表式大型千分尺使用与测量面精度指标检测
2013-10-11 14:09:20哈尔滨量具刃具集团有限责任公司黑龙江150040
金属加工(冷加工) 2013年2期
哈尔滨量具刃具集团有限责任公司 (黑龙江 150040) 周 萍
1.产品介绍
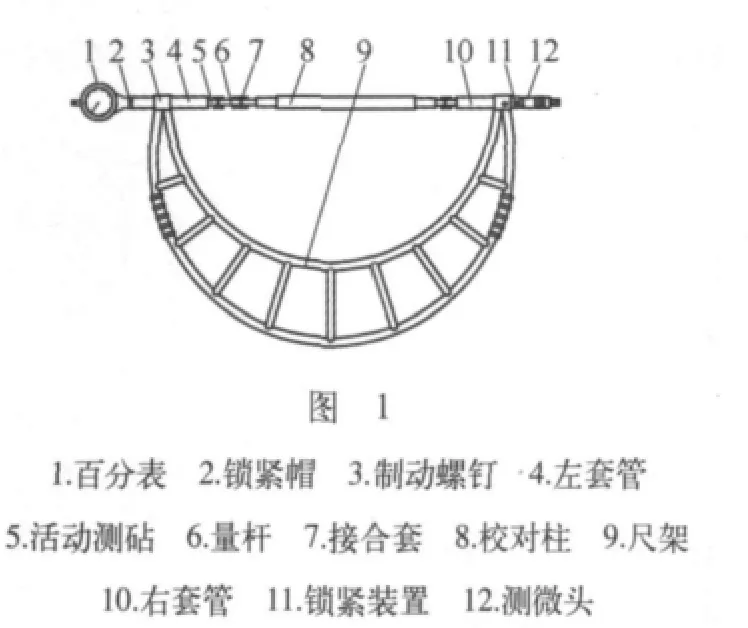
表式大型千分尺(以下简称大千分尺)结构如图1所示,是由大外径千分尺和百分表组成的通用外径尺寸测量器具,特别适用于重型机械厂或矿山机械厂等大中型工件尺寸的测量。其测微头量程25mm,分度值0.01mm,百分表量程10mm,分度值0.01mm,每一规格大千分尺均附有校对柱、量杆、接合套,使用时选好一长一短校对柱及量杆组成25mm的尺寸分段所测尺寸。主要优点是:大千分尺测量面全部镶有硬质合金,提高了千分尺使用寿命,尺架采用冷拔无缝薄壁钢管焊接而成,外形美观,重量轻,该尺架已获得国家专利,外表面塑料喷涂抗划伤,防锈性能强;用校对柱、测微头及量杆做尺寸的调整,来实现1 ~3m测量范围之每种规格量程为500mm的尺寸测量;用百分表进行比较测量,读数更直观、方便、准确。
2.测量面精度指标检测
大千分尺测量面精度指标包括测量面的平行度和测量面的偏位。1 ~3m大千分尺测量面的平行度测量,一般采用两端镶有偏心钢珠的平行量杆来测量。使用时量杆要在两端支撑,因量杆的自重弯曲变形可产生较大的测量误差,现按习惯使用的量杆尺寸从500mm开始计算如下:设平行量杆由于自重变形在两端的转角各为θ与-θ,则θ=QL3/24EJ,式中Q为量杆主体单位长度重量,L为量杆主体的长度,E为量杆主体材料的弹性模数,J为量杆主体横断面的惯性矩。