宏指令G65在数控铣削中的应用
2013-10-12 05:55河北汉光重工有限责任公司邯郸056028王胜锋潘春雷耿静柳温贵忠
金属加工(冷加工) 2013年24期
河北汉光重工有限责任公司 (邯郸 056028) 王胜锋 潘春雷 耿静柳 温贵忠
在数控铣削加工过程中,同一零件或不同零件上经常会出现结构形状一样的切削部分,唯一的区别仅是尺寸和位置不同。例如:矩形槽、圆形槽和插座孔等。如果每一部分都按正常编程既费时费力,又容易出错。在此,给大家介绍一种既方便又易于检查的好方法,就是利用机床自带的用户宏程序功能B中的非模态调用指令G65配合自编宏程序来完成加工。
1.G65指令介绍
指令格式:
G65 P(程序号)L(重复次数)〈自变量赋值〉
其中,重复次数L最大为9999,为1时可省略。
自变量赋值是向宏程序本体传送数据时所书写的自变量地址符号和数值,其值可以有符号和小数点,并且与地址无关。自变量赋值有两种类型:
(1)自变量赋值I 用字母后加数值进行赋值,除了G、L、N、O和P之外,其余所有字母都可以用作赋值地址符。赋值时可不按字母顺序,但使用I、J、K时,必须按顺序指定,不赋值的可省略。地址与变量的对应关系见表1。
