
冲压生产线半自动化模式升级改造
2013-10-13 08:41:14丁跃正卢克斌东风悦达起亚汽车有限公司生产技术部
锻造与冲压 2013年4期
文/丁跃正,卢克斌·东风悦达起亚汽车有限公司生产技术部
冲压生产线半自动化模式升级改造
文/丁跃正,卢克斌·东风悦达起亚汽车有限公司生产技术部
更高的质量、更大的产能以及更低的成本需求是所有汽车生产企业生存发展的动力,因而传统的手工生产方式已经退出历史舞台,自动化生产有了充分的施展空间。冲压自动化生产,是提高劳动生产率和改善劳动条件的有效措施和主要方法。随着全球经济的飞速发展,给汽车制造业带来了更大的发展空间。随着我国汽车需求越来越大,质量的不断提高、生产规模的不断扩大使汽车自动化生产势在必行。在这样的前提下,东风悦达起亚一工厂冲压车间原有的半自动化生产模式已经逐步升级为全自动化的生产模式。
设备组成
冲压自动化生产线一般包括压力机和自动化系统。本文主要谈自动化系统,冲压自动化系统通常包含拆垛料系统、自动传输系统和检查装件系统。
垛料系统
一套完整的冲压自动化拆垛料系统主要由2台轨道移动式上料小车(每个上料小车上配备的4~8个活动可调磁力分张器通常为永磁铁,用于板料的分离)、拆垛手(机械手或机器人)、传送装置(多为磁性皮带机)、板料清洗机、中心定位控制系统等组成。当上料小车装载料垛(包括托盘)由换垛位置回到拆垛位置后,板料由拆垛手将料垛拾取,通过传送装置穿过清洗机、涂油机送达对中台。板料经过中心定位后,便开始后序冲压生产。
自动传输系统
自动传输系统用于各工序间毛坯或工件搬运传输,传输机构主要有机械手和机器人两种。随着冲压自动化技术的不断进步,机械手自动传输机构的形式也日新月异。同时,自动传输机构形式的差异,也是目前不同形式冲压自动化生产线的主要区别所在。机器人传输方式由于自身特点,在老线改造及速度较低、投入较少的生产线中仍有一定的应用空间。
检查装件系统
检查装件系统由出料输送带、照明、工件检验台、人工或自动装箱机构及控制系统等构成,其主要任务是将成品冲压件输送至合适的位置便于装箱(或自动装箱),并为冲压件检测提供条件。