当量杆主体使用外径为D、内径为d的钢管时,取θ=2.476×10-10×(D2-d2)L3/(D4-d4),设量杆变形对测量面平行度测量的影响为δ,则有δ=2A·θ,式中A为偏心钢珠回转直径,一般取A=7mm,如表1所示。
由表1可见,上述方法对大千分尺来说是不适用的。虽光学仪器测量可避免上述平行量杆变形问题,但目前生产的光学千分尺平行度检查仪尺寸较小,还受使用中千分尺量面反光能力的限制,解决不了大千分尺的平行度测量,设备费用也较高。
在大千分尺行业标准(JB/T 10007—1999)中对测量面错位有严格的要求,但缺少适当的测量方法,普通的测量方法是在成90°的两个方向上,把大千分尺用几个千斤顶架起来,调整后用表测量。但该方法对测量3m大千分尺的测量面错位极不方便。本文提出一种新的测量方法,可在大千分尺的使用现场或存放现场同时测出大千分尺的测量面平行度和测量面错位。
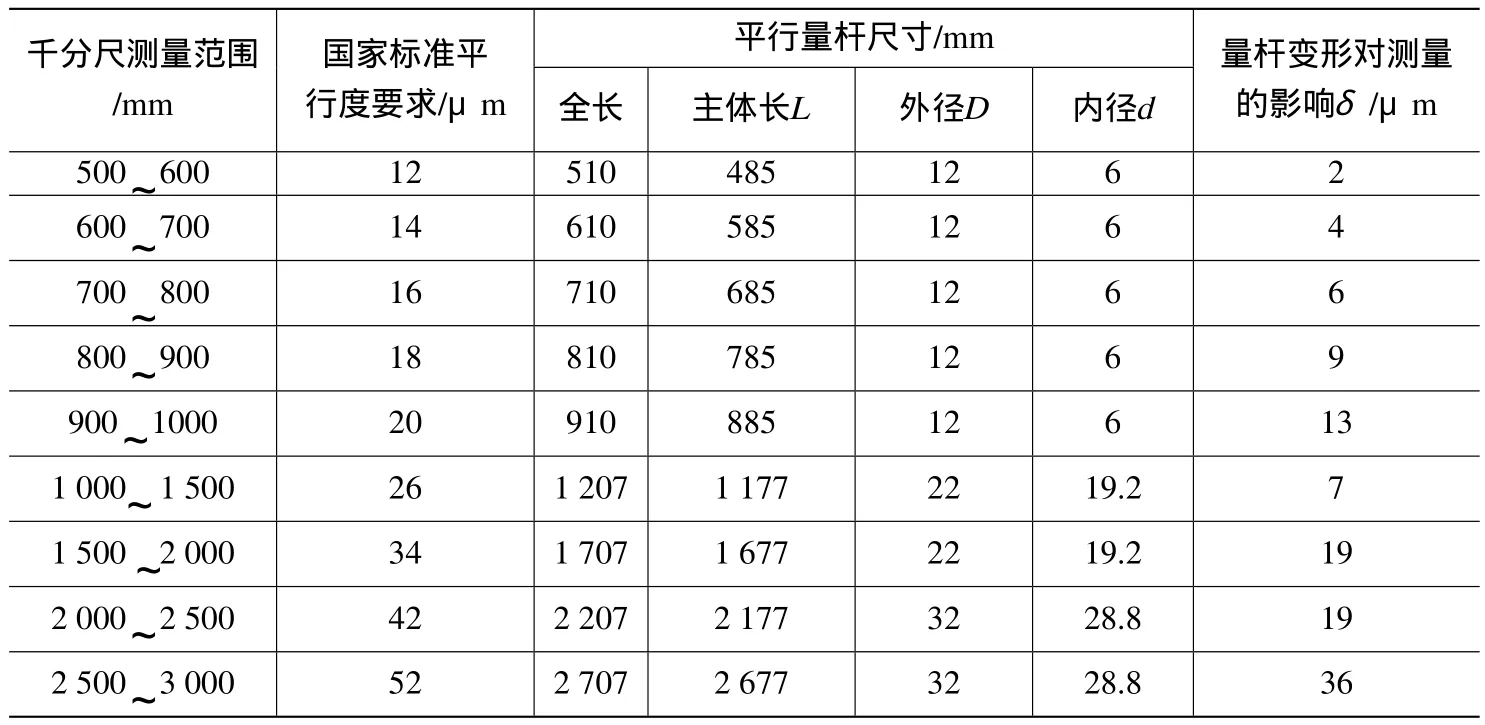
表1
使用一端中心镶有钢珠的带表量杆,用接套与大千分尺测砧相联接,保持在测量面中心附近与钢珠接触,如图2所示。量杆的另一端装有指示表,随偏心环而移动至测头测量面的上端与下端(要留出边缘),并在指示表上读出两端读数差(以上端为0),记为a1,采用同样方法读出测头量面上前后两端读数差(以前端为0),记为b1,如图3所示。
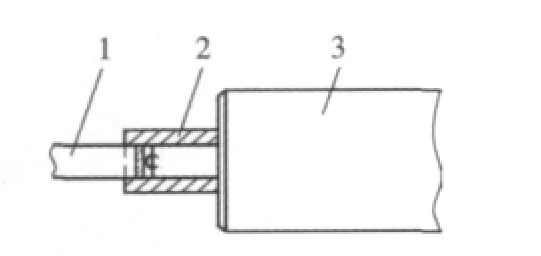
图2
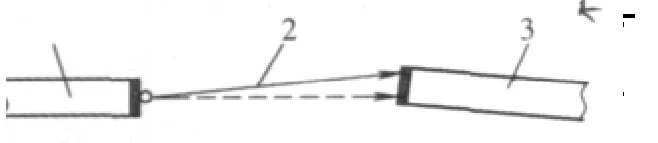
图3
