法回收Br。
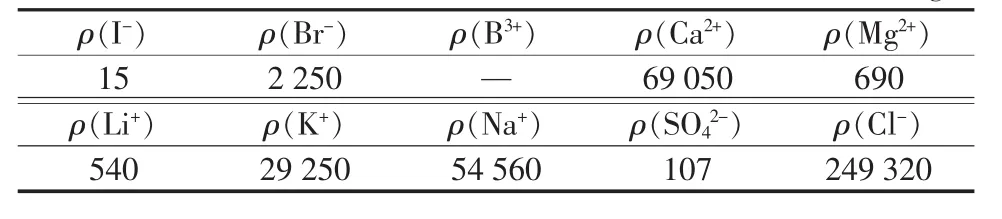
表1 提溴原料液主要组成 mg/L
1.2 实验方案的设计(图1)
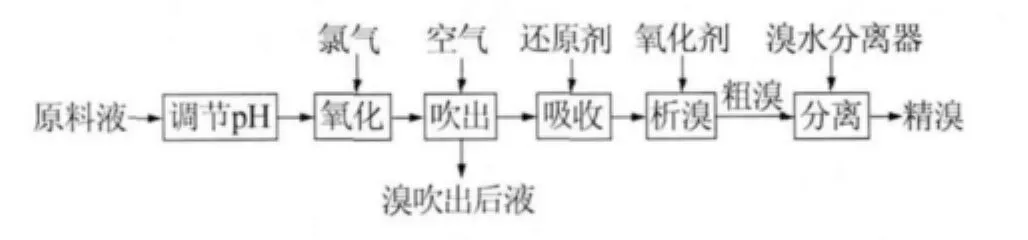
图1 提溴工艺流程示意图
1.3 术语定义
溴吹出率按下式计算:

溴吸收率按下式计算:

2 结果与讨论
2.1 氧化电位的选择
经查询相关文献可知,为使Br-完全氧化成Br2,氧化电位一般控制在960~980 mV。实验采用氧化电位指示计来检测氧化电位,以此决定Cl2的通入量。
2.2 鼓气速度对吹出率的影响
在固定体积为500 mL、吹出时间为10 min、原料液Br质量浓度为2128 mg/L的条件下,考察鼓气速度对吹出率的影响,结果见图2。由图2可知,随着鼓气速度的加快,吹出率逐渐增大。如果鼓气速度过快,气体将夹带液体进入吸收液中,影响吹出效果,所以实验选择适宜的鼓气速度为1 m3/h。
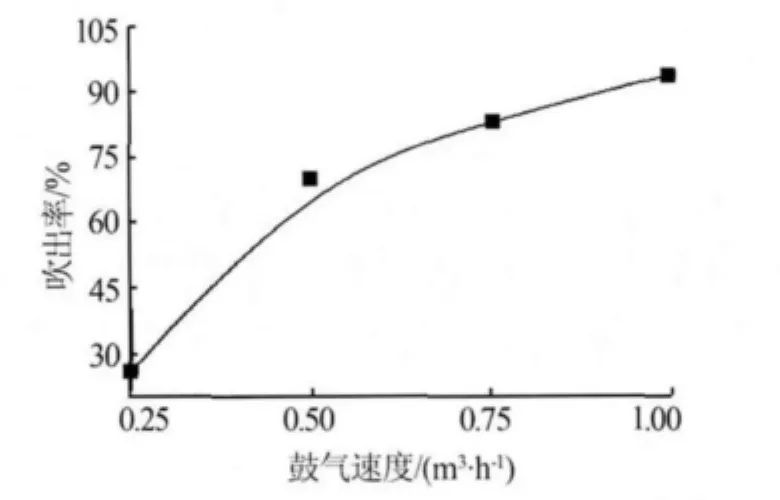
图2 鼓气速度对吹出率的影响
2.3 吹出时间对吹出率的影响
在鼓气速度为1 m3/h、体积为500 mL、原料液Br质量浓度为2128 mg/L的条件下,考察了吹出时间对吹出率的影响,结果见图3。由图3可知,随着吹出时间的延长,吹出后液的浓度不断降低,吹出率不断增大;超过15 min后,吹出后液的浓度趋于稳定。因此实验选择适宜的吹出时间为15 min。