主要形式
冲压自动化生产线主要有以下三种形式:
⑴“普通压力机+机器人”传输形式。机器人传输形式柔性高,使用便捷且成本较低,但稳定性较差,速度相对较慢,不适合大批量高速生产。
⑵“普通压力机+单臂机械手”传输形式。单臂机械手传输形式由于成本相对较低、具有一定的灵活性,目前有一定的发展空间。
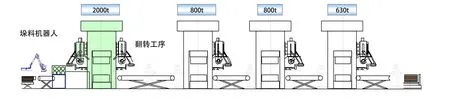
图1 改造前半自动化生产
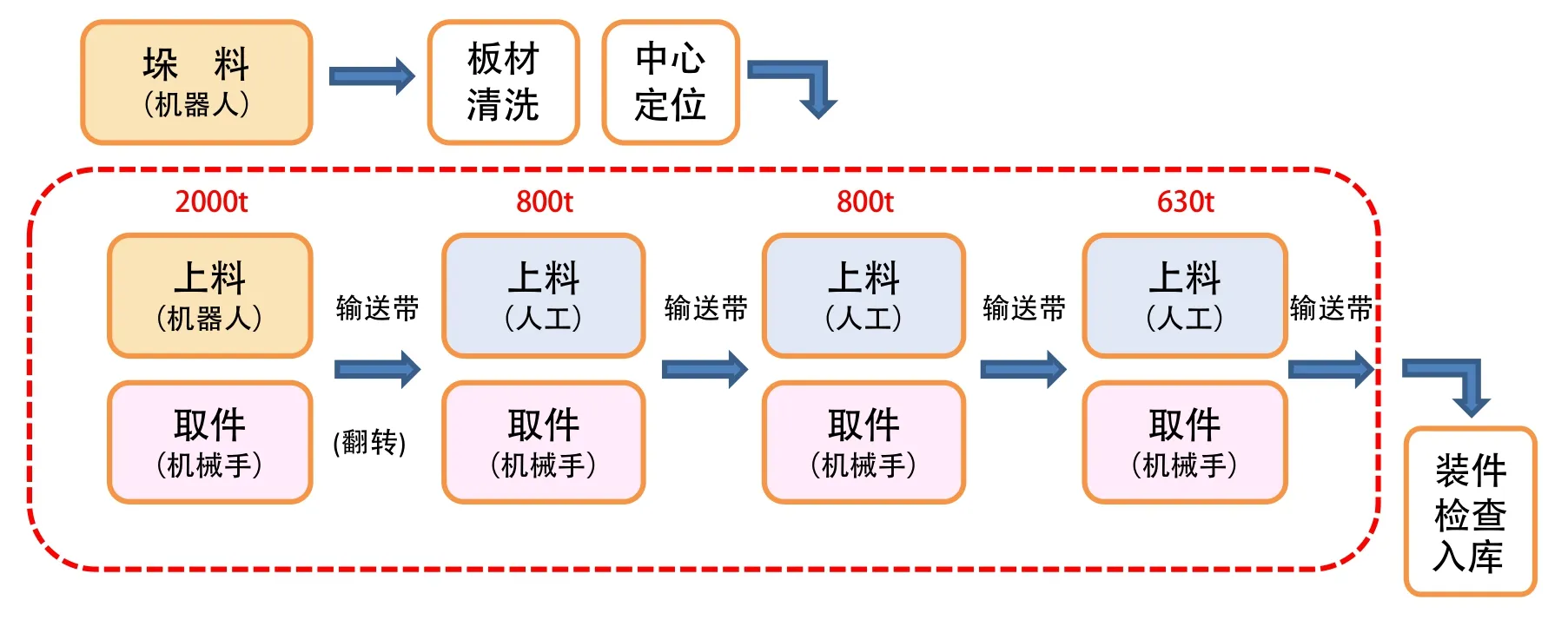
图2 半自动化生产流程
⑶“高速压力机+横杆式”传输形式(高速线)。横杆式传输形式具有高速、高稳定性等特点,已经在大型覆盖件生产中得到广泛应用。
改造前生产线布局
东风悦达起亚一工厂冲压车间生产线A线,目前由1台2000t双动压力机、2台800t压力机、1台630t压力机组成,如图1所示。采用“普通压力机+单臂机械手”传输形式,工序件传输用皮带输送机完成。机械手式半自动化生产流程如图2所示。
半自动化生产具有以下不足之处:⑴双动生产时,工件需人工翻转;⑵工序间采用皮带输送机输送,工序件易污染、碰撞造成不良缺陷;⑶人工上件对操作工要求高,安全、质量得不到保证;⑷机械手取件速度快,但易抖动造成脱件;⑸机械手吸盘支架人工交换。
这种半人半自动化的生产方式,在建设初期投入相对较小,但随着市场需求的扩大,其固有效率低下,产品质量稳定性差等缺点越来越影响企业的发展。
改造后生产线布局
改造后采取工序间机器人/机械手混合生产方式。考虑到一工厂冲压车间重建多工位压力机生产线厂房、成本等因素影响,决定在原有生产线基础上进行改造,将机械手换成工序间机器人,实现生产线全自动化作业,如图3所示。
①号位是上料机械手换成ABB上料机器人。1#机和2#机之间空间大,机械手取件方式无法实现翻转,采用2台机器人实现工序件传送。单动生产时,②号机器人取件放置工序间过渡平台,再由③号机器人送入2#压力机生产;双动生产时,②号机器人直接翻转后,再由③号机器人从②号机器人接过来送入2#压力机,中间不需要工序间定位装置。④⑤号位采用机器人实现取件上件。④号机继续用机械手方式取件由皮带输送机传至检查装件平台。