测头每转90°测量一次,各次读数差记为a2、b2;a3、b3;a4、b4。然后将量杆调换方向,左测砧一方测量,记为a5、b5。将各组数记入表格,按表格计算即可得出大千分尺测量面平行度和测量面错位数值。
例如,尺号:××××,测头直径D=8mm,测量范围1500 ~2000mm,移动距离C=6mm,量杆长度:L=1980mm。如表2和表3所示。
计算测量面平行度时,是使用大千分尺测头与测砧两测量面各自对测量面中心连线的倾斜数值相加ai′= ai+ a5,bi′= bi+ b5,取e=SQRT(a2′+b2′),得该组位置上应有最大差值。取四组数中最大值计算测量面平行度,计算式中指示表在测量面上的移动距离C就是偏心环上偏心孔的回转直径,也可在偏心环上测出,因移动距离C小于大千分尺测量头直径D,所以合计值e还要乘以D/C。
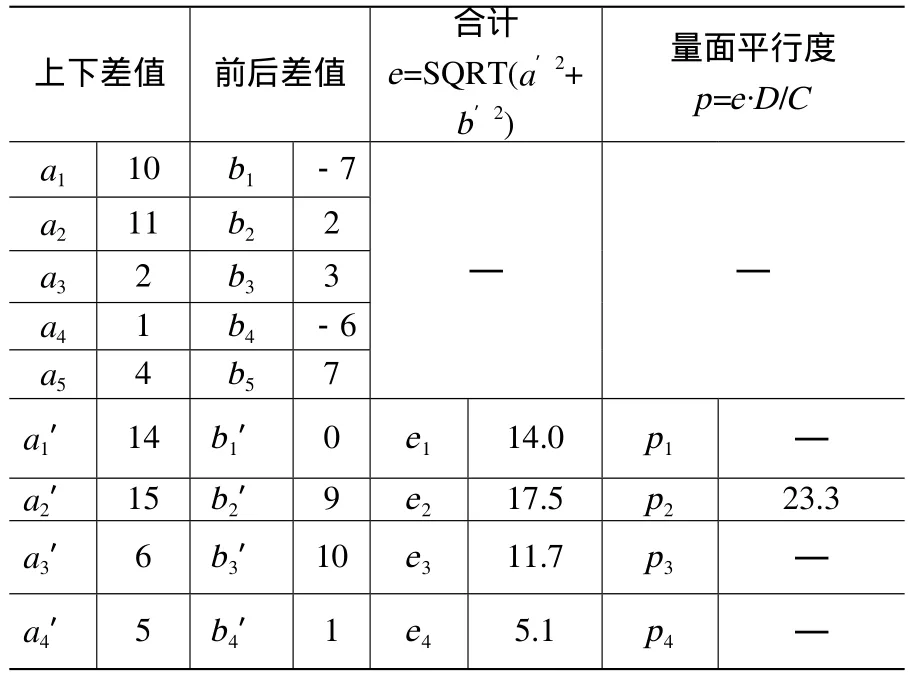
表2 (单位:μm)
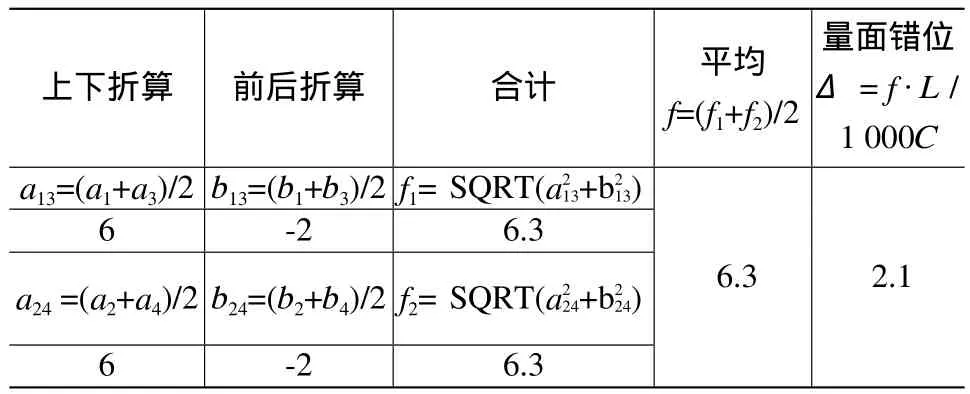
表3 (单位:μm)
如图4所示,计算量面错位时,取相差180°的两组数据平均值,这样就消除了测量面与测头不垂直的影响,再取平方和开方,得到该两组位置上已除去测量面不垂直因素后应有最大差值f1、f2,差值f取平均值f=(f1+f2)/2,并除以1000变为mm单位,乘以L/C得到测量面错位值Δ=f·L/1000C,推导如下


图4
在实际应用时也可不用表格计算,而是在大千分尺测头和测砧上找个最差方向测量即可(与其垂直方向数据作为0),这样在测量平行度时使用两端测得的一组数据,直接相加得e, p=e·D/C。在测量错位时,使用相差180°的两数平均得f,即可求出Δ。
3.使用方法及注意事项