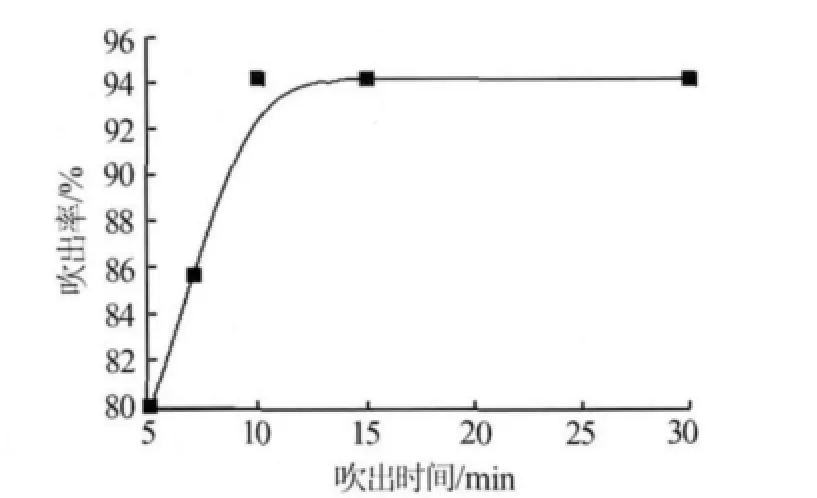
图3 吹出时间对吹出率的影响
2.4 吸收剂浓度对吸收率的影响
在吹出时间为10 min、鼓气速度为1 m3/h、体积为500 mL、原料液Br质量浓度为2128 mg/L的条件下,考察吸收剂浓度对吸收率的影响(图4)。由图4可知,随着吸收剂Na2SO3浓度不断增大,吸收液中Br质量浓度不断增大,吸收率也随之增长,说明提高Na2SO3浓度有利于吸收吹出的溴分子,反应不断向右进行。考虑Na2SO3单一饱和溶液质量分数约为27%,因此选择质量分数为25%的Na2SO3作吸收剂。
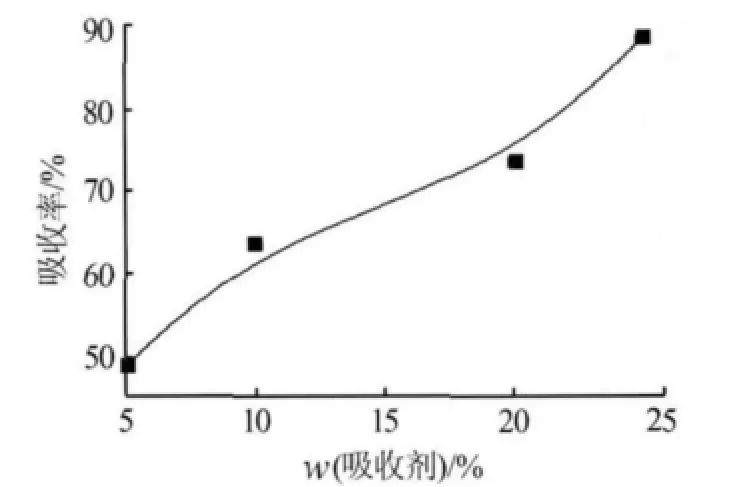
图4 吸收剂浓度对吸收率的影响
2.5 各工序考察
在确定较适宜的工艺条件下,对提溴工序进行考察,结果见表2。
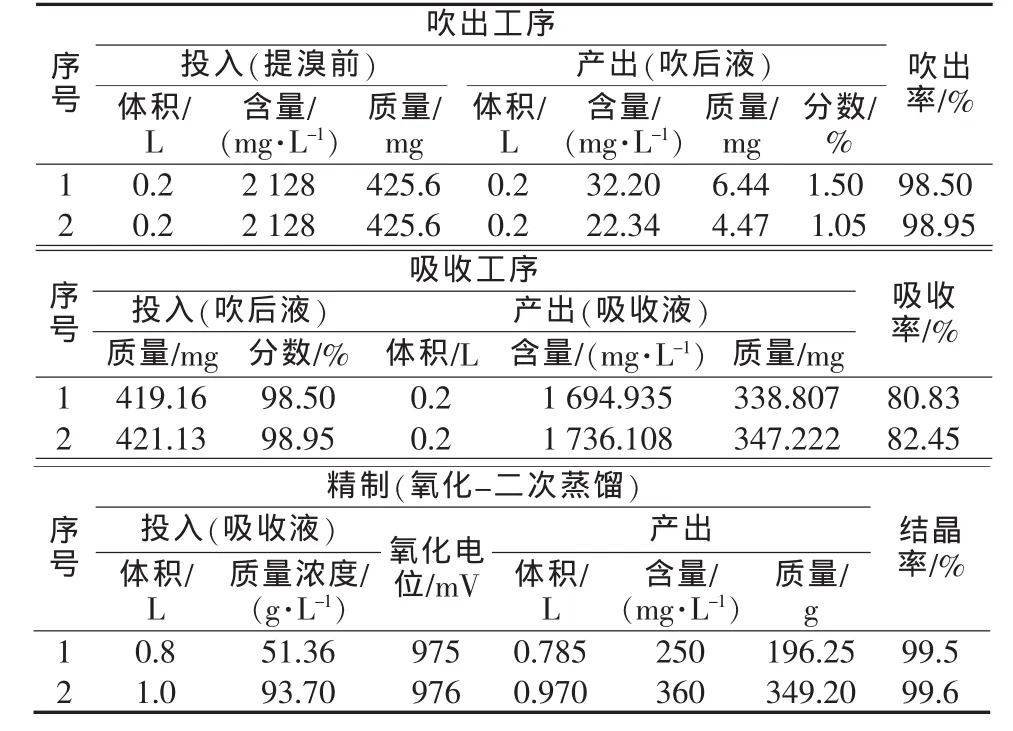
表2 提溴各工序结果
根据表2结果,计算整个工序的溴总收率,公式如下:

2.6 产品分析
表3为对所得液溴产品与轻工行业标准QB/T 2021—1994《工业溴》的对比分析。从表3可以看出,经过二次蒸馏的溴产品质量已达标准一级品的要求。
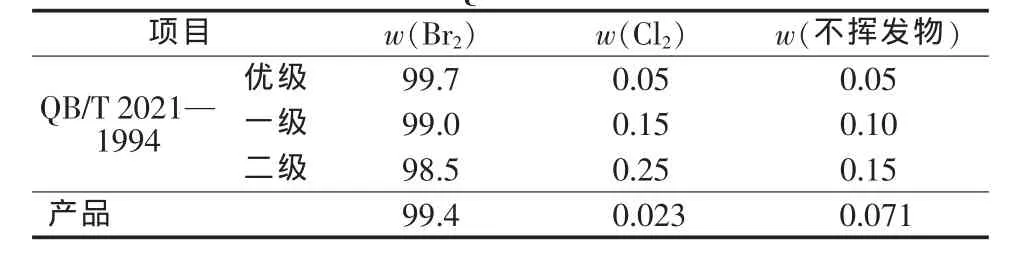
表3 液溴产品与QB/T 2021—1994的对比分析 %
3 结论
