
基于VERICUT的工艺装备辅助设计
2013-10-12 05:55:40齐齐哈尔一重技师学院黑龙江161042王占平
金属加工(冷加工) 2013年24期
齐齐哈尔一重技师学院 (黑龙江 161042) 王占平
图1所示零件数量较多,大小有变化,车床可以完成内外圆表面的加工,但内壁的油沟不能完成加工,结合工厂实际情况,最好能在车床上完成该油沟的加工任务,否则需要外协完成。为了能节约资金,使利润最大化,决定自行在车床上开发工艺装备,以完成内壁上油沟的加工。

图1 铜套
1.工艺分析与加工准备
分析毛坯尺寸、材料(黄铜),只解决加工油沟方法,其余部位已加工完成。设置加工坐标系原点:悬伸端面中心为工件坐标系原点。装夹定位确定:用自定心卡盘装夹。选择刀具、确定加工参数:R9mm球头铣刀。加工步骤:中间环形油沟由车床加工完成,而直线油沟由铣削加工完成。
2.工艺装备的设计
(1)配置数控机床模型 重新配置数控车床的组件树,如图2所示。

图2 配置组件树

图3 机床床身模型

图4 Z向滑板

图5 X向滑板

图6 夹具模型

图7 刀台、刀杆、主轴和刀夹
调整坐标系方位见如9所示,机床建模如图10所示。

图8 调整主轴坐标系
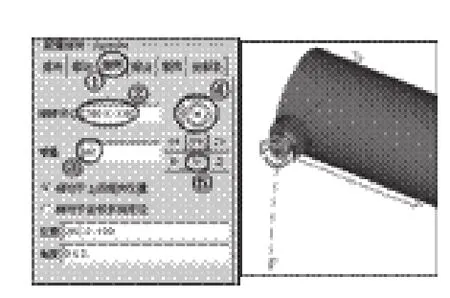
图9 调整坐标系方位
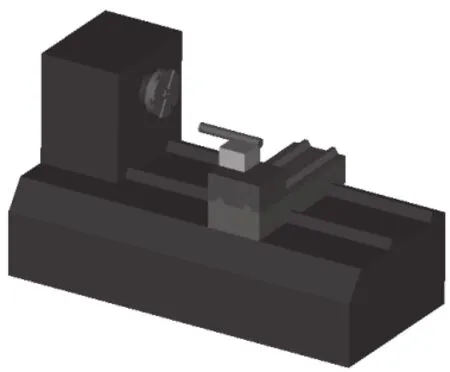
图10 机床模型
(2)配置一个数控控制系统文件 配置一个数控铣床操作系统fan18im.ctl。
(3)添加刀具库 添加一个R9mm球头铣刀,在项目树中选择,在右键弹出的快捷菜单中选择,在弹出的对话框中依次选择“添加”→“刀具” →“新” →“铣削”,弹出“刀具ID:1”对话框,设置如图11所示,单击添加后,在“刀具管理器”对话框的右侧视图窗口中,显示刀具的立体模型。最后进入菜单依次选择“文件” →“保存”,将创建的刀具文件保存后,可以在加工中调用。

图11 建立刀具模型
(4)添加毛坯 插入一个圆柱套类模型如图12所示。

图12 圆柱套类模型
(5)添加工装 三爪自定心夹盘。
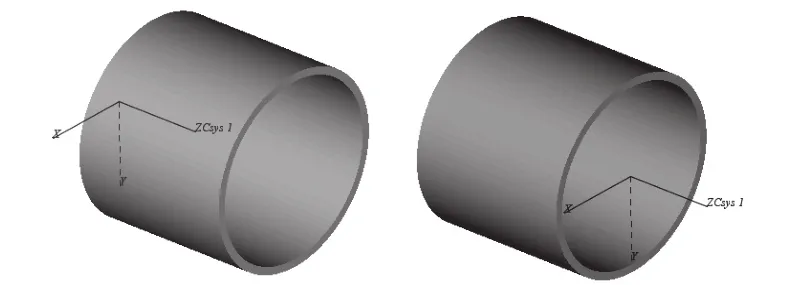
图13 设置程序零点
(8)仿真零件 仿真结果如图15所示。

图14 设置工件坐标系
3.工艺装备的制作

图15 仿真结果
根据仿真模型及仿真过程可以得出,用类似的机构可以实现铜套内壁上油沟的加工。在普通车床上设计辅具如图16所示,将辅具装夹在刀台上,电动机通过皮带(皮带在空心刀杆中)将运动传递给刀轴,刀具装夹在刀轴上,电动机通电后,刀具就能产生旋转运动,将刀杆伸入铜套内部就可以实现油沟的铣削加工。

图16 辅具设计
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
现代制造技术与装备(2022年7期)2022-08-24 09:08:38
中国设备工程(2019年24期)2020-01-14 01:48:16
山东冶金(2018年6期)2019-01-28 08:15:06
制造技术与机床(2018年12期)2018-12-23 02:40:56
中国修船(2017年5期)2017-10-16 02:02:28
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
精密制造与自动化(2015年4期)2015-11-28 00:35:25
组合机床与自动化加工技术(2014年12期)2014-03-01 02:22:57