(2)自变量赋值II 除了A、B、C之外,还用10组I、J、K对自变量赋值,同组I、J、K必须按顺序赋值,不赋值的可省略。地址与变量的对应关系如表1所示。
2.程序应用实例
清角加工在数控铣削过程中会经常遇到,加工程序的编制非常繁琐,并且极易出错。如图1所示,在挖槽加工中,为了提高生产效率,首先使用较大直径的铣刀进行加工,去除大部分材料,再用合适的铣刀清除四角残余留量(即清角加工)。如果槽深较大时,还需分层清角。下面以图1所示零件的清角加工为例,对G65宏指令的应用进行说明。
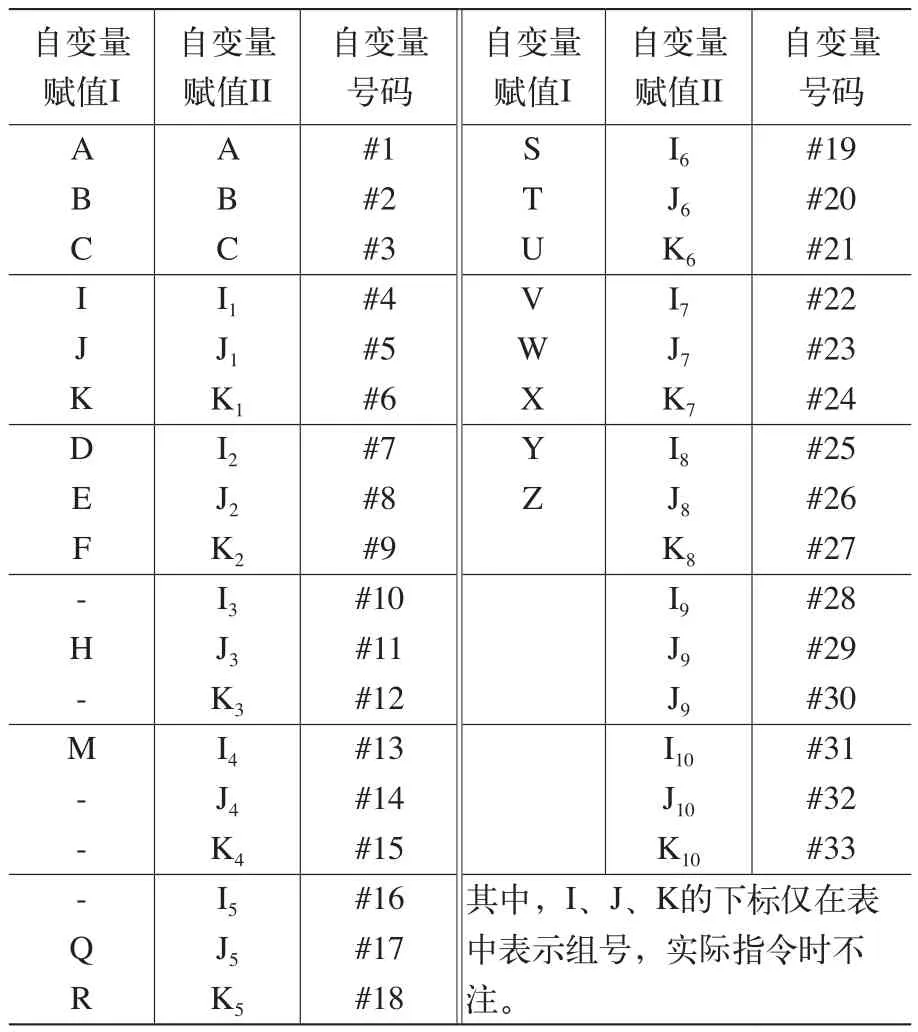
表1 地址与变量的对应关系
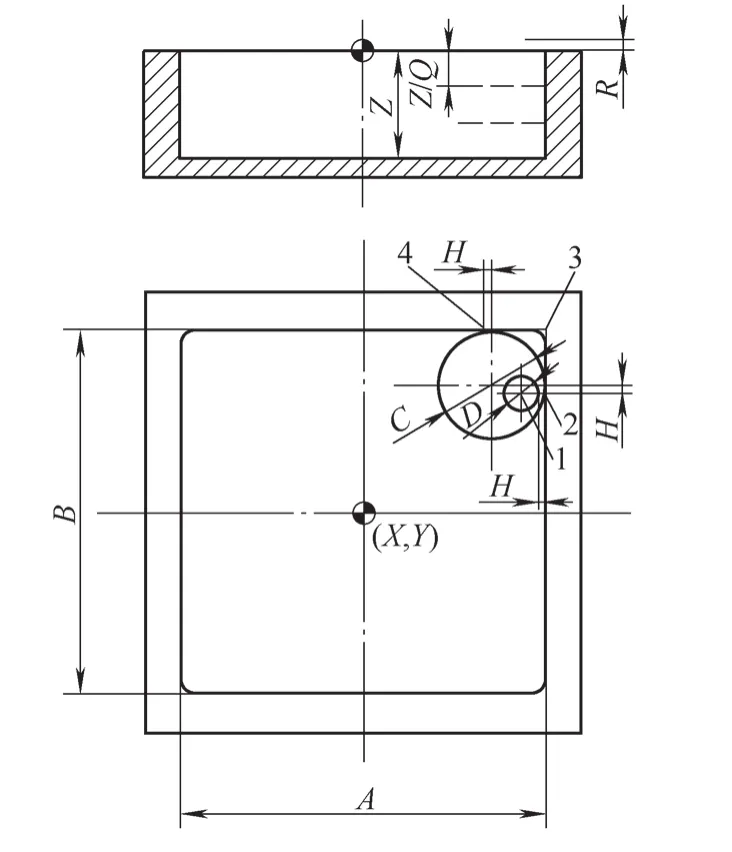
图1
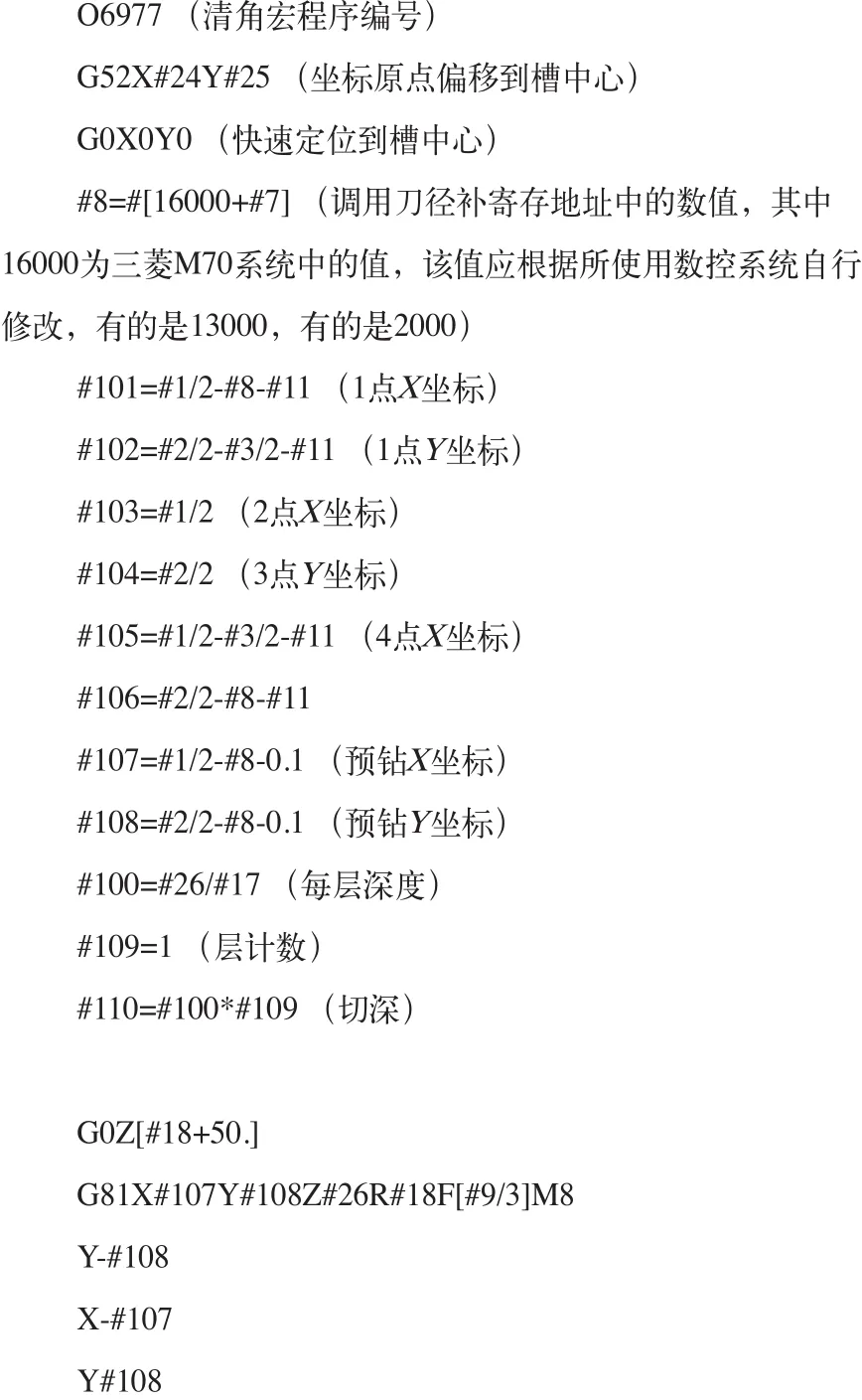
(1)清角宏指令 代码如下:

(2)刀具轨迹 如图1所示,清根刀具由1点入刀 →X向G41靠刀到2点 →Y向G1到3点 →X向G1到4点,G0抬刀完成加工。各参数含义及其与自变量的对应关系如表2所示。
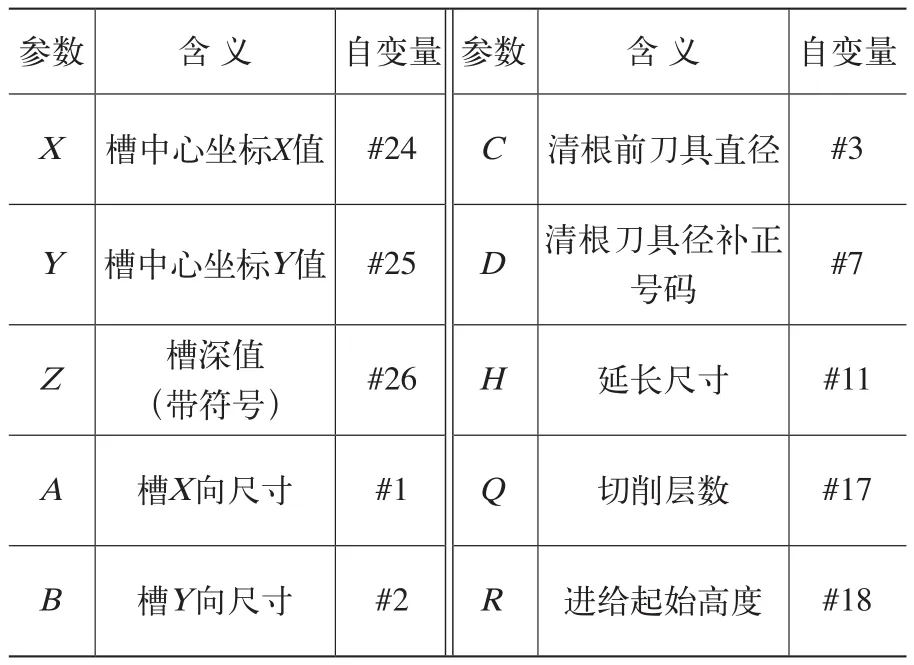
表2 图1中参数及变量对照
(3)宏程序本体 代码如下:

(4)模拟刀路 如图2所示。

图2
3.结语
本文以矩形槽清角为例简要介绍了G65宏指令在数控铣削中的应用,希望能给同行们以启示。可以根据所加工产品的形状特点,建立多种模块。目前,我们已开发了各种挖槽、插座孔、螺纹、倒角等数控模块。该方法可简化数控编程,省略了繁琐的计算过程,各指令参数易于检查,提高了编程序准确度和速度,在实际加工中具有很高的推广价值。
猜你喜欢
榆林学院学报(2022年4期)2022-08-02
智能制造(2021年4期)2021-11-04
制造技术与机床(2019年7期)2019-07-22
计算机与生活(2018年8期)2018-08-15
现代工业经济和信息化(2016年12期)2016-05-17
现代工业经济和信息化(2016年3期)2016-05-17
理科考试研究·高中(2016年9期)2016-05-14
新教育时代电子杂志(学生版)(2015年31期)2015-12-20
深圳职业技术学院学报(2015年5期)2015-11-30
焊接(2015年9期)2015-07-18