实验结果验证了此项技术在深层卤水中的可行性。实验分别考察了溴吹出、吸收过程中的影响因素,确定了空气吹出法适宜的工艺条件:氧化电位为960~980 mV、鼓气速度为1 m3/h、吹出时间为15 min、吸收剂亚硫酸钠质量分数为25%。在此最佳条件下,溴总收率可达80%。
[1]刘亦凡.空气吹出碱法吸收制溴吸收液中NaBr和NaBrO3分离研究[J].无机盐工业,1994,26(6):8-12,21.
[2]王红,张俊杰,李红霞.乳状液膜法提取卤水中的溴[J].无机盐工业,2006,38(11):18-20.
猜你喜欢
能源工程(2021年5期)2021-11-20 05:50:42
山西冶金(2021年3期)2021-07-27 10:46:40
疯狂英语·新阅版(2021年1期)2021-03-03 05:02:14
兽医导刊(2019年22期)2019-02-12 20:40:14
首都公共卫生(2017年4期)2017-11-09 05:59:22
现代工业经济和信息化(2016年8期)2016-05-17 05:37:27
阅读与作文(小学高年级版)(2015年7期)2015-05-30 10:48:04
Journal of Southeast University(English Edition)(2015年2期)2015-05-08 03:34:42
生物医学工程学进展(2015年1期)2015-02-28 14:53:38
猪业科学(2015年11期)2015-01-25 02:28:33