大千分尺校对零位应根据被测工件的标称尺寸选择校对柱或量杆及接合套,松开制动螺丝和锁紧装置,调整测微头使其对准零位或25mm处后紧固锁紧装置,再调整活动测砧使百分表由自由状态压入1mm左右后锁紧制动螺丝,最后调整百分表使指针归零。测量时根据工件尺寸松开锁紧装置,旋转微分筒至所需尺寸后再紧锁,轻微摆动尺架找到百分表指针拐点,则被测工件尺寸L=校对柱尺寸+量杆尺寸+大千分尺读数±百分表转动量(指针顺时针转动时取+号,逆时针转动时取-号)。大千分尺以25mm处校对零位时,被测工件尺寸为:L-25mm。正确地使用、合理地维护,对延长千分尺的使用寿命和保证其测量精度有着积极作用,使用时要注意:校对柱平面应与量杆球面接触;测量轴的中心线应与被测长度方向一致,不要歪斜;大千分尺测量与校对零位时的支持姿势应相同,以避免尺架变形所引起的测量误差。使用完毕后,应涂防锈油,置于阴凉干燥环境中,妥善保管。
猜你喜欢
大众标准化(2022年17期)2022-09-27 07:59:54
现代机械(2021年3期)2021-07-12 00:47:42
客车技术与研究(2019年5期)2019-10-24 02:22:44
电子测试(2018年1期)2018-04-18 11:53:30
中国公路(2017年19期)2018-01-23 03:06:36
中国公路(2017年15期)2017-10-16 01:32:04
中国公路(2017年9期)2017-07-25 13:26:38
中国公路(2017年7期)2017-07-24 13:56:40
电子设计工程(2015年3期)2015-02-27 12:03:53
质量技术监督研究(2015年5期)2015-02-10 06:01:00