/
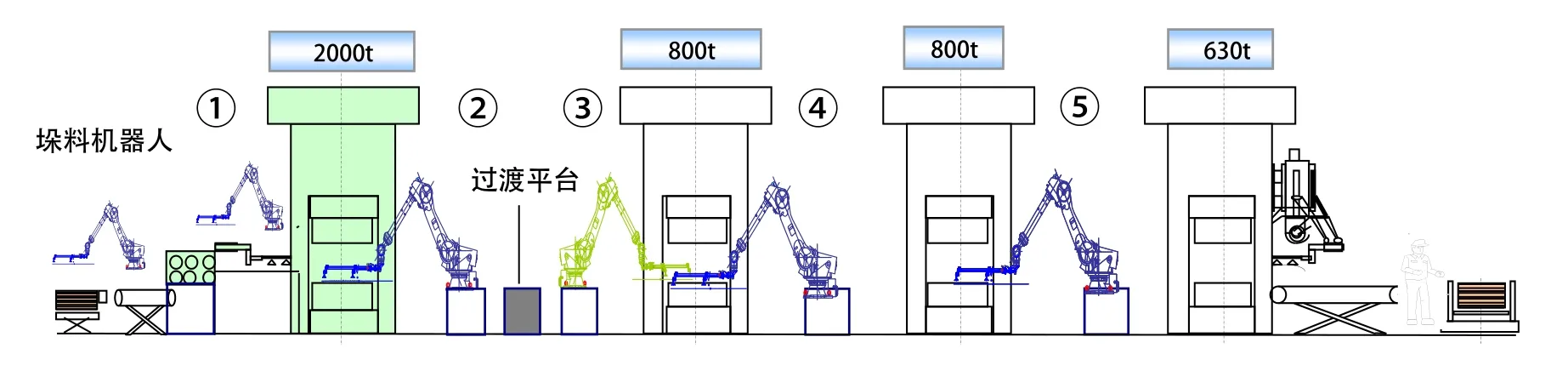
图3 机器人/机械手混合生产
冲压自动化生产线改造后具有以下优点与不足:⑴改造后作业人员减少,原部品上件人员及侧围翻转人员共计16名(双班);⑵原机械手吸盘支架是人工插入/取出,现采用机器人自动交换;⑶吸盘支架改善(图4),重量轻、保管面积小;⑷废料盖板原手动开闭,改造成自动开闭;⑸生产线实现自动化后模具也需相应改造,从而使得调试周期长。
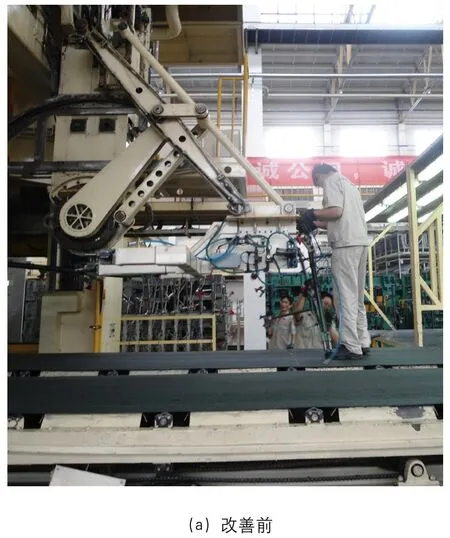

图4 吸盘支架改善对比
结束语
冲压自动化的形式多样而复杂,本文主要介绍了在原有设备基础上进行的机器人、机械手混合的全自动改造,重点说明冲压自动化生产线的方式、改造的类型、需考虑的因素等。
目前东风悦达起亚公司一工厂冲压车间,经过自动化改造后,自动化率从原来的42%上升到67%,生产效率由原来的275次/h上升到310次/h,已经能够弥补产能的不足。随着汽车市场激烈的竞争,车型更新换代节奏快的需要,自动化生产必将大放光彩。
猜你喜欢
青少年科技博览(中学版)(2023年5期)2023-06-26 09:39:12
锻压装备与制造技术(2021年2期)2021-07-19 08:50:52
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
哈哈画报(2021年12期)2021-02-28 07:48:45
模具制造(2019年10期)2020-01-06 09:13:00
小雪花·初中高分作文(2019年8期)2019-10-07 08:46:42
中国储运(2019年1期)2019-01-09 06:57:54
通信电源技术(2016年1期)2016-04-16 04:57:29
设备管理与维修(2016年5期)2016-03-16 02:20:51
锻压装备与制造技术(2015年2期)2015-06-26 09:00:11
